一种纸板折痕加工装置及方法与流程
- 国知局
- 2024-07-05 16:11:34
本发明属于纸板加工,具体的说是一种纸板折痕加工装置及方法。
背景技术:
1、工业产品的包装箱体既要保证箱体的整体抗压强度,又要减轻重量、降低制造成本、便于运输,因此,人们都选择了瓦楞纸板制成的包装纸箱。现有的瓦楞纸箱,大多都是先通过模切成瓦楞纸箱的展开形状,然后在瓦楞纸板上的弯折位置处压制相应压痕,人们可通过压痕将瓦楞纸板折叠成瓦楞纸箱。
2、在对厚度较大的瓦楞纸板进行加工过程中,经过裁剪加工后得到预定形状的瓦楞纸板,需要在选定的部位加工出折痕,方便后期根据折痕对不同部位进行折叠弯曲,组合形成完整的纸盒等结构;在此过程中,处于产业中下流的中小型纸板加工企业中,往往还是通过人工手动折叠的方法,对纸板进行折叠加工出折痕,随后根据折痕弯曲折叠成纸箱,方便加工成纸箱;
3、这种手工加工方式,不仅耗费加工人员的体力,长期加工容易造成加工人员的手臂疲劳,难以维持稳定的折痕加工质量;并且当纸板厚度较大时,折叠加工折痕的过程中,受到的阻力较大,此时加工人员也会增大折叠的力度,这样就容易造成纸板弯曲受力过大出现损坏,并且折叠过程中也容易出现受力不均,折痕线出现扭曲变形,影响后续的纸板加工成其他产品的质量。
技术实现思路
1、为了弥补现有技术的不足,解决上述的技术问题;本发明提出了一种纸板折痕加工装置及方法。
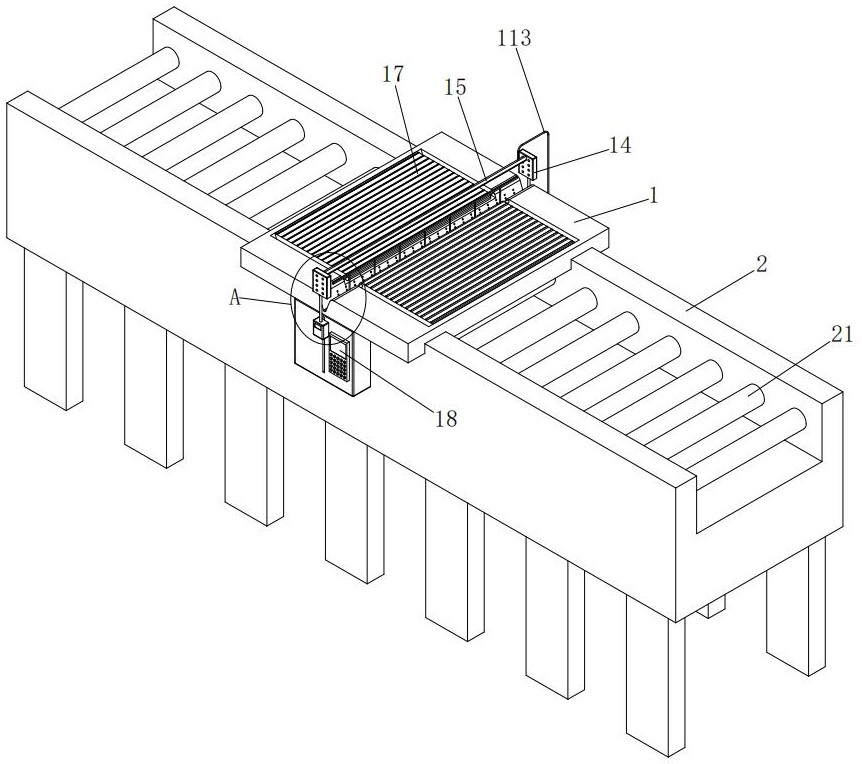
2、本发明解决其技术问题所采用的技术方案是:本发明提出了一种纸板折痕加工装置,包括加工板,所述加工板安装在上料槽顶部,所述上料槽内部均匀设置有上料辊;所述加工板中间部位设置有加工槽,所述加工板两侧与所述加工槽两侧端部对应的部位设置有滑槽,所述滑槽竖直设置;
3、所述滑槽内部滑动连接有滑块,所述滑块顶部通过连杆安装有限位块,所述加工槽正上方的位置设置有限位杆,所述限位杆两侧端部分别与对应的限位块相连;
4、所述加工板位于所述加工槽两侧的部位分别设置有安装槽,所述安装槽延伸到所述加工槽中;所述加工槽内部转动连接压板,所述压板的转动连接端位于所述安装槽靠近所述加工槽的一端;所述压板的转动端部与所述安装槽内壁设置的驱动设备相连,所述驱动设备受到控制器的控制。
5、优选的,所述加工槽为锥形,并且所述加工槽底部的宽度小于所述加工槽顶部的宽度。
6、优选的,所述加工槽底部设置有卡位槽,所述卡位槽中滑动安装有卡位杆,所述卡位杆位于所述限位杆的正下方;所述卡位杆与所述卡位槽底部设置的伸缩设备相连,所述伸缩设备受到控制器的控制。
7、优选的,所述压板上表面设置有防滑垫,所述防滑垫为橡胶材质,并且所述防滑垫表面均匀设置有防滑块。
8、优选的,所述防滑块端部向着靠近所述加工槽的方向倾斜。
9、优选的,所述限位杆内部中空形成软化腔,所述软化腔通过导气管与外侧设置的水雾供应设备相通;所述限位杆底部为锥形,并且所述限位杆锥形端部上均匀设置有软化孔,所述软化孔与所述软化腔内部相通。
10、优选的,所述限位杆锥形底部为弹性材质,并且均匀设置有防滑槽,所述软化孔位于所述防滑槽内壁上。
11、优选的,所述加工槽侧壁内部设置有工作腔,所述工作腔与所述水雾供应设备相通;所述加工槽侧壁均匀设置有出气孔,所述出气孔与所述工作腔内部相通。
12、优选的,所述工作腔与热风设备之间通过供气管相通,所述工作腔与所述供气管的结合部位设置有控制气阀;所述限位块正对所述加工槽的部位设置有抽气孔,所述抽气孔内部设置有抽气扇。
13、一种纸板折痕加工方法,所述加工方法使用到上述的纸板折痕加工装置,所述加工方法的具体步骤为:
14、s1:在纸箱加工工厂,作为原料的瓦楞纸板在经过剪裁加工后,形成预定形状后,放到上料槽的上料辊上,随后上料辊转动,带动纸板沿着上料槽移动,直到来到折痕加工工位;
15、s2:在加工工位上,加工人员将纸板放置到加工板上,使得需要进行折痕的部位与加工槽重合,方便加工出折痕线;为了对应准确,可以预先在需要折痕加工的部位画出直线状的标识线,随后将标识线与加工槽重合;
16、s3:在位置对准后,通过控制器控制滑块沿着滑槽下移,随后带动限位杆下移接触纸板上的预定折痕部位,随后挤压预定折痕部位使其向加工槽内部出现弯曲,随着竖直状态的压板和加工槽内部两侧内壁,对纸板压痕位置两侧部位进行限位,使得压痕位置变形痕迹固化,形成明显的压痕线;
17、s4:随后加工人员改变纸板位置,加工纸板上另一个位置的折痕线,如此重复上述操作,直到纸板上各个预定折痕位置均加工出折痕线,并检查符合标准后,放到上料槽中,在上料辊带动下,移动到下一个工位,进行刷胶、印刷等处理,最后折叠组成形成纸箱结构。
18、本发明的有益效果如下:
19、1.本发明所述的一种纸板折痕加工装置及方法,通过折痕加工装置辅助,使得原本需要手工折叠加工折痕的加工工人大大节省了体力,从而减少了人力消耗;并且通过限位杆和压板的作用,使得折痕加工更加自动化,折痕加工的力度更加均匀,方便控制,不会出现人工折叠加工时,因为力度控制不均,导致出现破损,折痕出现弯曲的问题,这样便于控制质量,提高加工效率。
20、本发明所述的一种纸板折痕加工装置及方法,通过对加工槽进行的锥形设置,使得纸板上折痕加工过程呈现一个弯曲挤压强度逐渐增强的过程,避免因为弯曲挤压瞬时过于剧烈,导致纸板受力过大变形过于剧烈,出现损坏,导致纸板报废。
技术特征:1.一种纸板折痕加工装置,包括加工板(1),所述加工板(1)安装在上料槽(2)顶部,所述上料槽(2)内部均匀设置有上料辊(21),其特征在于,所述加工板(1)中间部位设置有加工槽(11),所述加工板(1)两侧与所述加工槽(11)两侧端部对应的部位设置有滑槽(12),所述滑槽(12)竖直设置;
2.根据权利要求1所述的一种纸板折痕加工装置,其特征在于:所述加工槽(11)为锥形,并且所述加工槽(11)底部的宽度小于所述加工槽(11)顶部的宽度。
3.根据权利要求1所述的一种纸板折痕加工装置,其特征在于:所述加工槽(11)底部设置有卡位槽(3),所述卡位槽(3)中滑动安装有卡位杆(31),所述卡位杆(31)位于所述限位杆(15)的正下方;所述卡位杆(31)与所述卡位槽(3)底部设置的伸缩设备(32)相连,所述伸缩设备(32)受到控制器(18)的控制。
4.根据权利要求1所述的一种纸板折痕加工装置,其特征在于:所述压板(17)上表面设置有防滑垫(171),所述防滑垫(171)为橡胶材质,并且所述防滑垫(171)表面均匀设置有防滑块(172)。
5.根据权利要求4所述的一种纸板折痕加工装置,其特征在于:所述防滑块(172)端部向着靠近所述加工槽(11)的方向倾斜。
6.根据权利要求1所述的一种纸板折痕加工装置,其特征在于:所述限位杆(15)内部中空形成软化腔(151),所述软化腔(151)通过导气管(152)与外侧设置的水雾供应设备相通;所述限位杆(15)底部为锥形,并且所述限位杆(15)锥形端部上均匀设置有软化孔(153),所述软化孔(153)与所述软化腔(151)内部相通。
7.根据权利要求6所述的一种纸板折痕加工装置,其特征在于:所述限位杆(15)锥形底部为弹性材质,并且均匀设置有防滑槽(154),所述软化孔(153)位于所述防滑槽(154)内壁上。
8.根据权利要求1所述的一种纸板折痕加工装置,其特征在于:所述加工槽(11)侧壁内部设置有工作腔(111),所述工作腔(111)与所述水雾供应设备相通;所述加工槽(11)侧壁均匀设置有出气孔(112),所述出气孔(112)与所述工作腔(111)内部相通。
9.根据权利要求8所述的一种纸板折痕加工装置,其特征在于:所述工作腔(111)与热风设备之间通过供气管(113)相通,所述工作腔(111)与所述供气管(113)的结合部位设置有控制气阀;所述限位块(14)正对所述加工槽(11)的部位设置有抽气孔(141),所述抽气孔(141)内部设置有抽气扇(142)。
10.一种纸板折痕加工方法,所述加工方法使用到上述权利要求1-9中任一项所述的纸板折痕加工装置,其特征在于,所述加工方法的具体步骤为:
技术总结本发明属于纸板加工技术领域,具体的说是一种纸板折痕加工装置及方法,其中纸板折痕加工装置,包括加工板,加工板安装在上料槽顶部,上料槽内部均匀设置有上料辊;加工板中间部位设置有加工槽,加工板两侧与加工槽两侧端部对应的部位设置有滑槽,滑槽竖直设置;本发明通过折痕加工装置辅助,使得原本需要手工折叠加工折痕的加工工人大大节省了体力,从而减少了人力消耗;并且通过限位杆和压板的作用,使得折痕加工更加自动化,折痕加工的力度更加均匀,方便控制,不会出现人工折叠加工时,因为力度控制不均,导致出现破损,折痕出现弯曲的问题,这样便于控制质量,提高加工效率。技术研发人员:赵美飞,沈晓杰受保护的技术使用者:蚌埠万利包装材料有限公司技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240617/41010.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表