刷组件的制作方法
- 国知局
- 2024-07-11 17:23:03
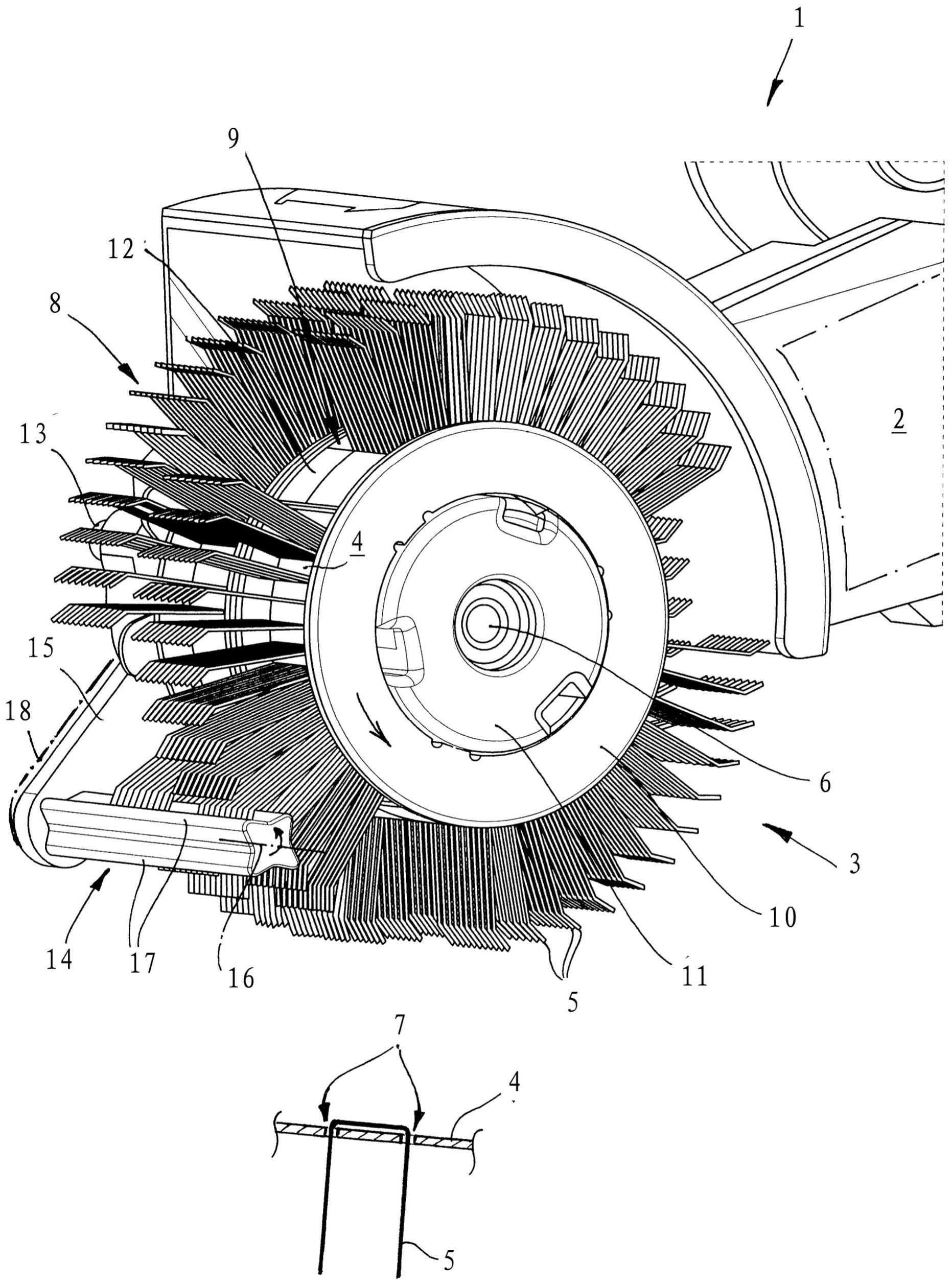
本发明涉及一种刷组件,具有能旋转驱动的刷架并且具有环形刷,该环形刷具有刷毛圈,所述刷毛圈具有向外突出的刷毛,并且该刷组件具有沉入到旋转的刷毛圈中的停止器件。同样,本发明的主题是一种装备有这种刷组件的旋转刷工具以及一种用于借助于所述刷组件加工工件表面的方法。
背景技术:
1、在开头所述结构的根据ep1834733b1的公知的和这种类型的刷组件中得到的是,借助沉入到旋转的刷毛圈中的停止器件将刷毛制动一段时间。在通过经由停止器件释放刷毛后,可以利用由此存储的、也就是说通过刷毛和/或保持刷毛的刷带存储的运动能量。运动能量用于借助刷毛对工件表面进行主要是冲击式的加工。由此获得与在所谓的喷砂时观察到的类似的效果。根据ep1834733b1的已知的做法相对于喷砂的优点在于,没有喷丸地工作,从而设备技术的耗费与之相比明显减少。也可以避免由于喷丸引起的环境负担。此外,观察到特别成本有利的结构以及有效的做法。这已证明是可行的。
2、在根据wo2012/038537a1的另外的构成所述类型的现有技术中得到的是,沉入到旋转的刷毛圈中的停止器件同时被构造为用于刷毛的研磨体。在此,可以根据环形刷的旋转方向和/或停止器件相对于刷毛圈的调节位置,在两个功能、即停止功能和磨削功能之间进行区分。实际上,为此所述停止器件构造成相比于刷毛圈可调节。在此,停止器件的调节沿径向和/或切向进行。也可以偏心地调节停止器件。此外,停止器件可以由被驱动的刷毛调节。
3、现有技术原则上已经证实的是,这涉及借助于刷毛加工工件表面和由此达到的粗糙度。然而,在迄今为止的做法中出现的是,工件的表面不是连续均匀地配备有由刷毛引起的“凹坑”。虽然实现了如在喷砂时可比较的并且也可设定的粗糙度,从而工件的相关表面的随后的涂覆、焊接过程等没有问题地成功实现。然而,粗糙度分布受波动影响,因此在现有技术中具有一定的各向异性。然而,对于许多应用,需要被处理工件表面的各向同性和均匀的粗糙度。
4、现有技术中观察到的各向异性或粗糙度分布缺乏均匀性主要可以归因于刷毛典型地锚固在刷带中。因为刷毛通常也构造为u形刷毛,所以承载刷毛的刷带沿其环周方向分别配备有刷毛排和处于其间的轴向距离,这例如是由于刷毛的u形形状。各个刷毛排之间的这些距离现在在工件表面的冲击加工中导致所产生的粗糙度分布不均匀地设计。虽然在实践中尝试通过由用户使刷组件或配备有该刷组件的旋转刷工具例如来回地在表面上运动来应对这一点,
5、但是由于这种运动是耗力的并且不一定能够提供所需的均匀性,所以这种做法在利用机器(例如机械臂)对工件表面进行机加工时不能被直接实施和实现。此外,在现有技术中还要求对工件表面进行更有效的加工。在此本发明要总体上提供补救措施。
技术实现思路
1、本发明所要解决的技术问题在于,这样进一步改进这种刷组件,使得以这种方式在用该刷组件加工的工件表面上产生的粗糙度分布具有与目前的现有技术相比提高的均匀性。此外,同时还应当开辟在需要时提高粗糙度的可能性。
2、为了解决该技术问题,本发明在这种类型的刷组件中在本发明的范围内提出的是,在横截面中构造成非圆形的所述停止器件构造成能围绕所述停止器件的纵轴线旋转。
3、因此在本发明的范围内,首先使用一种特殊的并且沉入到旋转的刷毛圈中的停止器件,即在横截面中构造成非圆形的停止器件。这意味着,停止器件具有不同于圆形的或者说圆的横截面的横截面。该横截面例如可以有角地或多角形地设计。因此在现有技术中,停止器件主要被构造为圆柱形的销,而本发明利用非圆柱形的类似棱柱形的停止器件来工作,该停止器件具有非圆形的横截面。实际上,停止器件为此目的通常在其环周上配备有至少一个纵向接片。该纵向接片可以在横截面中有利地构造成三角形。
4、与以下事实相结合,即,停止器件附加地被构造成可绕其纵轴线旋转并且在这种情况中具有驱动器,由此总体上实现了,与现有技术相比,以这种方式产生的粗糙度分布明显均匀化。作为另外的特别的优点,观察到提高的粗糙度。
5、实际上,停止器件的相关的驱动器可以设计成与带有环形刷的刷架的驱动器有关或无关。
6、第一种提及的情况对应于,通过刷架的驱动器实现停止器件的驱动,方法是:刷架的驱动器例如通过偏转和必要时附加的传动机构作用于停止机构,以便使该停止机构围绕其纵轴线旋转。然而,通常这样进行,即,停止器件的驱动器与带有环形刷的刷架的驱动器无关地设计。在这种情况下,为停止器件设置单独的和自身的驱动器。
7、此外大多还这样进行设计,使停止器件在环周侧与环形刷相反地旋转。在此已经证实的是,停止器件以相比于环形刷相同或更高的环周速度旋转。
8、以这种方式首先实现,停止器件以其至少一个纵向接片或基于其横截面为非圆形的构型不是仅对在驱动环形刷时抵靠其运动的各个刷毛进行制动。而是停止器件的非圆形的构型或者更确切地说在此大多设置的且在横截面上为三角形的纵向接片在这种情况下负责使分别碰到纵向接片上的刷毛附加地逆着其驱动方向反向弯曲。也就是说,刷毛众所周知地并且基本上在其旋转时借助于停止器件制动,如在现有技术中详细描述的那样。停止器件或者更确切地说纵向接片的非圆形的构型现在还附加地负责有关的刷毛的此外的反向弯曲。
9、由此,与那些在不存在纵向接片的区域中碰到停止器件的刷毛相比,附加地反向弯曲的刷毛以还要更高的碰撞能量碰到待加工工件的表面上。以这种方式,与现有技术相比,观察到工件表面的进一步强化的加工。此外,与环形刷相比,停止器件的反向旋转负责使停止器件的运转与不同的粗糙度对应。
10、虽然借助于纵向接片附加地反向弯曲的刷毛产生特别深的凹坑,但这不适用于不碰到纵向接片的刷毛。在旋转的停止器件的环周上看,这些不同的凹坑深度现在不仅导致工件的以这种方式加工的表面的总体上相对于现有技术提高的粗糙度,而且还导致粗糙度分布的附加的均匀化。这可以归因于,虽然一如既往一般锚固在刷带中的纵向排中的刷毛彼此间隔开,然而刷毛的在其旋转时的不同地弯曲的负荷导致,这些刷毛由此部分地侧向偏转并且以这种方式不观察到工件表面的未加工或较少加工的区域。对此当然也导致如下情况,即,刷毛通常彼此间隔仅几毫米并且刷带通过其通常作为织物带的设计而提供对刷毛所需的复位力。对此补充地参考在ep1834733b1中的阐述。
11、根据另外的有利的设计方案,停止器件不是仅在其环周处配备有至少一个纵向接片,而是通常实现和设置有多个在停止器件的环周上分布地布置的纵向接片。在此,各纵向接片具有相同的角间隔并且在考虑该相同的角间隔的情况下分布地布置在停止器件的环周上。在此,还附加地这样进行设计,即,相应的纵向接片在停止器件的纵向方向上延伸,从而借助于所述停止器件或者更确切地说其纵向接片,所述环形刷的全部刷毛如上所述地被制动或者附加地反向弯曲。
12、具有特殊意义的实施方式的特征还在于,各纵向接片相对于停止器件的纵向方向或者说纵轴线成螺线形地延伸。纵向接片的相对于停止器件的纵向方向或者说纵轴线的螺线形布置导致,沿轴向方向看,例如沿相同的径向延伸尺寸连接到刷带上的刷毛不会共同地通过纵向接片附加地反向弯曲。更确切地说,通过与环形刷相比是反向的停止器件,相应地仅一些刷毛附加地反向弯曲,这导致工件表面的粗糙度分布的再次增加的均匀化。因为承载刷毛的刷带在刷毛碰到停止器件上时根据本发明不再似乎在由刷毛预设的轴向方向上变形,而是该变形沿着相关的轴向方向是不同的,这导致刷毛的略微的附加的侧向运动并且因此导致由此也覆盖各个刷毛之间保留的距离。这意味着,在工件的表面上不再观察到未处理的或很少处理的区域并且粗糙度总体上相对于现有技术明显地均匀化。
13、与环形刷相比,停止器件的反向旋转在此总体上确保了,分别碰到纵向接片上的刷毛附加地反向弯曲。在此本发明还从以下认识出发,即,刷毛大多配备有弯折的端部,该弯折的端部碰到一个或多个纵向接片上。刷毛的弯折在此跟随环形刷的旋转运动。
14、结果提供了一种刷组件,该刷组件利用特别设计的停止器件工作,使得通常在环周侧与环形刷(在接触区域中)反向地旋转,并且由于其横截面为非圆形的特征,引起刷毛在碰到停止器件时的不同偏转。刷毛的该变化的偏转和与此相关的不同的运动能量不仅用于以提高的粗糙度加工工件表面,而是特别用于使粗糙度分布获得均匀化。当然,这不仅适用于根据权利要求1所述的刷组件,而是同样好地并且与此无关地适用于根据权利要求12所述的旋转刷工具以及根据独立权利要求13和14所述的用于加工工件表面的方法。在此可见主要优点。
本文地址:https://www.jishuxx.com/zhuanli/20240615/83942.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
口腔护理设备的制作方法
下一篇
返回列表