一种包装盒内托组装生产线的制作方法
- 国知局
- 2024-07-05 16:17:07
本技术涉及包装盒,具体涉及一种包装盒内托组装生产线。
背景技术:
1、目前市场上的包装盒琳琅满目,深得消费者的喜爱。而对于包装盒的生产者来说他们的关注点往往在于如何控制包装盒的成本、效率及品质。参阅图1,现有的包装盒基本由外盒100和内托组成,而内托又分为底托200和顶托300,其中,底托200和顶托300用以相互配合,以起到固定玻璃瓶位置以及对玻璃瓶缓冲保护的作用,进而防止玻璃瓶在运输过程中破损。
2、参阅图2,为现有的一种底托200的示意图,该底托由交叉相连的两块灰板拼成,为便于底托的输送,在生产出时,组成底托的各灰板呈独立放置,通过叠层设置减少灰板的占用空间,而需将底托组装至包装盒内时,再由人工对两块灰板进行拼接,并将拼接后形成的底托装入包装盒内。
3、参阅图3,为现有的一种顶托300的示意图,该顶托由折叠的瓦楞或卡纸等料板构成,为便于顶托的输送,在生产出时,料板均呈平面状,以使各料板可叠层放置,从而减少占用空间,而需要将顶托组装至包装盒内时,则通常采用如公开号为cn215904027u的实用新型专利或公开号cn209492223u的实用新型专利所公开的内托折叠设备将料板折叠,使料板呈立体状,再将料板向外输出,由人工或其他设备将顶托组装至包装盒内中。
4、由此可见,现有技术中,底托和顶托的组装需人工操作或人工辅助进行,不仅效率低下,且成型的包装盒质量较差。
5、因此,有必要提供一种技术方案来解决上述问题。
技术实现思路
1、本实用新型提供一种自动化程度高、组装成型速度快且成型的包装盒质量好的包装盒内托组装生产线。
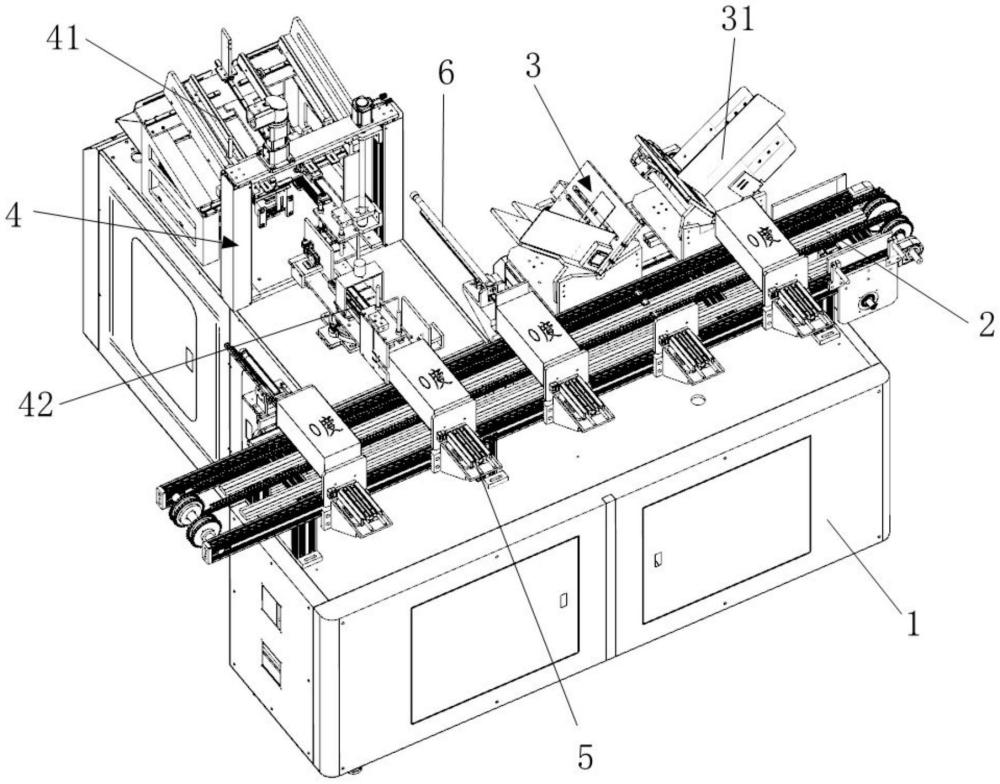
2、为实现上述目的,本实用新型提供一种包装盒内托组装生产线,包括机箱和安装在所述机箱上的输送装置,所述输送装置的一侧设有底托组装装置和顶托组装装置,其中:
3、所述底托组装装置由至少两组灰板组装机构组成,至少两组所述灰板组装机构均安装在所述机箱上,且各所述灰板组装机构用以输出倾斜程度不同的灰板;
4、所述顶托组装装置包括上料机构和折边机构;所述折边机构包括旋转驱动组件、旋转板、折边模和第一推料组件,所述旋转驱动组件安装在所述机箱上,其用以驱动所述旋转板转动,所述折边模安装在所述旋转板端部,该折边模中部设有两侧开口的容置腔,所述第一推料组件设于所述旋转板中部,且其贯穿所述旋转板,并与所述机箱连接;所述上料机构设于所述折边机构远离所述输送装置的一侧,并安装在所述机箱上,其用以将料板推入所述容置腔中。
5、更为具体的,所述输送装置包括输送架、传动齿轮、传动链、驱动电机和若干隔板;所述传动齿轮设有至少两个,且均转动连接在所述输送架上;所述传动链与各所述传动齿轮传动连接;所述驱动电机安装在所述输送架上,其用以驱动任一所述传动齿轮转动;若干所述隔板均安装在所述传动链上。
6、更为具体的,所述灰板组装机构包括固定座、放料架和第二推料组件;所述固定座安装在所述机箱上;所述放料架包括l形板、第一侧板和第二侧板,所述l形板安装在所述固定座上,所述第一侧板和所述第二侧板均安装在所述l形板上;所述第一侧板和所述第二侧板之间形成容置空间,所述第一侧板底部与所述l形板之间形成出料间隙,所述第二侧板底部与所述l形板之间形成推料间隙;所述第二推料组件包括第二驱动器和第二推板,所述第二驱动器安装在所述l形板上,其用以驱动所述第二推板沿所述推料间隙和所述出料间隙的连线方向移动。
7、更为具体的,所述l形板的底部设有转轴,所述转轴与所述固定座转动连接;所述l形板上还安装有限位板,所述限位板上开设有弧形孔,所述弧形孔内设有将所述限位板与所述固定座相对锁止的锁定件。
8、更为具体的,所述输送装置远离所述折边机构的一侧设有第五推料组件,所述第五推料组件包括第七驱动器和第五推板,所述第七驱动器安装在所述机箱上,其用以驱动所述第五推板靠近或远离所述折边机构,所述第五推板上设有真空吸孔。
9、更为具体的,所述折边模由若干板块围设而成,各所述板块上均安装有压边组件;所述压边组件包括第三驱动器、推块、滚轮和压板,所述板块上设有槽口,所述压板设于所述槽口内,并与所述板块相铰接,该压板一端在远离所述容置腔的一侧设有三角部,其另一端连接有弹簧,所述弹簧与所述板块相连接,所述第三驱动器安装在所述板块上,其用以驱动所述推块靠近或远离所述三角部,所述滚轮转动连接在所述推块靠近所述三角部的一侧。
10、更为具体的,所述第一推料组件包括第一驱动器和第一推板,所述机箱上安装有支座,所述支座贯穿所述旋转驱动组件和所述旋转板,所述第一驱动器安装在所述支座上,其用以驱动所述第一推板沿所述容置腔的长度方向滑动。
11、更为具体的,所述上料机构包括储放架、取料组件和第三推料组件,所述储放架和所述第三推料组件均设于所述取料组件远离所述折边机构的一侧,且所述第三推料组件设于所述储放架的下方;其中:
12、所述取料组件包括支架、第一滑板、取料件和升降驱动器,所述支架安装在所述机箱上,所述第一滑板滑动连接在所述支架上,所述升降驱动器安装在所述支架上,其用以驱动所述第一滑板升降滑动,所述取料件安装在所述第一滑板上;
13、所述第三推料组件包括第五驱动器和第一吸头;所述第五驱动器安装在所述机箱上,其用以驱动所述第一吸头靠近或远离所述折边机构。
14、更为具体的,所述储放架呈倾斜设置,其中部滑动连接有配重块,该储放架的输出口安装有挡片;所述取料件包括第四驱动器和第二吸头,所述第四驱动器安装在所述第一滑板上,其用以驱动所述第二吸头靠近或远离所述储放架。
15、更为具体的,所述底托组装装置和所述顶托组装装置之间以及所述顶托组装装置远离所述底托组装装置的一侧均设有第四推料组件,所述第四推料组件包括第六驱动器和第四推板,所述第六驱动器安装在所述机箱上,其用以驱动所述第四推板靠近或远离所述输送装置。
16、本实用新型所涉及的一种包装盒内托组装生产线的技术效果为:
17、本申请通过输送装置、底托组装装置和顶托组装装置的配合,可实现底托和顶托的自动化组装;当外盒输送至底托组装装置处时,各灰板组装机构依次将灰板打入外盒内部,过程中,多块灰板在外盒内拼接配合,从而组成底托结构,实现底托的自动组装;当外盒继续输送至顶托组装装置处时,上料机构则控制料板输出,并对料板的中心部施力,将其打入折边摸的容置腔内,折边模的各外侧板则受容置腔侧壁的限位而自动弯折,从而使料板形成立体的顶托结构,而后旋转驱动组件驱动旋转板旋转,使折边模移动至第一推料组件的前侧,由第一推料组件将容置腔内的顶托打入外盒内部,以此实现顶托的自动组装。采用本申请的设计,可在一条生产线上一次性实现灰板的自动拼接,底托的自动组装,顶托的自动折边、组装等工序,不仅大幅提高了包装盒生产效率,且产出的包装盒良品率高。
技术特征:1.一种包装盒内托组装生产线,其特征在于:包括机箱和安装在所述机箱上的输送装置,所述输送装置的一侧设有底托组装装置和顶托组装装置,其中:
2.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述输送装置包括输送架、传动齿轮、传动链、驱动电机和若干隔板;所述传动齿轮设有至少两个,且均转动连接在所述输送架上;所述传动链与各所述传动齿轮传动连接;所述驱动电机安装在所述输送架上,其用以驱动任一所述传动齿轮转动;若干所述隔板均安装在所述传动链上。
3.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述灰板组装机构包括固定座、放料架和第二推料组件;所述固定座安装在所述机箱上;所述放料架包括l形板、第一侧板和第二侧板,所述l形板安装在所述固定座上,所述第一侧板和所述第二侧板均安装在所述l形板上;所述第一侧板和所述第二侧板之间形成容置空间,所述第一侧板底部与所述l形板之间形成出料间隙,所述第二侧板底部与所述l形板之间形成推料间隙;所述第二推料组件包括第二驱动器和第二推板,所述第二驱动器安装在所述l形板上,其用以驱动所述第二推板沿所述推料间隙和所述出料间隙的连线方向移动。
4.根据权利要求3所述一种包装盒内托组装生产线,其特征在于:所述l形板的底部设有转轴,所述转轴与所述固定座转动连接;所述l形板上还安装有限位板,所述限位板上开设有弧形孔,所述弧形孔内设有将所述限位板与所述固定座相对锁止的锁定件。
5.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述输送装置远离所述折边机构的一侧设有第五推料组件,所述第五推料组件包括第七驱动器和第五推板,所述第七驱动器安装在所述机箱上,其用以驱动所述第五推板靠近或远离所述折边机构,所述第五推板上设有真空吸孔。
6.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述折边模由若干板块围设而成,各所述板块上均安装有压边组件;所述压边组件包括第三驱动器、推块、滚轮和压板,所述板块上设有槽口,所述压板设于所述槽口内,并与所述板块相铰接,该压板一端在远离所述容置腔的一侧设有三角部,其另一端连接有弹簧,所述弹簧与所述板块相连接,所述第三驱动器安装在所述板块上,其用以驱动所述推块靠近或远离所述三角部,所述滚轮转动连接在所述推块靠近所述三角部的一侧。
7.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述第一推料组件包括第一驱动器和第一推板,所述机箱上安装有支座,所述支座贯穿所述旋转驱动组件和所述旋转板,所述第一驱动器安装在所述支座上,其用以驱动所述第一推板沿所述容置腔的长度方向滑动。
8.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述上料机构包括储放架、取料组件和第三推料组件,所述储放架和所述第三推料组件均设于所述取料组件远离所述折边机构的一侧,且所述第三推料组件设于所述储放架的下方;其中:
9.根据权利要求8所述一种包装盒内托组装生产线,其特征在于:所述储放架呈倾斜设置,其中部滑动连接有配重块,该储放架的输出口安装有挡片;所述取料件包括第四驱动器和第二吸头,所述第四驱动器安装在所述第一滑板上,其用以驱动所述第二吸头靠近或远离所述储放架。
10.根据权利要求1所述一种包装盒内托组装生产线,其特征在于:所述底托组装装置和所述顶托组装装置之间以及所述顶托组装装置远离所述底托组装装置的一侧均设有第四推料组件,所述第四推料组件包括第六驱动器和第四推板,所述第六驱动器安装在所述机箱上,其用以驱动所述第四推板靠近或远离所述输送装置。
技术总结本技术涉及包装盒技术领域,具体涉及一种包装盒内托组装生产线,其包括机箱和安装在机箱上的输送装置,输送装置的一侧设有底托组装装置和顶托组装装置;底托组装装置由至少两组灰板组装机构组成,各灰板组装机构用以输出倾斜程度不同的灰板;顶托组装装置包括上料机构和折边机构;折边机构包括旋转驱动组件、旋转板、折边模和第一推料组件,旋转驱动组件用以驱动旋转板转动,折边模安装在旋转板端部,该折边模中部设有两侧开口的容置腔,第一推料组件设于旋转板中部,且其贯穿旋转板,并与机箱连接;上料机构设于折边机构远离输送装置的一侧,并安装在机箱上,其用以将料板推入容置腔中。本技术解决了现有的包装盒生产效率低下的问题。技术研发人员:刘远望,柳栋,刘洋受保护的技术使用者:虎彩印艺股份有限公司技术研发日:20230831技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240617/41569.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表