一种医疗包装袋用标识输送印刷一体机的制作方法
- 国知局
- 2024-07-05 16:08:12
本发明涉及医疗包装袋生产加工,尤其涉及一种医疗包装袋用标识输送印刷一体机。
背景技术:
1、医用包装袋构成为一面纸,一面塑料复合膜,用于对待灭菌医疗器械的包装,属于产品初始的内包装,其包装袋纸面上一般需要印刷医疗器械的厂家或者产品的相关信息。
2、医疗包装袋上的标识通常是通过印刷方式加在包装袋上的,常见的医疗包装袋标识印刷方式包括印刷机印刷、热转印印刷以及激光印刷,无论使用何种印刷方式,医疗包装袋上的标识通常包括产品名称、批号、生产日期、有效期限以及其他必要的警示和说明信息。这些标识对于确保医疗产品的追溯性和安全性非常重要。其中,热转印印刷主要是通过将热转印箔置于医疗包装袋表面,加热并施加压力使其在包装袋上转印出图案和文字。
3、在热转印印刷的过程中,现有设备需要分别完成热转印箔的输送工作以及包装袋的输送工作,然后在对其进行加压加热完成转印工作,效率较低,而且对于一些过程需要完成不同的运输过程,不同的运输过程之间需各自单独的进行,工作效率无法得到提升。
4、故,有必要提供一种医疗包装袋用标识输送印刷一体机来解决上述提出的问题。
技术实现思路
1、本发明的目的在于提供一种医疗包装袋用标识输送印刷一体机,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:
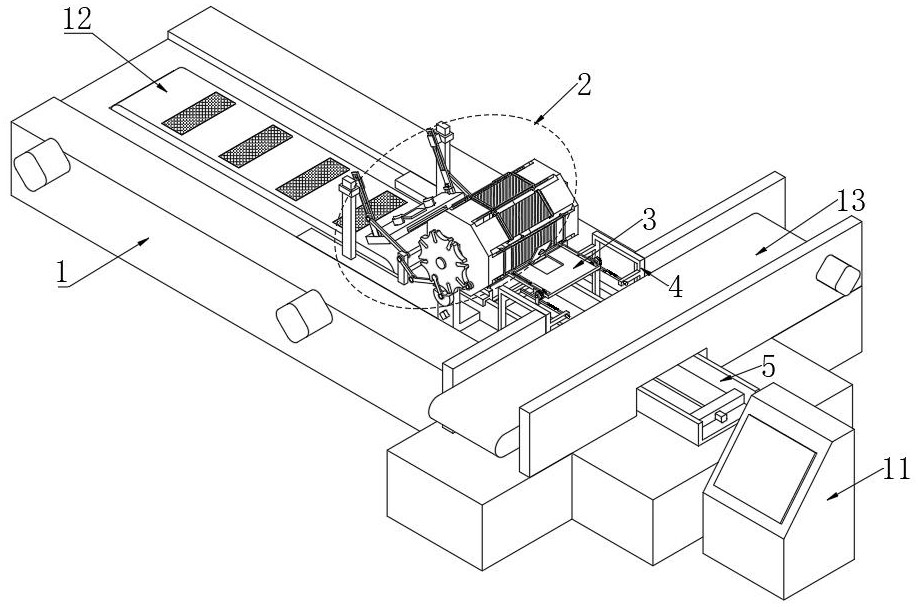
3、一种医疗包装袋用标识输送印刷一体机,包括机体、热转印机构、转运输送机构和送料机构,所述机体的一侧设置有带plc控制器的控制终端,且机体上安装有用于输送热转印箔的输送带一以及用于输送包装袋的输送带二,输送带二的一侧在机体上安装有输送机架;
4、所述热转印机构包括热转印组件、交替组件和同步组件;
5、所述热转印组件安装在机体上且位于输送带一的上方一侧,通过往复运动于竖直方向和水平方向上,将输送带一上的热转印箔通过加压、加热的方式转印至包装袋的表面上;
6、所述交替组件也安装在机体上且位于热转印组件的一侧,通过间歇式转动的运动方式,不断地更换包装袋,从而使得包装袋在转动至竖直方向时将热转印箔上的标识信息印于其表面上;
7、所述同步组件设置于热转印组件与交替组件之间,以圆周运动控制交替组件的间歇转动,同时,以联动运动控制热转印组件的往复转印过程;
8、所述转运输送机构包括移动板和转板,转板转动设置于移动板上,移动板沿输送机架的长度方向做直线往复运动,且在移动至靠近输送带二所在一侧位置时同步进行180度翻转运动,以完成包装袋的转运工作,并且在移动板翻转的同时转板随之同步做90度翻转;
9、所述送料机构安装在机体上,且往复运动于热转印机构的下方一侧,用于输送堆放在一起且未印刷标识的包装袋。
10、在一个实施例中,所述热转印组件包括固定架一、摆臂一和转印台;
11、所述固定架一安装在机体上,固定架一上安装有对称设置的两根立柱一、两根立柱二以及两根立柱三,立柱一的外壁上安装有固定环,固定环的一侧转动设置有“t”型结构的转动件;
12、所述摆臂一上开设有滑孔,且摆臂一的其中一侧侧壁上焊接有连接栓,与摆臂一位于同侧的转动件的一端滑动在滑孔内,两侧摆臂一的底端处设置有可沿摆臂一长度方向移动调节的所述转印台,转印台的底部中间活动设置有压板,压板的下表面为加热片,并且在转印台的下表面上还嵌有两组吸附条,两组吸附条对称分布于压板的两侧;
13、当所述转印台处于竖直向下的位置时,摆臂一也处于竖直状态,此时的转印台可沿竖直方向做升降运动,并且在转印台下降至竖直方向上的最低位置时,输送带一上的其中一张热转印箔被吸附于转印台的下表面中间位置处;
14、当所述转印台处于水平方向上时,摆臂一由竖直状态逐渐转变为水平状态,且当摆臂一运动至水平朝向交替组件所在位置一侧时,转印台可沿水平方向做直线运动,并且在转印台移动至与交替组件接触时对热转印箔完成加压、加热工作,从而使得热转印箔上的标识信息转印到包装袋上。
15、在一个实施例中,所述交替组件包括筒体和夹持柄;
16、所述筒体的沿其高度方向的纵截面为正八边形,筒体上相邻两个面之间均开设有沿其长度方向设置的壁孔,筒体通过轴连接转动设置于两侧的立柱三之间,壁孔的两侧侧壁上均开设有凹槽二,凹槽二沿筒体的长度方向设置,且凹槽二的内壁之间滑动设置有对称运动的两个导向座,筒体的每一面上均活动设置有吸附板一;
17、所述夹持柄呈“u”型结构设置,且筒体的每一面上均滑动设置有对称的两个夹持柄,夹持柄的两端分别贯穿在与该端位于同侧的两个导向座内,导向座内安装有两个转动方向相反设置的齿轮一,两个齿轮一对称分布于夹持柄的两侧且分别与夹持柄的两侧侧壁啮合传动;
18、所述筒体每次转动的角度均为45度;
19、当筒体的其中一面转动至竖直朝下位置时,吸附板一开始做竖直升降运动,待吸附板一复位后,筒体开始间歇转动,并且此时该面上的两个夹持柄之间的距离最大,且此时的夹持柄与筒体表面之间存在距离差,在筒体的下一次45度转动过程中,夹持柄先运动至两侧导向座相接触的位置处,随后,夹持柄向筒体表面靠近并接触,将包装袋夹于夹持柄与筒体表面之间,而后,夹持柄继续由中间位置向两侧移动至包装袋的边缘位置处停止。
20、在一个实施例中,所述同步组件包括传动盘、驱动件、同步轴一和联动组件一;
21、所述传动盘上等角度开设有若干个凹槽一,相邻的两个凹槽一之间还开设有弧槽,传动盘与筒体的其中一端之间通过固定轴连接为一体;
22、所述驱动件呈扇形结构设置,且驱动件转动设置于其中一侧立柱三的侧壁上,驱动件的中间贯穿有驱动轴,驱动轴贯穿立柱三设置,且驱动轴的一端上连接有驱动柄一,驱动柄一的另一端上安装有导栓一,导栓一间歇活动于各个凹槽一的内壁之间,且驱动件的外弧面间歇转动于各个弧槽中,驱动件的下方在立柱三的侧壁上还安装有控制驱动轴旋转输出的驱动电机;
23、当导栓一与其中一个凹槽一分离时,驱动件即与其中一个弧槽开始转动接触,且当导栓一活动于凹槽一内时,传动盘随之带动筒体做间歇圆周运动;
24、所述同步轴一以贯穿的方式转动设置在两侧的立柱二之间;
25、所述联动组件一包括驱动柄二、联动柄一、联动柄二和从动柄;
26、所述驱动柄二的一端与驱动轴的另一端连接设置,且驱动轴、驱动柄一和驱动柄二同步转动,联动柄二的一端与同步轴一的其中一端连接固定,从动柄的一端转动连接在连接栓上,且从动柄的另一端套设于同步轴一上并与之连为一体,联动柄二、同步轴一以及从动柄同步转动,联动柄一的一端与驱动柄二的另一端通过轴连接转动设置,且联动柄一的另一端与联动柄二的另一端也通过轴连接转动设置。
27、在一个实施例中,所述输送机架的侧壁之间焊接有两根横梁,横梁的顶壁上设置有排齿,且沿横梁的侧壁滑动设置有移动座,移动座的一侧侧壁上通过轴连接转动设置有齿轮三,齿轮三为不完全齿轮,齿轮三沿横梁的长度方向运动且当其运动至与排齿的一端接触后随之即沿排齿啮合滚动,横梁的一侧侧壁上还安装有判断移动座位置的位置传感器。
28、在一个实施例中,所述转运输送机构还包括安装架,转板的一端内贯穿有与之同步转动的转动轴,且转板的一侧表面上嵌有吸附板二,转板的另一侧表面上安装有与吸附板二电性连接的风机三,转板的一侧在移动板上开设有凹槽三,风机三始终不与凹槽三接触,且凹槽三的两侧在移动板的端部处均开设有凹槽四,并且移动板上还开设有对称设置的两个通孔;
29、所述安装架呈“u”型结构设置,且安装架平行设置于移动板的底部,移动板的一端内贯穿有同步轴二,同步轴二贯穿安装架且同步轴二的端部与齿轮三通过键连接固定,安装架与同步轴二之间也固定为一体,即齿轮三、安装架以及移动板同步设置,并且在移动座的一侧侧壁上还嵌设有监测齿轮三转动角度的角度传感器。
30、在一个实施例中,在所述齿轮三随移动座自输送带二所在一侧向输送带一所在一侧运动的过程中,齿轮三先是沿排齿啮合滚动,此时,安装架、齿轮三和移动板同步转动,当转动180度后,齿轮三保持不动且与排齿处于分离状态;
31、在所述齿轮三随移动座自输送带一所在一侧向输送带二所在一侧运动的过程中,当移动座经过位置传感器上方时,齿轮三与排齿的一端接触并随后沿排齿啮合滚动至另一侧,当转动180度后,安装架和移动板同步随齿轮三转动了180度。
32、在一个实施例中,所述转运输送机构还包括传动组件,传动组件设置有两组且分别设置于两侧的通孔中,传动组件包括齿轮二和齿条;
33、所述齿轮二通过键连接安装在同步轴二上,齿条的底壁上焊接有凸块,安装架上开设有对称设置的两个导槽,导槽的下方在安装架上开设有导孔一,凸块沿导孔一的内壁滑动设置,齿条沿导槽滑动设置,齿条与齿轮二啮合设置,齿条的两侧均弹性设置有一节活动齿,活动齿可沿导槽的内壁滑动适配,齿条的两侧侧壁上在靠近端部的位置处均焊接有固定座二,固定座二上连接有“t”型结构的导杆,活动齿滑动在位于同一端的两根导杆之间,导杆的外部套设有弹簧,当弹簧处于最长状态时,齿轮二上的其中两个相邻的齿恰好分别抵触于活动齿与齿条的侧壁上,当活动齿随齿轮二上齿的转动而向齿条所在一侧靠近移动后,随着齿轮二的不断继续转动,活动齿也不断做着弹性往复运动。
34、在一个实施例中,所述传动组件还包括联动组件二和传动轴二;
35、所述传动轴二与同步轴一连接为一体,且传动轴二转动设置于通孔的内壁之间;
36、所述联动组件二包括摆臂二、固定座一、连接条和传动轴一;
37、所述传动轴一贯穿摆臂二并与之固定为一体,且传动轴一转动设置于通孔的内壁之间,并且传动轴一与传动轴二之间还安装有传动比为1:1的同步履带,连接条的一端与齿条的其中一端之间焊接有连接轴,其中一个活动齿滑动在连接轴上;
38、所述固定座一安装于连接条的另一端上,且固定座一的另一端上设置有贯穿的导栓二,摆臂二上开设有导孔二,导栓二滑动在导孔二的内壁之间;
39、当齿轮二随同步轴二顺时针转动时,齿条、连接条和固定座一均向靠近摆臂二所在一侧移动,从而使得导栓二沿导孔二运动并带动摆臂二转动90度,进而使得转板由竖直方向转动至水平方向上,当齿轮二随同步轴二逆时针转动时,齿条、连接条和固定座一均向远离摆臂二所在一侧移动,从而使得导栓二沿导孔二运动并带动摆臂二转动90度,进而使得转板由水平方向转回至竖直方向上;
40、其中,每当齿轮二转动经过完整的齿条长度距离时,凸块始终会与导孔一的其中一端接触并处于固定连接的状态。
41、在一个实施例中,所述送料机构包括送料轨道、螺杆二以及送料架;
42、所述送料轨道通过螺栓安装在机体上,在送料轨道的内壁之间安装有限位条,螺杆二沿送料轨道的长度方向设置安装,送料架滑动在送料轨道的内壁之间且螺杆二贯穿送料架并与之螺纹传动设置,在送料架的凹面上还安装有“回”字型结构的固定框,固定框的顶部的两侧侧壁上均开设有凹边,凹边与固定框的内侧壁所形成的尺寸大小与吸附板一的尺寸大小一致;
43、当送料架移动至与限位条接触时,此时的送料架位于筒体的正下方,当吸附板一下降至与凹边接触时,升降板则会开始向上运动。
44、与现有技术相比,本发明所达到的有益效果是:
45、1、本发明通过设置热转印机构,通过同步组件的传动作用,间歇地完成热转印组件对热转印箔的拾取和转印工作,以及交替组件对包装袋的拾取和切换工作,从而令热转印工作的效率得到了显著的提升。
46、2、本发明通过设置转运输送机构和输送机架,利用移动板在输送机架上的往复运动,一来既可以完成对筒体上已完成热印工作的包装袋的拾取工作,二来又可以在对移动板进行180翻转调整的同时,对拾取包装袋的转板也进行90度翻转的调整工作。
47、综上所述,本发明不仅可以显著的提高热转印工作的工作效率,而且还可以提高输送过程中的运输效率。
本文地址:https://www.jishuxx.com/zhuanli/20240617/40684.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表