一种一拖二贴标开料生产线的控制方法与流程
- 国知局
- 2024-07-11 15:30:52
本发明涉及贴标开料生产线领域技术,尤其是指一种一拖二贴标开料生产线的控制方法,其主要用于木材加工。
背景技术:
1、贴标开料生产线是一种板材加工生产线,在木材加工过程中多有应用,贴标开料生产线包括自动贴标机、开料机和下料平台,开料机在开料过程中一次性只能对一块板材进行加工,只能设置成一拖一的结构,即一个自动贴标机只能对应一个开料机,自动贴标机的贴标速度会比开料机的开料速度快,一拖一的结构便会导致自动贴标机的贴标完成的板材需要等待开料机的开料,进而导致加工效率低。
2、现有技术中,出现有一拖二结构的贴标开料生产线,即一个自动贴标机对应两个开料机,其通过自动贴标机进行贴标作业,并利用主滚筒输送机和侧滚筒输送机的结构将板材分别输送到两个开料平台,利用自动开料机进行开料作业,从而提升了板材加工的效率,但是滚筒输送过程中,滚筒易损坏板材或者将板材刮花,并且不易在客户现有的单机基础上改装为一拖二,必须要整套买新的,耗费成本高,以及针对二楼使用的客户,不能挖坑的情况,自动贴标机存放的板材数量有限,不利于大量生产。
3、因此,有必要设计一种新的技术方案来解决上述问题。
技术实现思路
1、有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种一拖二贴标开料生产线的控制方法,其通过设置有在所述第一开料机的输入端和第二开料机的输入端之间设置有四轴机械手,四轴机械手上料代替滚筒输送上料,可避免损伤板材,从而确保生产质量,仅增加四轴机械手即可将现有的贴标开料设备和开料设备利用起来,改制为一拖二的形式,耗费成本低,且设置有人工上料模式和机械手上料模式,可在无需挖地坑的情况下实现大量生产,使用更为灵活,配合板材待料位和板材上料位,可进一步提高自动贴标机与贴标开料设备、开料设备搭配的生产效率。
2、为实现上述目的,本发明采用如下之技术方案:
3、一种一拖二贴标开料生产线的控制方法,包括总控器和分别电连接于总控器且并排间距布置的贴标开料设备、开料设备,所述贴标开料设备包括第一开料机、设置于第一开料机的输入端的自动贴标机、设置于第一开料机的输出端的第一下料平台,所述开料设备包括第二开料机和设置于第二开料机的输出端的第二下料平台;其中:
4、所述第一开料机的输入端和第二开料机的输入端之间设置有四轴机械手,所述四轴机械手电连接于总控器,所述四轴机械手具有工作区域,所述第一开料机的输入端、第二开料机的输入端、自动贴标机均位于工作区域,所述工作区域还设置有供贴标前的板材放置的板材上料位和供贴标后的板材放置的板材待料位;
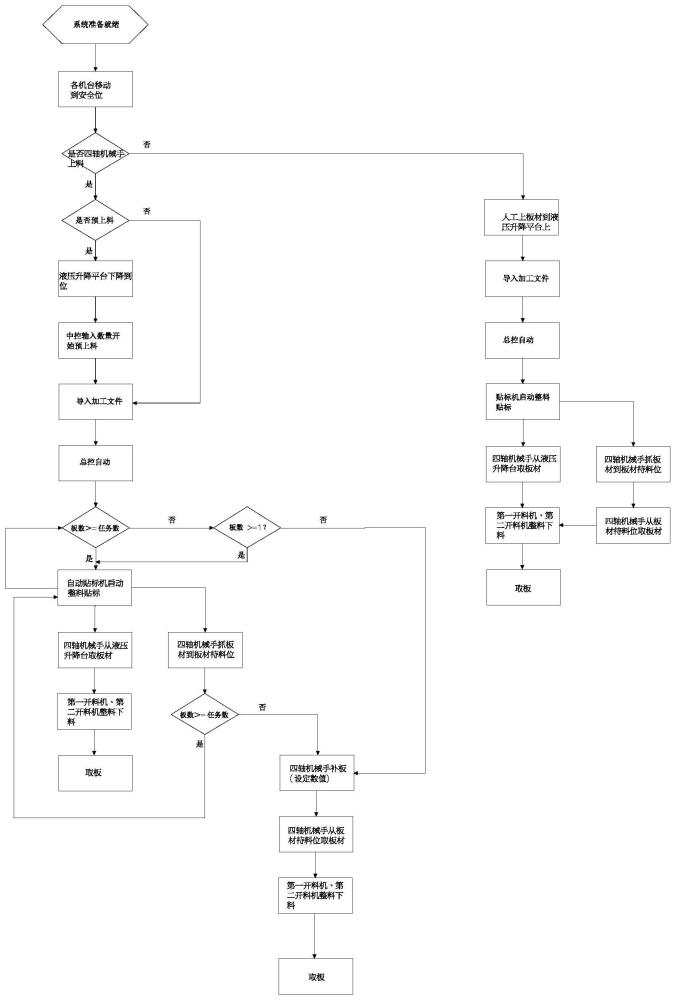
5、该一拖二贴标开料生产线包括人工上料模式和机械手上料模式;
6、人工上料模式的流程:步骤一,人工将板材上料至自动贴标机;
7、步骤二,将加工文件导入总控器,然后启动总控器的自动命令;
8、步骤三,自动贴标机启动对板材进行贴标;
9、步骤四,贴标完成后,四轴机械手将贴标后的板材上料至第一开料机的输入端、第二开料机的输入端和板材待料位,板材待料位中的板材后续再通过四轴机械手上料至第一开料机的输入端和第二开料机的输入端;
10、步骤五,第一开料机和第二开料机对板材进行加工;
11、机械手上料模式的流程:步骤一,人工将板材上料至板材上料位;
12、步骤二,将加工文件导入总控器,然后启动总控器的自动命令;
13、步骤三,四轴机械手将板材上料位的板材上料至自动贴标机;
14、步骤四,自动贴标机启动对板材进行贴标;
15、步骤五,贴标完成后,四轴机械手将贴标后的板材上料至第一开料机的输入端、第二开料机的输入端和板材待料位,板材待料位中的板材后续再通过四轴机械手上料至第一开料机的输入端和第二开料机的输入端;
16、步骤六,第一开料机和第二开料机对板材进行加工。
17、作为一种优选方案,在人工上料模式的流程的步骤四中,四轴机械手依次对第一开料机的输入端、第二开料机的输入端进行上料,当第一开料机和第二开料机均有板材时再对板材待料位进行上料。
18、作为一种优选方案,在机械手上料模式的流程的步骤二前,总控器可选择是否对自动贴标机进行预上料,若选择是,则四轴机械手会先将设定数量的板材从板材上料位上料至自动贴标机,然后依次进行步骤二、步骤四、步骤五、步骤六;若选择否,则依次进行步骤二、步骤三、步骤四、步骤五、步骤六。
19、作为一种优选方案,在机械手上料模式的流程的步骤五中,四轴机械手依次对第一开料机的输入端、第二开料机的输入端进行上料,当第一开料机和第二开料机均有板材时再对板材待料位进行上料;每当自动贴标机上的板材少于三张且四轴机械手将一张板材上料到板材待料位后,四轴机械手从板材上料位将板材上料至自动贴标机进行补板操作,直到设定数量和自动贴标机上的板数量一样后就停止补板操作,待补完板后,四轴机械手将板材待料位的板材上料至第一开料机的输入端、第二开料机的输入端,进行步骤六。
20、作为一种优选方案,在人工上料模式的流程的步骤五后,在第一下料平台进行取板;在机械手上料模式的流程的步骤六后,在第二下料平台进行取板。
21、作为一种优选方案,所述自动贴标机包括贴标机机架和可滑动式设置于贴标机机架的贴标头,所述贴标机机架的侧旁对应贴标头设置有供板材放置的液压升降平台。
22、作为一种优选方案,所述第一开料机的输入端设置有滚轮支架,所述自动贴标机还设置有用于将贴标后的板材拉至滚轮支架的拉料机构。
23、作为一种优选方案,所述板材上料位设置于自动贴标机的侧旁,并位于贴标开料设备和开料设备之间,所述板材待料位设置于第二开料机的输入端的侧旁。
24、作为一种优选方案,所述板材上料位平行于自动贴标机,所述板材待料位垂直于第二开料机。
25、作为一种优选方案,所述四轴机械手连接有用于取放板材的吸盘组件。
26、本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知:
27、其主要是,通过设置有在所述第一开料机的输入端和第二开料机的输入端之间设置有四轴机械手,四轴机械手上料代替滚筒输送上料,可避免损伤板材,从而确保生产质量,仅增加四轴机械手即可将现有的贴标开料设备和开料设备利用起来,改制为一拖二的形式,耗费成本低,且设置有人工上料模式和机械手上料模式,可在无需挖地坑的情况下实现大量生产,使用更为灵活,配合板材待料位和板材上料位,可进一步提高自动贴标机与贴标开料设备、开料设备搭配的生产效率。
28、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
技术特征:1.一种一拖二贴标开料生产线的控制方法,其特征在于:包括总控器和分别电连接于总控器且并排间距布置的贴标开料设备、开料设备,所述贴标开料设备包括第一开料机、设置于第一开料机的输入端的自动贴标机、设置于第一开料机的输出端的第一下料平台,所述开料设备包括第二开料机和设置于第二开料机的输出端的第二下料平台;其中:
2.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:在人工上料模式的流程的步骤四中,四轴机械手依次对第一开料机的输入端、第二开料机的输入端进行上料,当第一开料机和第二开料机均有板材时再对板材待料位进行上料。
3.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:在机械手上料模式的流程的步骤二前,总控器可选择是否对自动贴标机进行预上料,若选择是,则四轴机械手会先将设定数量的板材从板材上料位上料至自动贴标机,然后依次进行步骤二、步骤四、步骤五、步骤六;若选择否,则依次进行步骤二、步骤三、步骤四、步骤五、步骤六。
4.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:在机械手上料模式的流程的步骤五中,四轴机械手依次对第一开料机的输入端、第二开料机的输入端进行上料,当第一开料机和第二开料机均有板材时再对板材待料位进行上料;每当自动贴标机上的板材少于三张且四轴机械手将一张板材上料到板材待料位后,四轴机械手从板材上料位将板材上料至自动贴标机进行补板操作,直到设定数量和自动贴标机上的板数量一样后就停止补板操作,待补完板后,四轴机械手将板材待料位的板材上料至第一开料机的输入端、第二开料机的输入端,进行步骤六。
5.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:在人工上料模式的流程的步骤五后,在第一下料平台进行取板;在机械手上料模式的流程的步骤六后,在第二下料平台进行取板。
6.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:所述自动贴标机包括贴标机机架和可滑动式设置于贴标机机架的贴标头,所述贴标机机架的侧旁对应贴标头设置有供板材放置的液压升降平台。
7.根据权利要求6所述的一种一拖二贴标开料生产线的控制方法,其特征在于:所述第一开料机的输入端设置有滚轮支架,所述自动贴标机还设置有用于将贴标后的板材拉至滚轮支架的拉料机构。
8.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:所述板材上料位设置于自动贴标机的侧旁,并位于贴标开料设备和开料设备之间,所述板材待料位设置于第二开料机的输入端的侧旁。
9.根据权利要求8所述的一种一拖二贴标开料生产线的控制方法,其特征在于:所述板材上料位平行于自动贴标机,所述板材待料位垂直于第二开料机。
10.根据权利要求1所述的一种一拖二贴标开料生产线的控制方法,其特征在于:所述四轴机械手连接有用于取放板材的吸盘组件。
技术总结本发明公开一种一拖二贴标开料生产线的控制方法,包括人工上料模式的流程:步骤一,人工将板材上料至自动贴标机;步骤二,将加工文件导入总控器,然后启动总控器的自动命令;步骤三,自动贴标机启动对板材进行贴标;步骤四,贴标完成后,四轴机械手将贴标后的板材上料至第一开料机的输入端、第二开料机的输入端和板材待料位;步骤五,第一开料机和第二开料机对板材进行加工;机械手上料模式的流程:步骤一,人工将板材上料至板材上料位;步骤二,将加工文件导入总控器,然后启动总控器的自动命令;步骤三,四轴机械手将板材上料位的板材上料至自动贴标机。四轴机械手上料代替滚筒输送上料,可避免损伤板材,从而确保生产质量。技术研发人员:王桂盛,赖正友,郑永康,秦振伟,梁浩伟受保护的技术使用者:南兴装备股份有限公司技术研发日:技术公布日:2024/3/17本文地址:https://www.jishuxx.com/zhuanli/20240615/74898.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。