一种模压成型板材中复合结构板的加工设备与工艺的制作方法
- 国知局
- 2024-07-11 15:46:25
本发明涉及复合结构板加工,具体地涉及一种模压成型板材中复合结构板的加工设备与工艺。
背景技术:
1、木竹秸秆复合胶合板通常是一种由面板层、芯层、基板层为原料复合制备而成,面板层是以木质单板、竹席和竹帘单板组坯而成的木竹重组材层,芯层是秸秆板,基板层是另一木竹重组材层。木竹重组材层为高弹性模量和耐磨层。木竹重组材层的单板是木单板、竹单板、竹帘和竹席单板经一次烘干,施加胶粘剂。浸胶竹帘和竹席单板经二次烘干(烘胶),与秸秆板组坯再经热压后制成的一种人造板材。由于木材和竹材文理美观,且性能与秸秆板互补,板材表现较好的力学性能和天然美观大方,可应用于地板和集装箱底板等的制造。
2、热压可以是芯层的板材先进行一次热压,而后芯层再加面板层进行二次热压;例如,授权公告号cn100491086c的发明专利文献《结构用刨花板为芯层材料的复合集装箱底板及其制造方法》。参考此专利文献,以秸秆板为芯层材料的秸秆木竹复合集装箱底板制造工艺过程是:先制作或采购专业厂生产的秸秆板,后将秸秆板按工艺要求的长、宽进行裁边,秸秆板作为芯层;选用或制作木竹重组材层,木竹重组材层的单板依次进行一次烘干、施加胶粘剂、二次烘干(烘胶粘剂);然后,将裁边后的秸秆板双面上胶并组坯,接着与二次烘干后的木竹重组材层热压成型;即将秸秆材料制成秸秆板时进行了一次热压,秸秆板与木竹重组材层组坯进行二次热压。这种工艺方法的缺陷在于:一是秸秆板在生产时产生预固化层,在出厂之前要进行表面砂光,然后要进行一次裁切后才能打包出厂;二是秸秆板到达贴木竹单板的二次加工厂后参与组坯,热压后得到的复合结构板还要进行裁切,即秸秆板进行了二次裁切,才能形成产品出厂,秸秆板经一次砂光、两次裁边浪费了大量的材料;三是秸秆要先进行热压成型变成秸秆板,秸秆板参与组坯后还要参与二次热压,两次热压的综合热压时间多从而浪费了大量热源资源;四是参与二次热压的秸秆板,造成秸秆板物理力学性能下降达到10%或以上,同时极易造成芯层秸秆板产品浸渍剥离指标不合格现象。
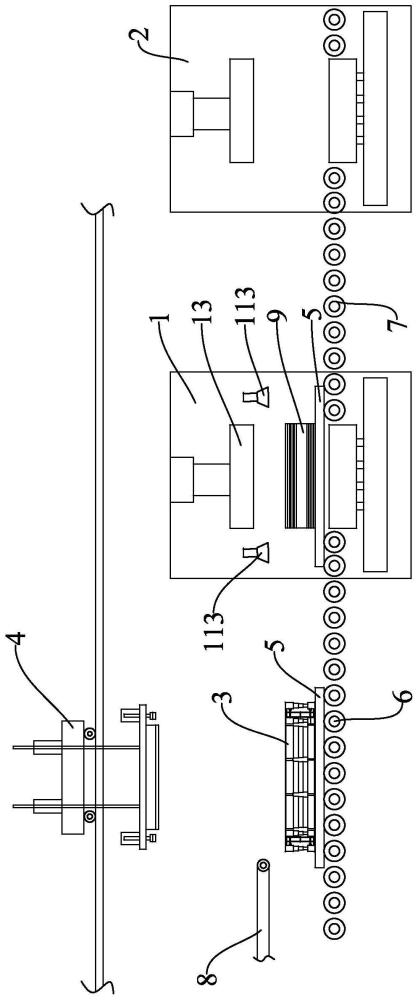
3、也可以是面板层、芯层在组坯后作一次性热压;例如,授权公告号cn 106313202b的发明专利文献《一种木竹重组材附纤维单元层的复合结构板》。这种组坯制备的复合结构板虽然解决了秸秆板二次裁切和预固化层以及热能资源的浪费,提高了板材的物理力学性能。但是,组坯的板材,特别是竹帘是一种柔性与刚性的复合体,组坯时要考虑较多的人为和材料问题,防止出现产品加工边部余量不足问题。由于设计加工余量较大,总体秸秆、竹木材料资源浪费还是较大,达到8%以上。同时组坯的竹木单板厚度变化较大,经常是中间高两边塌陷的曲面,造成芯层秸秆纤维组坯在预压、热压受力后出现波浪裂痕,降低了板材的物理力学性能。如图1所示,现有生产组坯中,采用一个直角定位板进行人工定位板材,放弃板材另两边不管,容易造成这两边铺装材料铺装变形,需要较大的加工余量以满足后期的板边剪切,特别是板材包括竹帘,竹帘是柔软的,更容造成铺装变形。如图2所示,直角定位板的高度是固定不变的,在组坯的板材厚度高于直角定位板时,人工铺装板材容易出现板材定位不准,组坯的板材边缘不齐,后期板边剪切量增大。
4、因此,如何在减少了一次热压工序,其综合热压时间更短的基础上,减小板边剪切的预留量,从而实现减少原材料和能源的消耗,降低生产成本,是本领域亟待解决的一个技术问题。
技术实现思路
1、本发明要解决的技术问题,在于提供一种模压成型板材中复合结构板的加工设备与工艺,在减少了一次热压工序,其综合热压时间更短的基础上,减小板边剪切的预留量,从而实现减少原材料和能源的消耗,降低生产成本。
2、本发明是这样实现的:一种模压成型板材中复合结构板的加工设备,包括:
3、预压机、热压机、回字型可升降控制组坯模具、模具起吊机、垫板、进料板材运输机、出料板材运输机和秸秆毛坯层铺装机;
4、所述回字型可升降控制组坯模具包括回字型上平板、回字型下平板、活动挡板装置和升降调节装置,所述回字型上平板与所述回字型下平板的中心形成板材铺装空间,在所述板材铺装空间的前方、后方、左方、右方都安装所述活动挡板装置,所述升降调节装置安装在所述回字型上平板与所述回字型下平板之间;
5、所述模具起吊机包括空中轨道、运输小车和起吊座,所述运输小车安装在所述空中轨道,所述起吊座与所述运输小车升降连接,所述起吊座用于装卸所述回字型可升降控制组坯模具,所述空中轨道固定设置在所述进料板材运输机与所述出料板材运输机的上方;
6、所述秸秆毛坯层铺装机安装在所述进料板材运输机的入口,所述进料板材运输机的出口与所述预压机的入口对准连接,所述预压机的出口与所述出料板材运输机的入口对准连接,所述出料板材运输机的出口与所述热压机的入口连接;
7、所述垫板用于支撑所述回字型下平板以及位于所述板材铺装空间里的板材,所述垫板依次移动经过所述进料板材运输机、预压机、出料板材运输机以及热压机。
8、一种模压成型板材中复合结构板的加工工艺,包括以下步骤:
9、s1、制备秸秆毛坯层:取秸秆原料并施加胶粘剂,接着采用干燥机进行烘干工序,烘干后的秸秆组坯形成秸秆毛坯层,将所述秸秆毛坯层进行预压排气;
10、s2、设置回字型可升降控制组坯模具:在进料板材运输机上放置垫板,然后在所述垫板上放置回字型可升降控制组坯模具,所述回字型可升降控制组坯模具包括回字型上平板、回字型下平板、活动挡板装置和升降调节装置,所述回字型上平板与所述回字型下平板的中心形成板材铺装空间,在所述板材铺装空间的前方、后方、左方、右方都安装所述活动挡板装置,所述升降调节装置安装在所述回字型上平板与所述回字型下平板之间;
11、s3、铺装板材:往所述板材铺装空间依次投放下部木竹重组材层、秸秆毛坯层、上部木竹重组材层,所述活动挡板装置对所述下部木竹重组材层、秸秆毛坯层、上部木竹重组材层进行定位,得到复合结构板毛坯层;
12、s4、吊离回字型可升降控制组坯模具:使用模具起吊机将所述回字型可升降控制组坯模具吊离所述垫板,所述复合结构板毛坯层脱离所述回字型可升降控制组坯模具,并且留在所述垫板上;
13、s5、所述进料板材运输机将所述垫板与复合结构板毛坯层运往预压机;
14、s6、预压后的复合结构板毛坯从所述预压机移动到出料板材运输机;
15、s7、所述出料板材运输机将所述预压后的复合结构板毛坯运往热压机。
16、本发明的优点在于:1、与背景技术中秸秆板经过两次热压相比,本发明的秸秆毛坯层的制作没有热压工序,在下部木竹重组材层、秸秆毛坯层、上部木竹重组材层组坯后一起进行热压,本发明减少了一次热压工序,综合热压时间更短;与背景技术中采用直角定位板人工定位板材造成较大的加工余量相比,本发明采用回字型可升降控制组坯模具对秸秆、竹、木材料板进行定位,活动挡板装置定位板材的四边,升降调节装置增加模具的高度以应对板材组坯时厚度增加,从而板材加工余量较小,减少板边剪切的预留量,实现减少原材料和能源的消耗,降低生产成本。
17、2、在回字型可升降控制组坯模具得到复合结构板毛坯层之后,可使用模具起吊机便捷地将回字型可升降控制组坯模具与复合结构板毛坯层分离,复合结构板毛坯层与垫板再被运进预压机;也可以将回字型可升降控制组坯模具、复合结构毛坯层与垫板都运进预压机,有助于复合结构毛坯层整齐地进入预压机里,配合外侧压板与内侧压板,在预压过程中使将回字型可升降控制组坯模具与复合结构板毛坯层分离。
18、3、回字型可升降控制组坯模具的高度,随组坯板材的高度位置变化而自动变化,使复合结构板毛坯层低于回字型上平板,活动挡板装置都能对组坯板材进行定位,有助于得到铺装整齐的复合结构板毛坯层。
19、4、回字型可升降控制组坯模具的回字型上平板在上升过程中,镶套的辅助挡板快速下落,有效地挡住人的手和其他材料物体进入板材铺装空间,提高板材铺装整齐度与稳定性。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75901.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表