一种双推手纵横切电脑裁板设备的控制方法与流程
- 国知局
- 2024-07-11 15:19:16
本发明涉及木工机械家具板材加工领域技术,尤其是指一种双推手纵横切电脑裁板设备的控制方法。
背景技术:
1、随着家具需求的增长,板材裁切设备应声崛起;当前裁板设备大多是单机系统控制:即一控制器与一人机交互经串口通讯方式实行控制。板材裁切设备包括有纵横切电脑裁板锯设备,纵横切电脑裁板锯设备可以实现对板材的纵切和横切,而纵横切电脑裁板锯设备在锯切的过程中,由于纵切和横切的不同,需要进行纵横切加工方向的转换,即需要对板材进行转板,从而实现纵横切的过渡加工。
2、现有的纵横切电脑裁板锯设备通常包括纵锯部分和横锯部分,其中:其纵锯部分用于实现对板材的纵切,但其纵锯部分缺乏对板材的止挡设计,导致其在对板材进行纵锯加工过程中容易出现无法对输送的板材进行止挡造成板材可能出现持续上料,使得出现板材重叠或板材互推的现象,导致正常加工受影响的问题;
3、其横锯部分用于实现对板材的横切,但其横锯部分是采用单推手结构的,即其横锯部分的裁切装置只配合采用一套工夹送料装置,导致在纵锯部分切出多条不同规格的板材时,其横锯部分就必须进行多个循环的单组裁切,无法同一次锯切即可完成两种不同规格的板材锯切,影响生产效率,若其想同一次锯切完成不同规格的板材锯切,则需要设置多套裁切装置,导致设备硬件成本较高;
4、而纵横切电脑裁板锯设备在锯切的过程中,由于纵切和横切的不同,需要进行纵横切加工方向的转换,即需要对板材进行转板,而现有的纵横切电脑裁板锯设备通常采用人工的方式进行转板,为此,需要耗费大量的人力,且劳动强度大,耗费时间长,生产效率较低,而在大批量家具生产时,转板所节省的人力提高的生产效率显得尤为重要;以及,现有的纵横切电脑裁板锯设备生产后的废料也很难清理,其一般是需要人工进入机器内部手动清扫出来,再将废料截断装入废料箱,如此进入机器内部作业,不仅增加操作人员的危险性,也费时费力;
5、以及,其纵锯部分和横锯部分还有辅机部分是通过三台plc各自进行控制的,且,其纵横锯使用触摸屏,只能手工输入锯切尺寸,无法实现导入文件锯切,无法与客户信息化对接。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种双推手纵横切电脑裁板设备的控制方法,其实现了横锯的双推手结构设计,只需一套裁切装置,同一次锯切,即可完成两种不同规格的板材锯切,提高了生产效率。
2、为实现上述目的,本发明采用如下之技术方案:
3、一种双推手纵横切电脑裁板设备的控制方法,其基于双推手纵横切电脑裁板设备,该双推手纵横切电脑裁板设备包括纵锯部分、横锯部分及辅机部分,该辅机部分的两端分别衔接于纵锯部分、横锯部分;该纵锯部分包括第一压料装置、第一裁切装置、工夹送料装置、推料装置、止挡气缸装置、自动上料装置、第一前齐板装置;该横锯部分包括侧齐板装置、第二压料装置、第二裁切装置、主工夹送料装置、副工夹送料装置、第二前齐板装置;该辅机部分包括取送料平移装置、勾手旋转装置、余料落料装置、振动装置、切废料装置、碎料排出装置;
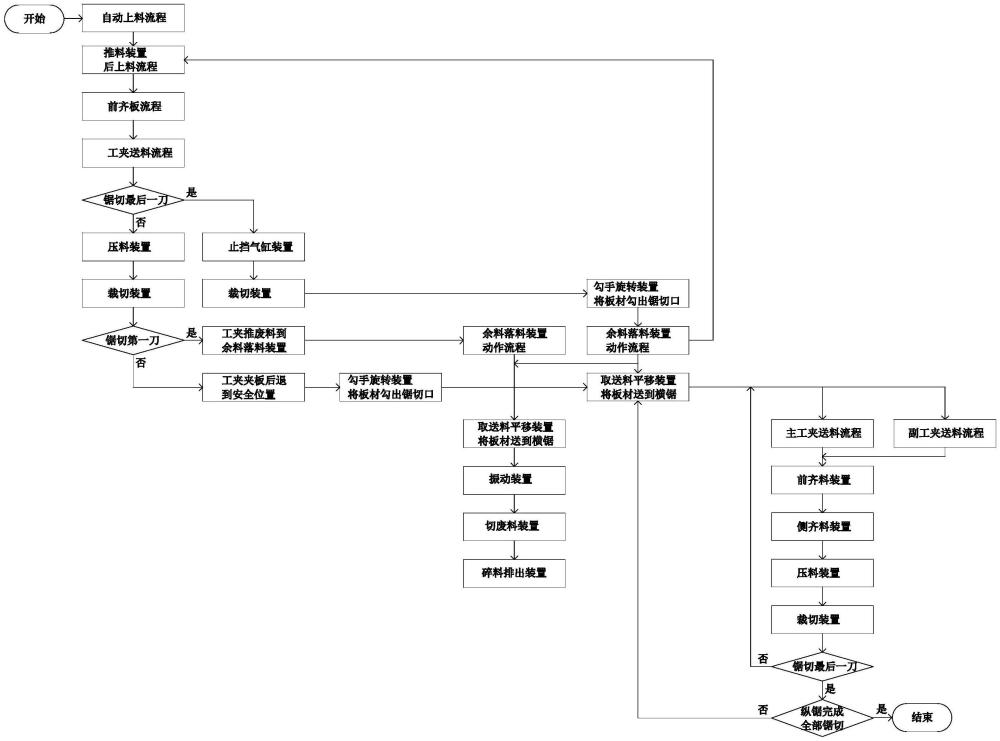
4、其包括有以下步骤:
5、步骤1:整垛好的板材通过纵锯部分的自动上料装置自动输送到一液压升降台上;
6、步骤2:纵锯部分的第一前齐板装置启动,纵锯部分的推料装置启动将板材送到纵锯部分的流利条上;
7、步骤3:纵锯部分的工夹送料装置后退抓取纵锯部分的流利条上的板材;
8、步骤4:纵锯部分的工夹送料装置将抓取的板材送料到纵锯部分的第一裁切装置开始锯切,并纵锯部分的第一压料装置配合动作;
9、步骤5:如果纵锯切最后一刀,则纵锯部分的止挡气缸装置启动;
10、步骤6:纵锯切出板材前端余料时,纵锯部分的工夹送料装置向前推,将余料推到辅机部分的余料落料装置上方时后退;
11、步骤7:辅机部分的余料落料装置启动,余料掉落后,余料落料装置恢复原位;
12、步骤8:辅机部分的振动装置和切废料装置启动,对掉落后的余料进行碎料加工,再通过辅机部分的碎料排出装置将碎料排出;
13、步骤9:在步骤7完成后,纵锯部分重复步骤4,第一裁切装置锯切出板件后,纵锯部分的工夹送料装置后退到安全位置;
14、步骤10:辅机部分的勾手旋转装置启动,将锯切完成的板件勾出;
15、步骤11:辅机部分的取送料平移装置启动,将板件送到横锯部分的流利条上;
16、步骤12:横锯部分的第二前齐板装置启动;
17、步骤13:横锯部分的主工夹送料装置和副工夹送料装置后退,配合横锯部分的第二前齐板装置和辅机部分的取送料平移装置,将板件靠齐并夹住;
18、步骤14:横锯部分的主工夹送料装置和副工夹送料装置启动送料;
19、步骤15:横锯部分的第二裁切装置和第二压料装置以及侧齐板装置相互配合,完成锯切。
20、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是通过将横锯部分包括侧齐板装置、第二压料装置、第二裁切装置、主工夹送料装置、副工夹送料装置、第二前齐板装置,使其实现了板材的横锯加工的压料、裁切、送料、推料等的自动加工,提高了自动化程度,从而提高了生产效率,尤其是,通过于步骤13中,将横锯部分的主工夹送料装置和副工夹送料装置后退,配合横锯部分的第二前齐板装置和辅机部分的取送料平移装置,将板件靠齐并夹住,再经步骤14中将横锯部分的主工夹送料装置和副工夹送料装置启动送料,然后配合步骤15中将横锯部分的第二裁切装置和第二压料装置以及侧齐板装置相互配合,完成锯切,如此,可使其实现了横锯的双推手结构设计,只需一套第二裁切装置,同一次锯切,即可完成两种不同规格的板材锯切,提高了生产效率;
21、其次,通过工厂mes、工业交换机、可编程控制器plc、工控机、纵锯控制系统、横锯控制系统、辅机控制系统的结合设计,并使工业交换机与工厂mes双向控制连接,使可编程控制器plc、工控机分别使用网线通过tcp/ip协议双向控制连接于工业交换机,并使纵锯控制系统、横锯控制系统、辅机控制系统分别与可编程控制器plc的数据总线双向控制并联连接,从而可使其仅采用一台plc即可控制整机,可以实现便捷的手工画图编程和优化文件导入锯切,并且提供本地数据库,记录生产信息、机器状态等,可以实现与客户的mes、中控系统对接,实现工业4.0要求的信息化、智能化;
22、以及,通过第一压料装置、第一裁切装置、工夹送料装置、推料装置、止挡气缸装置、自动上料装置、第一前齐板装置的结合设计,使其实现了板材的纵锯加工的自动压料、自动裁切、自动送料、自动推料、自动上料、自动止挡,提高了自动化程度,从而提高了生产效率,尤其是,通过止挡气缸装置的设置,从而使其能对板材进行自动止挡,如此,使其解决了现有之无法对输送的板材进行止挡造成板材可能出现持续上料,使得出现板材重叠或板材互推的现象,导致正常加工受影响的问题;
23、还有,通过取送料平移装置、勾手旋转装置、余料落料装置、振动装置、切废料装置、碎屑排出装置的结合设计,使其能通过取送料平移装置与勾手旋转装置实现纵横切之间的自动转板,从而节省了人工,缩短了时间,提高了生产效率,能通过余料落料装置、振动装置、切废料装置、碎屑排出装置的结合从而实现废料的自动处理,提高了安全性。
24、为更清楚地阐述本发明的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本发明作进一步详细说明。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73898.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。