使用生物活性成分改性的UV饰面板及其生产工艺的制作方法
- 国知局
- 2024-07-11 15:39:47
本发明属于uv饰面板,具体涉及一种使用生物活性成分改性的uv饰面板及其生产工艺。
背景技术:
1、uv饰面板是市场上最新型的环保装饰材料,表面采用uv光固化漆保护处理,具有光洁平整、耐磨、耐划痕、耐污染腐蚀等优点,适用于橱柜、移门、家居、酒店装饰板工程。
2、现有技术在制备uv饰面板时,存在以下问题:
3、第一,表面的涂装比较困难,uv涂料在其表面的附着性能较差,并且随着使用时间的增长,表面漆膜会有开裂和脱落的问题;
4、第二,在紫外照射后,强度性能下降加快,严重缩短使用寿命;
5、第三,现有技术通常是加入植物提取物以提高抑菌性能和抗病毒性能,但是植物提取物等分子会影响uv饰面板的强度性能,且抑菌性能和抗病毒性能不持久;现有技术还有将植物提取物制作成微胶囊的方式,以减少流失,延长抑菌性能和抗病毒性能的期限,但微胶囊等大分子仍旧会影响uv饰面板的强度性能。
技术实现思路
1、为了解决现有技术存在的技术问题,本发明提供了一种使用生物活性成分改性的uv饰面板及其生产工艺,制得的uv饰面板,附着力好,耐紫外照射性能佳,并且抑菌性能和抗病毒作用持久,强度性能优异。
2、为了解决上述技术问题,本发明采取以下技术方案:
3、1.制备微胶囊壁材溶液
4、(1)淀粉等离子体处理
5、将玉米淀粉置于低温等离子体装置中进行低温等离子体处理,处理温度为6-10℃,处理时间为5-9min,处理功率为21-27w,处理频率为8-10khz,处理气隙间距为4-6mm,结束后制得低温等离子体处理后的淀粉;
6、(2)加热处理
7、将低温等离子体处理后的淀粉与去离子水混合,以0.3-0.5℃/min速率升温至76-80℃,搅拌22-26min,搅拌转速为74-82rpm,搅拌结束后以0.7-0.9℃/min速率降温至45-47℃,继续搅拌26-34min,搅拌转速为120-128rpm,搅拌结束后干燥,制得加热处理后的淀粉;
8、所述低温等离子体处理后的淀粉与去离子水的质量比为1:4.6-5.0;
9、(3)变性
10、将加热处理后的淀粉与乙醇溶液混合,然后加入氢氧化钠、助剂和去离子水进行搅拌,搅拌温度为26-32℃,搅拌时间为13-17min,搅拌结束后加入磷酸二氢钠,继续搅拌,搅拌温度为34-41℃,搅拌时间48-52min,搅拌转速为340-352rpm,搅拌结束后加入氯乙酸钠,升高温度至79-85℃,进行超声振荡处理,超声振荡时间为38-42min,超声振荡功率为117-123w,超声振荡频率为25-29khz,超声振荡结束后,粉碎过60-100目筛,制得变性淀粉;
11、所述乙醇溶液的质量浓度为80-86%;
12、所述加热处理后的淀粉、乙醇溶液、氢氧化钠、助剂、去离子水、磷酸二氢钠和氯乙酸钠的质量比为103-110:15-19:2.4-2.8:0.6-0.8:8.2-8.6:4.1-4.3:7.4-8.0;
13、所述助剂的制备方法为,将脂肪醇聚氧乙烯醚、椰油酰胺混合,升高温度至43-47℃,搅拌15-19min,然后加入月桂酸聚乙二醇甘油酯,升高温度至52-60℃,在52-60℃下热处理17-23min,热处理结束后降低至室温,制得助剂;
14、所述脂肪醇聚氧乙烯醚、椰油酰胺和月桂酸聚乙二醇甘油酯的质量比为5.6-6.0:1.3-1.5:2.1-2.5;
15、(4)混合溶解
16、将变性淀粉与海藻酸钠混合,然后加入麦芽糊精,混合均匀之后,升高温度至75-79℃,升高压力至1.0-1.4mpa,加入山梨醇、微晶纤维素和去离子水,进行搅拌,搅拌时间为23-27min,搅拌转速为201-207rpm,搅拌结束,升高压力至1.3-1.7mpa,降低温度至64-68℃,进行密闭处理,处理时间为27-33min,密闭处理结束后制得微胶囊壁材溶液;
17、所述变性淀粉、海藻酸钠、麦芽糊精、山梨醇、微晶纤维素和去离子水的质量比为10-12:2.8-3.2:5.6-6.4:1.3-1.5:0.9-1.1:66-70。
18、2.制备密度板
19、(1)纤维粉碎干燥
20、将杨木下脚料进行粉碎干燥,制得粉碎干燥后的纤维,控制粉碎后的纤维长度为1.8-2.2mm,含水率为6.1-6.7%;
21、(2)纤维强化
22、将粉碎干燥后的纤维与改性玻璃纤维、秸秆纤维和羟丙基甲基纤维素混合,制得强化后的纤维;
23、所述粉碎干燥后的纤维、改性玻璃纤维、秸秆纤维和羟丙基甲基纤维素的质量比为35-39:2.2-2.6:1.3-1.5:1.8-2.2;
24、所述改性玻璃纤维的方法,具体如下:
25、a.浸渍
26、将玻璃纤维置于盐酸溶液中浸渍,浸渍温度为38-42℃,浸渍时间为1.0-1.4h,浸渍结束后洗涤干燥制得浸渍后的玻璃纤维;
27、所述玻璃纤维与盐酸溶液的质量比为1:3.4-3.8;
28、b.初步改性
29、将浸渍后的玻璃纤维置于真空密闭容器中,抽真空至0.06-0.08mpa,真空处理8-12min,真空处理结束后,升高压力至3.0-3.4mpa,升高温度至122-126℃,高温高压处理13-17min,高温高压处理结束后,降低温度至74-80℃,加入去离子水、乙二醇、硬脂酸锌和酒石酸,升高压力至3.5-3.9mpa,控制搅拌速率为214-220rpm,搅拌13-17min,搅拌结束后干燥,制得初步改性后的玻璃纤维;
30、所述浸渍后的玻璃纤维、去离子水、乙二醇、硬脂酸锌和酒石酸的质量比为15-19:60-67:2.2-2.4:1.4-1.6:2.0-2.2;
31、c.硅烷改性
32、将初步改性后的玻璃纤维与双氧水混合,然后加入kh550,控制搅拌速率为120-132rpm,搅拌时间为49-55min,然后加入植酸进行紫外-超声处理,处理时间为4-6min,紫外波长为155-165nm,微波功率为237-243w,微波频率为28-32khz,紫外-超声处理结束后制得改性玻璃纤维;
33、所述初步改性后的玻璃纤维、双氧水、kh550与植酸的质量比为11-13:107-113:0.9-1.1:1.5-1.7。
34、(3)施胶
35、向强化纤维中加入聚氨酯乳液、含植物活性成分的微胶囊、大豆蛋白胶和阿拉伯胶,搅拌均匀后,制得施胶后的纤维;
36、所述强化纤维与聚氨酯乳液、含植物活性成分的微胶囊、大豆蛋白胶和阿拉伯胶的质量比为52-56:2.2-2.6:1.8-2.2:3.2-3.8:2.0-2.2;
37、所述含植物活性成分的微胶囊的制备方法,具体为,将植物活性成分与微胶囊壁材溶液混合,然后加入司盘-80、卵磷脂,搅拌均匀后进行三次均质处理,均质时间为2-4min,均质压力为13-17mpa,均质处理结束后,干燥,制得含植物活性成分的微胶囊;
38、所述植物活性成分为草珊瑚活性成分与马尾松针活性成分中的一种;
39、所述植物活性成分、微胶囊壁材溶液、司盘-80、卵磷脂的质量比为14-16:87-93:2.2-2.6:2.8-3.2。
40、(4)热压成型
41、将施胶后的纤维铺装成型,然后进行热压处理,压力为52-56mpa,先是以2.1-2.5℃/min的速率升温至158-162℃,保温6-10min,保温结束后继续加热,加热温度为211-217℃,保温15-19min,最后以0.8-1.2℃/min速率降低至室温,制得密度板。
42、3.uv饰面
43、(1)制备初级涂料
44、将甲基丙烯酸羟乙酯、新戊二醇二丙烯酸酯、聚氨酯丙烯酸酯混合均匀,然后加入二苯甲酮,控制温度为30-34℃,搅拌均匀后制得涂料;
45、所述甲基丙烯酸羟乙酯、新戊二醇二丙烯酸酯、聚氨酯丙烯酸酯、二苯甲酮的质量比为16-20:5-9:20-22:1.1-1.3;
46、(2)制备涂料
47、将初级涂料与含植物精油的微胶囊混合,然后加入纳米二氧化钛、氢氧化铝,混合均匀之后,先是置于50-54℃下热处理13-17mmin,然后置于-1.4~-1.0℃下冷冻处理20-26min,自然恢复至室温后制得涂料;
48、所述含植物精油的微胶囊的制备方法为,将植物精油与微胶囊壁材溶液混合,然后加入吐温-20、结冷胶,搅拌均匀后进行三次均质处理,均质时间为4-6min,均质压力为22-24mpa,均质处理结束后,干燥,制得含植物精油的微胶囊;
49、所述植物精油为茶叶精油、九里香精油以及千金藤素精油中的一种;
50、所述植物精油、微胶囊壁材溶液、吐温-20、结冷胶的质量比为11-13:72-76:1.6-1.8:1.7-2.3;
51、所述初级涂料、含植物精油的微胶囊、纳米二氧化钛、氢氧化铝的质量比为35-39:4.4-4.6:2.2-2.4:1.6-2.0;
52、(3)紫外照射
53、将涂料涂抹在密度板表面,进行紫外光固化,固化时间为5-7min,紫外纳米波长为263-277nm,固化结束制得uv饰面板;
54、所述涂料与密度板的质量比为2.5-2.9:1。
55、与现有技术相比,本发明取得了以下有益效果:
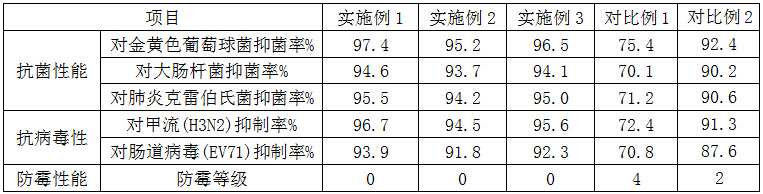
56、1.本发明制得的uv饰面板,抑菌性能佳,抗病毒性能优异,作用持久,对于金黄色葡萄球菌的抑菌率为95.2-97.4%,对于大肠杆菌的抑菌率为93.7-94.6%,对于肺炎克雷博士菌的抑菌率为94.2-95.5%;对甲流h3n2的抑制率为94.5-96.7%,对于肠道病毒ev71的抑制率为91.8-93.9%;
57、2.本发明制得的uv饰面板,防霉等级为0级;
58、3.本发明制得的uv饰面板,附着力等级为0级,硬度为3h,静曲强度为50.6-52.5mpa,弹性模量为5098-8127mpa,内结合强度为2.5-2.8mpa,抗冲击强度为4.4-4.8kj/m2;
59、在强度为800 w/m2的紫外光下辐照30d,附着力等级为0级,静曲强度为48.9-51.45mpa,弹性模量为4843-4921mpa,抗冲击强度为4.2-4.6kj/m2。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75362.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。