一种自动堆料的木托盘连续装钉设备及其方法与流程
- 国知局
- 2024-07-11 15:39:49
本发明涉及木托盘制造,具体涉及一种自动堆料的木托盘连续装钉设备及其方法。
背景技术:
1、在大型物流中心、电商仓储中心以及制造业仓库等场合往往需要使用木托盘作为承载和支撑货物的基础设备,这些木托盘具有稳定的支撑结构,可以避免货物受地面潮气的影响,还可以通过叉车和其它起重设备进行方便的搬运与堆叠,并且种类多,价格低廉,被广泛的使用。
2、木托盘往往具有底板、木墩以及面板等结构,并通过钉子进行组合,操作步骤多,耗时较长。
3、中国专利cn116001054a就公开了一种木托盘加工用自动装钉设备及其装钉方法,通过设备中的出料机构以及设备中的输送机构,使设备在使用时可将材料进行重复推出,使脚墩和托板进行配合,避免了人工上料,但是,木托板在组合装钉过程中需要多个步骤,并且在木墩和底板组合后,需要对其翻面进行面板的组合,该设备难以应对复杂的工况,并且对于大批量连续的装钉工作,效果不佳;该设备在完成木托板的装钉组合后需要人工出料堆叠,收成品时较为不便。
4、基于此,本发明设计了一种自动堆料的木托盘连续装钉设备及其方法以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种自动堆料的木托盘连续装钉设备及其方法。
2、为实现以上目的,本发明通过以下技术方案予以实现:
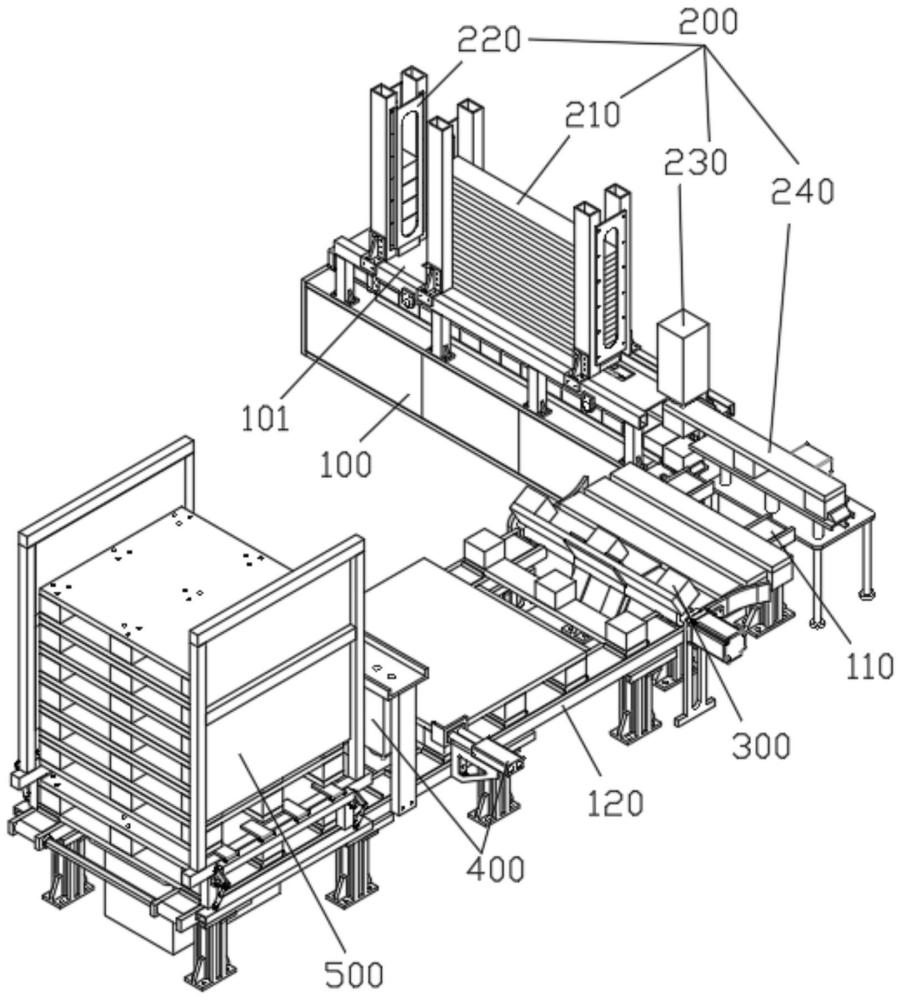
3、一种自动堆料的木托盘连续装钉设备,包括基架、第一输送线和第二输送线;
4、所述基架的顶部固定安装有支撑板,第二输送线上等间距均匀固定安装有多组限位块;基架上设置有用于将木墩和底板组合装钉的第一装订机构,第一输送线和第二输送线之间设置有翻面机构,第二输送线上沿物料输送方向依次设置有用于装钉面板的第二装订机构和用于对成品木托盘码垛的堆料机构;
5、所述第一装订机构包括底板供料组件、木墩供料组件、装订组件和移料组件,底板供料组件安装在支撑板上,木墩供料组件安装在基架上,装订组件安装在基架靠近第一输送线的一端,基架和第一输送线之间设置有移料组件。
6、更进一步的,所述底板供料组件包括底板料仓、第一皮带轮、第二皮带轮、活动槽、滑槽、推料结构和第一电机,底板料仓固定安装在支撑板上,第一皮带轮和第二皮带轮通过轴承与支撑板转动连接,并且第一皮带轮和第二皮带轮分别位于底板料仓的前后两侧,第一皮带轮和第二皮带轮通过皮带传动连接;第一电机与支撑板固定连接,第一电机的输出端与第一皮带轮固定连接;皮带上固定安装有若干组推料结构;支撑板上开设有用于推料结构活动的活动槽,并且还固定安装有对推料结构支撑限位的滑槽。
7、更进一步的,所述木墩供料组件包木墩料槽、木墩料仓和第一气缸,用于与木墩滑动连接的木墩料仓固定安装在支撑板上,基架上固定安装有木墩料槽和第一气缸;木墩料仓的出料端对准木墩料槽进料端,第一气缸的输出端对准木墩料槽进料端内的木墩。
8、更进一步的,所述装订组件包括侧定位板、定位块、第二气缸和钉合装置,侧定位板固定安装在支撑板上并位于底板料仓的出料端,构成对木墩和底板的侧边定位;第二气缸与基架固定连接,第二气缸的输出端固定安装有定位块,并且定位块与木墩料槽的出料端连通;钉合装置与支撑板固定连接,钉合装置的输出端对准定位块。
9、更进一步的,所述移料组件包括接料板、第三气缸、推料板、第四气缸和安装架,基架和第一输送线之间设置有安装架,安装架上固定安装有第三气缸和第四气缸,第三气缸的输出端固定安装有接料板,第四气缸的输出端固定安装有推料板;接料板和推料板构成对木墩和底板组合体的单角定位。
10、更进一步的,所述翻面机构包括支撑架、第二电机、转动轴和接料结构,第一输送线和第二输送线之间设置有支撑架,支撑架上转动安装有转动轴,第二电机与支撑架固定连接,第二电机的输出端与转动轴固定连接;转动轴上呈圆周阵列等间距固定安装有若干组接料结构,支撑架的两侧对称固定安装有导料板。
11、更进一步的,所述第二装订机构包括定位角块、第五气缸和钉合装置,两个第五气缸对称固定安装在第二输送线的两侧,第五气缸的输出端均固定安装有定位角块;多个钉合装置通过支架固定安装在第二输送线的上侧。
12、更进一步的,所述堆料机构包括顶升装置、侧定位架、限位侧板和单向控制组件,第二输送线的下侧设置有顶升装置,第二输送线的两侧分别固定安装有侧定位架,侧定位架构成对成品木托盘的侧边定位;第二输送线的两侧均设置有一组单向控制组件。
13、更进一步的,所述单向控制组件包括限位侧板、第一连板、连接架和让位控制结构,连接架通过第一连板与侧定位架转动连接,连接架上均匀设置有多个限位侧板,限位侧板的两端与连接架转动连接,并且限位侧板与连接架搭接;连接架与侧定位架转动,并且连接架的两端通过让位控制结构与第二输送线连接。
14、为了更好地实现本发明的目的,本发明还提供了一种自动堆料的木托盘连续装钉设备的方法,包括以下步骤:
15、步骤一:启动第一电机带动第一皮带轮和第二皮带轮转动,皮带带动推料结构活动;推料结构将底板料仓内的底板向底板料仓的出料端推动;每当底板的端部或中部对准定位块时,第一气缸的输出端延伸,将木墩料槽内的木墩向木墩料槽的出料端推动,直至木墩移动至定位块上被定位块定位,第二气缸带动定位块竖直上移,使木墩和底板抵接,随后启动钉合装置将木墩和底板装钉组合;
16、步骤二:第三气缸带动接料板下移直至接料板与第一输送线位于同一高度,第四气缸通过推料板将物料向第一输送线上推动;
17、步骤三:第一输送线将物料向转动轴的方向输送,直至物料滑入接料结构内,第二电机带动转动轴转动,使得接料机构带动物料翻面,并最终将翻转后的物料放置在第二输送线的限位块之间;
18、步骤四:第二输送线带动物料移动,直至物料被定位角块定位阻挡,此时通过机械臂或人工将面板放置在物料上,第五气缸带动定位角块让位,不再阻挡物料移动;当物料移动至钉合装置下侧时,由第二输送线控制物料的移动,通过钉合装置对整排进行钉钉,将木墩和面板组合装钉;
19、步骤五:当木托盘移动至顶升装置上方时,顶升装置带动木托盘在侧定位架的限位作用下竖直上移,直至木托盘顶开限位侧板,限位侧板回落至侧定位架上后,顶升装置复位,而木托盘被限位侧板架起;
20、步骤六:重复步骤五,顶升装置不断将木托盘顶起,使新的木托盘顶开限位侧板上的木托盘后成为最下层的木托盘;当木托盘的堆叠数量达到设定值后,顶升装置将木托盘顶起,随后让位控制结构带动连接架转动,使得限位侧板不再阻挡托木盘的活动,顶升装置带动整垛木托盘回落至第二输送线上,从而通过第二输送线将堆起的木托盘收集。
21、本发明具有以下技术效果:
22、在本发明中,底板供料组件和木墩供料组件配合实现对底板和木墩的供料,由装订组件实现底板和木墩的自动组合装钉作业,并且在移料组件、第一输送线和翻面机构的配合下实现对物料的翻面转移过程,节省了人力成本,并提高木托盘的装钉加工效率,同时操作精准,良品率高;成品料可由堆料机构自动堆叠码垛,方便了成品木托盘的存储转运作业。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75364.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。