一种预埋空心管的荔枝木空心刨花板及其制备方法
- 国知局
- 2024-07-11 15:21:40
本发明及刨花板的,具体为一种空心刨花板,进一步地,该空心刨花板以荔枝木刨花为原材料并预埋空心管。本发明同时还涉及该种预埋空心管的荔枝木空心刨花板的制备方法。
背景技术:
1、空心刨花板是内部具有中空芯管结构的一种复合材料,由木材刨花、粘合剂和其他添加剂在高温与压力的作用下形成。具有空心腔的结构具有显著的抗外部冲击能力,能够保温和吸收声波,还为智能控制走线预留空间与结构条件,空心刨花板在隔热和吸声材料方面具有很好的应用前景。在家具和建筑行业的推动下,空心刨花板行业在过去几十年中发展迅速。空心刨花板的需求量将增长,是一种值得研究的复合材料。
2、现有技术的空心刨花板虽然存在上述优点,但仍存在纵向的静曲强度(mor)较低、长度或厚度方向的吸水厚度膨胀率(ts)较高、以及胶合强度(ib)较低的缺点,这影响、限制了空心刨花板的应用。
3、在制备方法方面,按照加压方式,生产空心刨花板的方法可以分为挤压法和平压法两种,实际生产中以挤压法为主流。挤压法的工艺流程、生产设备均相对简单,它无需铺装、预压等工序,并且能够实现连续生产。但是这种方式无法适用于厚度相对较薄的空心刨花板的制备,同时容易发生卡机等较为严重的停机事故。另一个方面,平压法虽然能够制备各种厚度的空心刨花板,但是得到的产品存在厚度方向吸水膨胀率高的缺点。
4、为此,现有技术提出了一种预埋pvc管的空心刨花板,例如公开号为cn219748336u,名称为“一种竹木空心刨花板”中公开的结构,通过预埋pvc管从而在一定程度上提高了空心刨花板的力学强度。但是,仅预埋pvc对空心刨花板性能的改善并不显著。因此,现有技术中缺少一种具有相对较高的纵向静曲强度(mor)、相对较低的厚度方向吸水厚度膨胀率(ts)、以及相对较高的胶合强度较低(ib)的具有预埋管的空心刨花板。
技术实现思路
1、现有技术一般认为,空心刨花板应当具有相对较大的厚度,使用具有较厚的壁厚的空心管,并是空心腔之间的间距相对较小,以期获得具有较高的力学强度和较低的密度。换言之,现有技术通过提高空心腔的体积占比以降低空心刨花板的密度,同时通过提高压制后刨花的密实度以提高空心刨花板的力学强度。
2、例如公开号为cn200984771y,名称为“人造空心刨花板”的中国实用新型专利中公开了厚度为20~40mm、管间距为2~8mm、孔径为15~35mm的空心刨花板结构;公开号为cn219748336u,名称为“一种竹木空心刨花板”的中国实用新型专利中公开了厚度为23~33mm、管间距为3.5~4.5mm、空心管的壁厚为3~5mm、孔径为16~24mm的空心刨花板结构;公开号为cn1907665a,名称为“农作物秸杆空心刨花板”的中国发明专利申请中公开了厚度为20~40mm、管间距为2~8mm的空心刨花板结构。然而上述产品存在如前所述力学强度弱、稳定性差等的问题,或无法兼具力学强度与稳定性的问题。
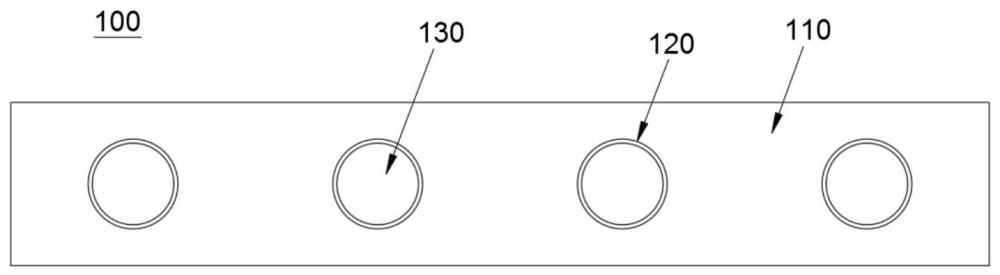
3、为实现上述技术目的,本发明的一个方面提供了一种预埋空心管的荔枝木空心刨花板,它的密度为0.50~0.60g/cm3,所述荔枝木空心刨花板包括压制本体,嵌设于所述压制本体内的多个空心管、以及由所述空心管围囿形成的空心腔,所述空心管贯穿所述压制本体的长度方向,且多个所述空心管沿所述压制本体的宽度方向间距排列,所述荔枝木空心刨花板的厚度为18~22mm,相邻的所述空心管之间具有间距,该间距与所述荔枝木空心刨花板的厚度的比例为1:(0.9~1.5),所述空心腔的内径为9.5~10.5mm。
4、不同与现有技术对空心刨花板结构的理解,发明人在长期试验、实践中发现,荔枝木的木材具有以下特点:第一,荔枝木的木材细胞中腔体结构相对较少,所以它自身的吸水性较差,这在一个方面能够使荔枝木制品具有较好的吸湿尺寸稳定性,但在另一个方面由于胶黏剂不易渗透而导致荔枝木刨花相对难以胶合;第二,荔枝木的木材细胞具有较厚的细胞壁,所以能够得到具有较高结构强度的刨花;第三,荔枝木的木材细胞具有较少的微孔,但同时具有较高的木质素含量,使得刨花更容易被软化并形成利于提高力学强度的纤维网络。由此,发明人创造性地发现选择使用荔枝木的刨花制作符合密度标准要求(0.50~0.60g/cm3)的空心刨花板,可以采用与现有技术相反的技术方案,即(1)通过减少空心腔的体积占比以使荔枝木空心刨花板具有较高的力学强度(尤其是纵向静曲强度)和内结合强度,(2)通过降低空心刨花板的厚度以使荔枝木空心刨花板具有较轻的质量和较低的厚度方向吸水厚度膨胀率,(3)结合荔枝木本身的材料特性,空心腔的体积占比的减少并没有对荔枝木空心刨花板的导热系数产生影响,它仍然具有与现有技术的空心刨花板相似的导热性能。
5、进一步地,现有技术认为空心管之间的间距对产品的力学性能的影响不大,因此现有技术中有通过提高空心腔的内径尺寸,即选择预埋内径较大或壁厚较大的空心管,以降低空心刨花板重量、密度的技术方案。然而,该技术方案在降低吸水厚度膨胀率的方面的实际效果欠佳,同时发明人创造性地发现,这样的结构改进实际上会对空心刨花板的力学性能造成负面影响。发明人认为原因在于在组坯工序中空心管的存在会对填充空心管之间间隙的刨花(尤其是芯层大刨花)的流动造成极大的阻碍力,该阻碍力影响了芯层刨花的组坯,并最终导致了空心刨花板力学强度较差、内结合强度差的问题。由此,发明人克服长期的技术偏见,选择内径较小的空心腔、较为疏松的空心腔布局的结构以减少该阻碍力以提高空心刨花板的力学强度,并通过减小厚度的方式降低空心刨花板的重量和吸水厚度膨胀率,最终得到密度、单位平方产品的重量、导热系数与现有技术的空心刨花板接近,但具有更高的力学强度、内结合强度以及更低的吸水厚度膨胀率的荔枝木空心刨花板。
6、更进一步地,现有技术往往认为空心管之间的间距对产品的性能影响较小,因此现有技术中有通过缩小空心管之间的间距以降低空心刨花板重量、密度的技术方案。例如文献“预埋pvc管空心刨花板平压成型技术”(林业工程学报,2016,1(5):31-35)有“空心孔距对预埋pvc管空心刨花板力学性能没有显著的影响”的表述。然而,发明人发现当空心管的管间距与空心刨花板的厚度之间的比例关系被限定在优选的范围内时,能够显著地改善预埋pvc管的空心刨花板的力学性能。换言之,特定的1:(0.9~1.5)比例范围内,并结合降低总厚度的方式降低产品的重量的手段,并能够获得较好的力学强度。
7、借由上述产品,该种预埋空心管的荔枝木空心刨花板的静曲强度为16~18mpa,内结合强度为0.7~0.8mpa,24小时吸水厚度膨胀率为6.9~7.5%,导热系数为37~40mw/mk。
8、特别优选的是,相邻的所述空心管的间距与所述荔枝木空心刨花板的厚度的比例为1:(1.03~1.08),在此限定的间距与厚度的比例范围内,能够获得相对较高的纵向静曲强度和相对较低的厚度方向吸水厚度膨胀率。具体来说,优选的所述荔枝木空心刨花板的厚度为20mm,优选的相邻的所述空心管之间的间距为18.5~19.5mm。
9、现有技术多使用pvc管作为空心管,但是pvc管在高温和压力的作用下容易发生变形,从而影响空心刨花板的性能,所以在一些优选的实施方式中,所述空心管是环氧树脂空心管。
10、在一些优选的实施方式中,根据压制所用的刨花的规格的不同,所述荔枝木空心刨花板具有三层结构。所述压制本体包括芯层和位于所述芯层上、下的一对表层,所述芯层由施胶的芯层刨花压制而成,所述芯层刨花包括第一刨花和第二刨花,所述第一刨花的长度为18~19mm、宽度为2.5~3.0mm、长厚比为6.2~6.7%,所述第二刨花的长度为13~14mm、宽度为1.5~2.0mm、长厚比为6.5~7.0%;所述表层由施胶的表层刨花压制而成,所述表层刨花至少包括第三刨花,所述第三刨花的长度为6.0~7.0mm、宽度为0.8~1.0mm、长厚比为7.0~7.1%。
11、使用较细较短的刨花(小粒径刨花)铺装底层与表层,使用较宽较长的刨花(大粒径刨花)铺装芯层,是普通刨花板常见的组坯方式,这种方式能够提高力学强度、表面加工性能。但是以这种方式组坯得到的三层空心刨花板却没有对空心刨花板的力学性能或其它性能产生预期的改善,反而使得空心刨花板的力学强度更差。所以现有技术的空心刨花板多采用统一的刨花规格制作得到,而不在厚度方向根据刨花规格不同区分层次。发明人发现,上述现象的存在是由于组坯时用以形成空心腔的空心管的存在对大粒径刨花形成了更大的阻碍力,从而影响了大粒径刨花在芯层的流动和最终的铺装效果,并反过来对空心刨花板的力学性能造成了负面的影响。在本技术方案中,通过添加第二刨花(它相对于第三刨花而言,可以被称作中粒径刨花),能够削弱阻碍力对芯层刨花铺装产生的负面影响,以提高压制得到的空心刨花板的力学强度。
12、发明人进一步发现,所述第二刨花在所述芯层刨花中的质量占比优选为37~42%,此时,热压时阻碍力的降低与大粒径刨花对力学强度的贡献相互协同,从而得到力学性能最优的空心刨花板。与此同时,由于荔枝木本身较低的吸水性,在此质量配比条件下,能够得到厚度方向吸水厚度膨胀率最低的空心刨花板。另外,中粒径刨花的添加对于内结合强度方面的提高是本领域技术人员已知的。
13、在一些优选的实施方式中,所述表层刨花在用于制作所述压制本体的刨花中的质量占比为35~40%。
14、荔枝木的木材削片后会形成多种规格的刨花,形成的刨花中还包括长度为4.0~4.2mm、宽度为0.5~0.7mm、长厚比为6.5~6.8%的第四刨花,将所述第四刨花与所述第三刨花混合用于构成表层刨花能够提高刨花的利用率。第四刨花的使用还能够使表层刨花在压制时与热压板的接触更加充分,从而提高热传导效率、缩短热压时间。
15、在本发明的另一个方面,提供了一种适用于制备前述预埋空心管的荔枝木空心刨花板的方法,使用平压法,热压温度为205~215℃,热压压力为3.3~3.7mpa,压制时间为7.5~8.5min。
16、在一些优选的实施方式中,预埋空心管的荔枝木空心刨花板的制备方法,它包括以下工艺步骤:
17、步骤一、制备施胶后的荔枝木刨花;
18、步骤二、铺装第一层,随后将第一列隔条以开口朝上的姿态间隔地放置在第一层刨花之上;
19、步骤三、在隔条上放置空心管,并在空心管上方将第二列隔条以开口朝下的姿态放置;
20、步骤四、铺装第二层刨花至设定的厚度;
21、步骤五、取出第一列隔条和第二列隔条,然后对组坯的荔枝木空心刨花板施加温度与压力;
22、步骤六、冷却、泄压、养生得到荔枝木空心刨花板。
23、在一些优选的实施方式中,预埋空心管的荔枝木空心刨花板的制备方法,它包括以下工艺步骤:
24、步骤一、制备施胶后的荔枝木刨花,所述荔枝木刨花包括形态不同的第一刨花、第二刨花、第三刨花和第四刨花,所述第一刨花的长度为18~19mm、宽度为2.5~3.0mm、长厚比为6.2~6.7%,所述第二刨花的长度为13~14mm、宽度为1.5~2.0mm、长厚比为6.5~7.0%,所述第三刨花的长度为6.0~7.0mm、宽度为0.8~1.0mm、长厚比为7.0~7.1%,所述第四刨花的长度为4.0~4.2mm、宽度为0.5~0.7mm、长厚比为6.5~6.8;
25、步骤二、混合所述第三刨花和所述第四刨花得到表层刨花,铺装位于下方的所述表层刨花,随后将第一列隔条以开口朝上的姿态间隔地放置在位于下方的所述表层刨花之上;
26、步骤三、在隔条上放置空心管,并在空心管上方将第二列隔条以开口朝下的姿态放置;
27、步骤四、混合所述第一刨花和所述第二刨花得到芯层刨花,铺装芯层刨花,直至高度与第二列隔条的开口处齐平;
28、步骤五、铺装位于上方的表层刨花,并使上方的表层刨花与位于下方的表层刨花厚度相等;
29、步骤六、取出第一列隔条和第二列隔条,然后对组坯的荔枝木空心刨花板施加温度与压力;
30、步骤七、冷却、泄压、养生得到荔枝木空心刨花板。
31、在一些优选的实施方式中,步骤七是在25~30℃、65~70%rh的条件下将荔枝木空心刨花板静置5~10天。
32、综上所述,本发明申请公开的预埋空心管的荔枝木空心刨花板通过结构和制备方法的改进,从而具有相对较高的力学强度和内结合强度,同时具有较低的吸湿尺寸稳定性和较好的导热系数,并在此基础上,其相对较薄的厚度能够降低产品单位面积的重量。
本文地址:https://www.jishuxx.com/zhuanli/20240615/74185.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表