一种单层夹网纸机高定量亚光铜版纸的抄造方法与流程
- 国知局
- 2024-07-05 16:17:16
本发明涉及造纸,特别涉及单层夹网纸机高定量亚光铜版纸的抄造方法。
背景技术:
1、高定量纸指的是定量为至少300g/m2,目前高定量的纸一般使用多层网的纸机抄造的卡纸或者纸板,单层网纸机生产的纸张定量一般在300gsm以内,由于定量不高,无法满足高档包装的要求。由于成纸定量太高,原纸基重也会随着增加,因此在高车速下高原纸基重难以能够充分脱水干燥,高定量亚光铜版纸用于包装时,容易在折页处发生爆裂,影响美观和使用。现有技术中cn102758383b一种高松厚度包装纸板的生产方法通过分别制备面层、衬层、芯层和底层,再用粘结剂粘结制备一种高松厚度的包装纸板。本发明中提出一种使用高速单层夹网抄造高定量亚光铜版纸的方法。
技术实现思路
1、鉴于此,本发明提出,解决上述问题。
2、本发明的技术方案是这样实现的:
3、一种单层夹网纸机高定量亚光铜版纸的抄造方法,包括以下步骤:
4、s1、硫酸盐针叶木浆、漂白硫酸盐阔叶木浆和碱性过氧化氢机械浆混合打浆,制得浆料;
5、s2、将研磨碳酸钙和阳性淀粉加入浆料中,上网抄造,制得原纸;
6、s3、使用淀粉胶液采用膜转移双面施胶法对原纸进行施胶,制得施胶后的原纸;
7、s4、将施胶后的原纸进行底涂,底涂涂料按重量份计,包括研磨碳酸钙c55等级42~88份、研磨碳酸钙c65等级0~44份、胶粘剂12~15份、分散剂0.05~0.20份、消泡剂0.02~0.08份和增稠剂0.3~0.8份,制得底涂后的纸张;
8、s5、将底涂后的原纸进行中涂,中涂涂料按重量份计,包括研磨碳酸钙c55等级88~90份、胶粘剂9~13份、分散剂0.05~0.2份、消泡剂0.02~0.08份和增稠剂0.4~0.8份,制得中涂后的纸张;
9、s6、将中涂后的原纸进行面涂,面涂涂料按重量份计,包括研磨碳酸钙c65等级28~38份、研磨碳酸钙c98等级53~63份、胶粘剂8~12份、分散剂0.05~0.20份、消泡剂0.02~0.08份、润滑剂0.1~0.3份和增稠剂0.3~0.8份,制得的面涂后的纸张;
10、s7、将面涂后的纸张进行压光,制得成品。
11、进一步的,步骤s1中,所述硫酸盐针叶木浆、漂白硫酸盐阔叶木浆和碱性过氧化氢机械浆质量比为20~25:50~60:20~30。
12、进一步的,步骤s1中,所述硫酸盐针叶木浆打浆后游离度在380~420ml,松厚度在1.2~1.4cm3/g;漂白硫酸盐阔叶木浆打浆后游离度在360~420ml,松厚度在1.2~1.4cm3/g;碱性过氧化氢机械浆打浆后游离度在360~400ml,松厚度在2.7cm3/g以上。
13、进一步的,步骤s2中,所述浆料、研磨碳酸钙和阳性淀粉的质量比为65-70:30-35:0.8-1.2,所述研磨碳酸钙为使用聚合物处理研磨碳酸钙c60后的粒径小于2um的颗粒含量为20~40%,所述研磨碳酸钙c60为粒径小于2um的颗粒含量在58~62%,所述上网抄造的网部车速为950-1050m/min,浆网速比为1.04-1.05,一压线压力为1000-1200kn/m,二压线压力为1000-1100kn/m,硬压光压力为30-40kn/m,所述原纸水分含量为8-16%,定量为230-270g/m2,白度在68%以上。
14、进一步的,步骤s3中,所述淀粉胶液质量浓度为12-14%,低剪切粘度为12~14cps,膜转移总施胶量为1.5~4g/㎡。
15、进一步的,步骤s4中,所述底涂涂料固形份为60~67%,低剪切粘度为400~600cps,膜转移涂布量为30~50g/㎡,底涂计量棒压力为上辊/下辊:1.4~1.8/1.4~1.8bar,所述研磨碳酸钙c55中粒径小于2um的颗粒含量为52~57%,研磨碳酸钙c65中粒径小于2um的颗粒含量为62~67%。
16、进一步的,步骤s5中,所述中涂涂料固形份为68~72%,低剪切粘度为800~1000cps,刮刀总涂布量20~30g/㎡,中涂刮刀压力为30~50%,所述研磨碳酸钙c55中粒径小于2um的颗粒含量为52~57%。
17、进一步的,步骤s6中,所述面涂涂料固形份为65~68%,低剪切粘度为1000~1300cps,面涂总涂布量18~30g/㎡,面涂刮刀压力30~50%,所述研磨碳酸钙c65中粒径小于2um的颗粒含量大于63%,所述研磨碳酸钙c98中粒径小于2um的颗粒含量大于98%。
18、进一步的,步骤s7中,所述压光为使用超级压光机压光修饰纸面,压光机采用单压9压区,压光温度60℃,线压为90kn/m,下网面压光一次。
19、进一步的,所述胶粘剂为丁苯胶乳和生物胶乳中的至少一种,分散剂为聚丙烯酸钠,所述消泡剂为高级脂肪醇,所述增稠剂为羧甲基纤维素或羧甲基纤维素钠中的至少一种。
20、与现有技术相比,本发明的有益效果是:
21、本发明本发明的高定量亚光铜版纸是基于单层夹网原纸抄造,在车速高达1000m/min的高速纸机上,采用行业独有的三道msp(双面上涂)+四道刮刀多层涂布工艺。
22、本发明原纸基于单层夹网原纸抄造,使用硫酸盐针叶木浆、漂白硫酸盐阔叶木浆和碱性过氧化氢机械浆(松厚度在2.7cm3/g以上、白度在68%以上)、研磨碳酸钙和阳性淀粉,并严格控制合理的配比、原纸灰分以及原纸的成形及表面结构等性能,确保高原纸基重在高车速下能够充分脱水干燥为生产高定量铜版纸建立基础。
23、本发明使用高定量亚光铜版纸专属的涂料配方,且底涂、中涂和面涂采用不同的原料配比,进行三道msp(双面上涂)+四道刮刀多层涂布,通过技术手段,使纸面保持合理的微观粗糙度。通过多层涂布使成纸定量达到高档印刷和包装需求的要求。
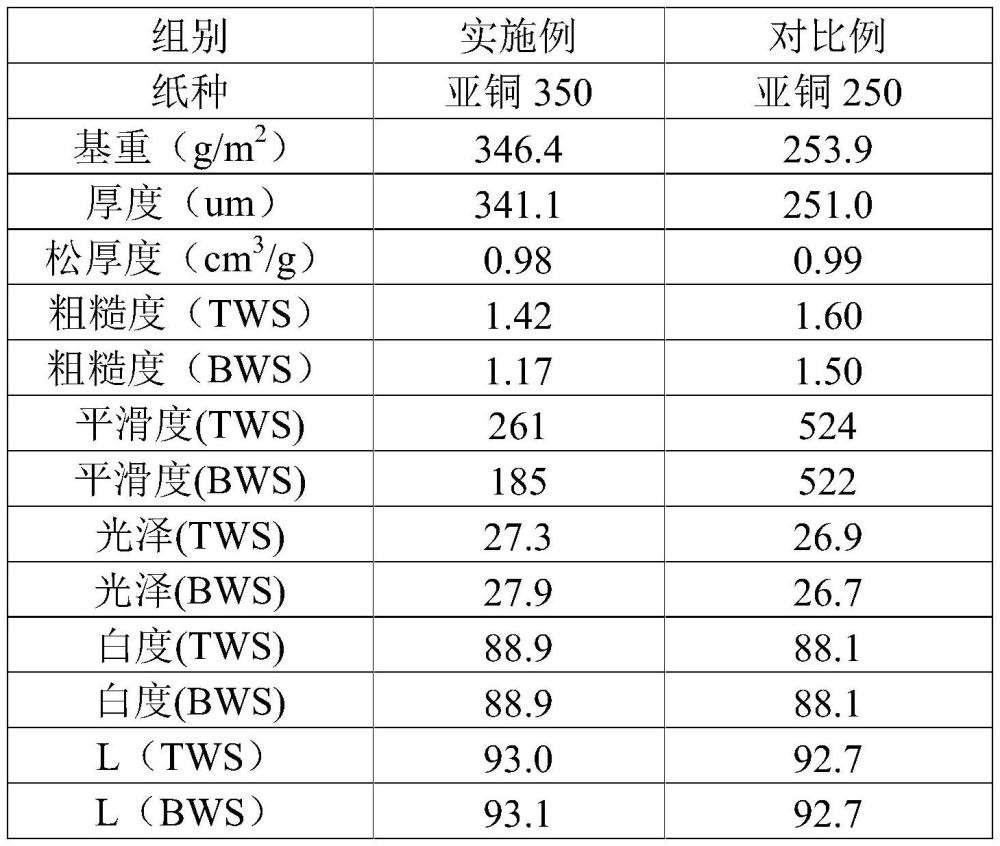
24、本发明严格控制生产工艺,经本发明方案,成纸定量330~350gsm,成纸松厚度≥0.95cm3/g,粗糙度≤1.6um,iso白度≥88%,耐折度≥3次。
技术特征:1.一种单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,包括以下步骤:
2.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s1中,所述硫酸盐针叶木浆、漂白硫酸盐阔叶木浆和碱性过氧化氢机械浆质量比为20~25:50~60:20~30。
3.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s1中,所述硫酸盐针叶木浆打浆后游离度在380~420ml,松厚度在1.2~1.4cm3/g;漂白硫酸盐阔叶木浆打浆后游离度在360~420ml,松厚度在1.2~1.4cm3/g;碱性过氧化氢机械浆打浆后游离度在360~400ml,松厚度在2.7cm3/g以上。
4.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s2中,所述浆料、研磨碳酸钙和阳性淀粉的质量比为65-70:30-35:0.8-1.2,所述研磨碳酸钙为使用聚合物处理研磨碳酸钙c60后的粒径小于2um的颗粒含量为20~40%,所述研磨碳酸钙c60为粒径小于2um的颗粒含量在58~62%,所述上网抄造的网部车速为950-1050m/min,浆网速比为1.04-1.05,一压线压力为1000-1200kn/m,二压线压力为1000-1100kn/m,硬压光压力为30-40kn/m。
5.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s3中,所述淀粉胶液质量浓度为12-14%,低剪切粘度为12~14cps,膜转移总施胶量为1.5~4g/㎡。
6.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s4中,所述底涂涂料固形份为60~67%,低剪切粘度为400~600cps,膜转移涂布量为30~50g/㎡,底涂计量棒压力为上辊/下辊:1.4~1.8/1.4~1.8bar,所述研磨碳酸钙c55中粒径小于2um的颗粒含量为52~57%,研磨碳酸钙c65中粒径小于2um的颗粒含量为62~67%。
7.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s5中,所述中涂涂料固形份为68~72%,低剪切粘度为800~1000cps,刮刀总涂布量20~30g/㎡,中涂刮刀压力为30~50%,所述研磨碳酸钙c55中粒径小于2um的颗粒含量为52~57%。
8.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s6中,所述面涂涂料固形份为65~68%,低剪切粘度为1000~1300cps,面涂总涂布量18~30g/㎡,面涂刮刀压力30~50%,所述研磨碳酸钙c65中粒径小于2um的颗粒含量大于63%,所述研磨碳酸钙c98中粒径小于2um的颗粒含量大于98%。
9.如权利要求1所述的单层夹网纸机高定量亚光铜版纸的抄造方法,其特征在于,步骤s7中,所述压光为使用超级压光机压光修饰纸面,压光机采用单压9压区,压光温度60℃,线压为90kn/m,下网面压光一次。
技术总结本发明提供一种单层夹网纸机高定量亚光铜版纸的抄造方法,本发明本发明的高定量亚光铜版纸是基于单层夹网原纸抄造,在车速高达1000m/min的高速纸机上,采用行业独有的三道MSP(双面上涂)+四道刮刀多层涂布工艺,成纸松厚度大于0.95cm3/g,粗糙度≤1.6um,ISO白度≥88%,能满足高档印刷和包装需求的需求。技术研发人员:林彬,万云军,翁浥程受保护的技术使用者:海南金海浆纸业有限公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240617/41580.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表