一种侧壁压泡机构及贴侧连衬纸组装装置的制作方法
- 国知局
- 2024-07-05 16:22:13
本技术涉及烟盒粘贴设备,具体地说涉及一种侧壁压泡机构及贴侧连衬纸组装装置。
背景技术:
1、在纸盒或围框等制作过程中由纸板与面纸贴合并成型形成,制作完成后还需要进行压泡,使得纸板与面纸贴合牢固、更平整并消除它们之间气泡等,可以单独使用,也可以串联在生产制作成型设备的生产线中,为成熟技术。
2、申请号为202120663537.1的中国实用新型专利中公开了一种可以提高生产效率的一种围框压泡脱模装置,其压泡模具设置在较长的横向结构上,脱模时需要整体移动至压泡工位之外脱模,然后压泡模具在返回原工位下降进入纸盒重复下一个循环。
3、另,该装置仅能实现围框四周粘贴面纸的压泡功能,而复杂盒型的后道工艺中,围框的内壁已然张贴一段牛油纸(也叫硫酸纸)的情况下,如何再组装一张l型的衬纸,是需要进一步解决的问题。
4、上述装置整体采用横向分布的方式,占用的操作空间较大,且脱模步骤所耗周期较长,浪费较多生产时间。
技术实现思路
1、本实用新型提供的一种结构更精简、工作效率更高的侧壁压泡机构及贴侧连衬纸组装装置,可至少解决上述技术问题之一。
2、为了解决上述技术问题,本实用新型采用如下技术方案:
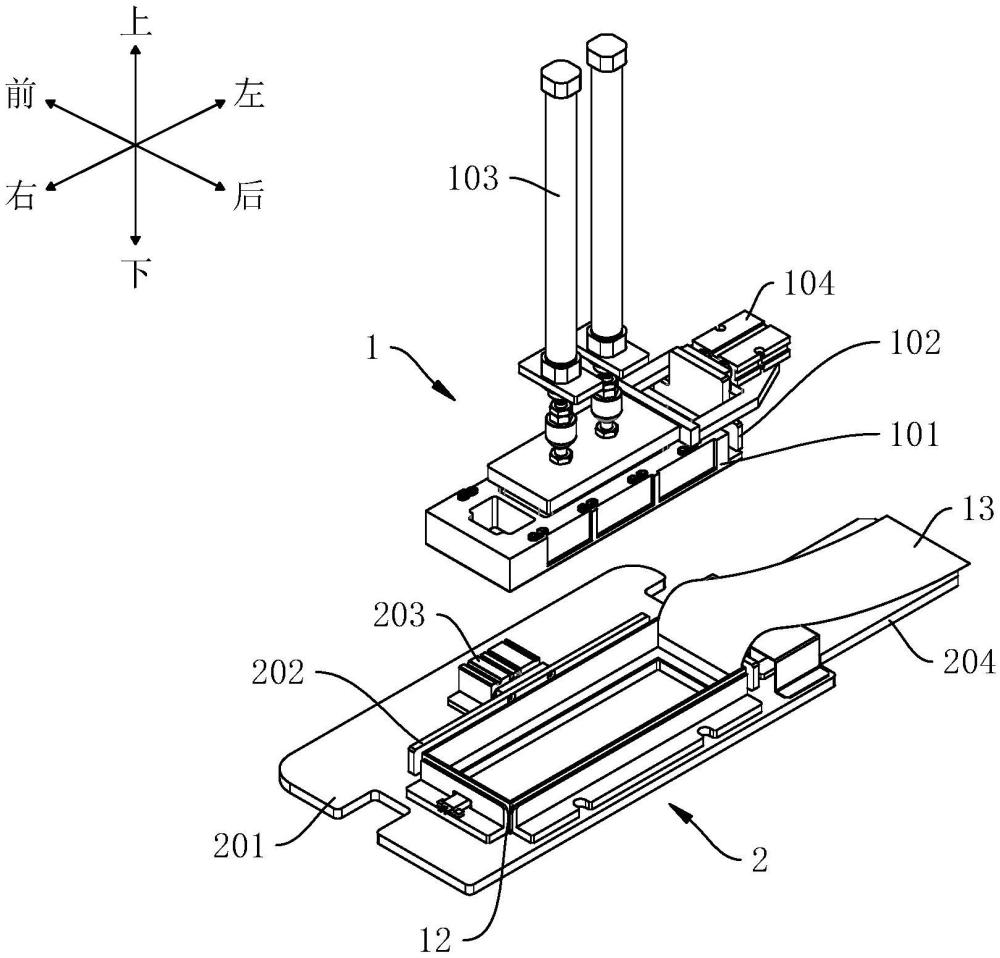
3、一种侧壁压泡机构,包括:
4、压泡模具,用于将l型衬纸向下方压紧至围框内;
5、第一驱动件,用于带动所述压泡模具上下移动;
6、所述压泡模具的侧方竖直间设有内压泡板,所述内压泡板用于将所述l型衬纸的侧端向侧方压紧至所述围框的内壁侧端,所述压泡模具上还设置有第二驱动件,所述第二驱动件用于带动所述内压泡板水平移动;
7、所述围框放置在定位模具上,所述定位模具包括设置在所述围框四周的限位挡板,用于对所述围框进行定位整理;
8、所述定位模具的四周分别还设置有用于推进所述限位挡板的第三驱动件。
9、进一步地,所述定位模具上还设置有吸附块,所述吸附块用于吸附一端粘贴在所述l型衬纸上的丝带。
10、进一步地,所述定位模具上还设置有吸附板,所述吸附板用于吸附一端粘贴在所述围框内壁侧端的硫酸纸。
11、进一步地,所述限位挡板为分别设置在所述围框两边的活动推板,或为设置在所述围框一边的固定挡边以及设置在所述围框另一边的活动推板。
12、进一步地,还包括:
13、铲板,位于所述压泡模具的侧边,用于向下推所述围框的边沿,直至所述围框与所述压泡模具分离;
14、第四驱动件,用于带动所述铲板上下移动;
15、翻板,位于所述压泡模具的下方,用于承接脱膜的所述围框;
16、第五驱动件,用于带动所述翻板翻转,当所述翻板翻转至竖直状态时,所述压泡模具可下降越过所述翻板并插入至所述围框内,当所述压泡模具携带所述围框上升后,所述翻板翻转至水平状态,承接脱膜后自由落体的所述围框。
17、一种贴侧连衬纸组装装置,包括转盘机构,所述转盘机构的周围设置有第一工位、第二工位、第三工位和第四工位;
18、第一工位设置有用于将所述围框输入至所述转盘机构上的送料机构;
19、所述第二工位设置有用于向所述围框的内壁底面边缘上胶的喷胶机构;
20、所述第三工位设置有用于将所述衬纸粘贴至所述围框的内壁底面的组装机构;
21、所述第四工位设置有所述侧壁压泡机构对内壁粘贴有所述l型衬纸的所述围框进行压泡、脱模及出料。
22、进一步地,所述送料机构包括夹爪和直线移动模组,所述夹爪用于夹持所述围框,所述直线移动模组用于带动所述夹爪水平移动,并将所述围框输入至所述定位模具上。
23、进一步地,所述喷胶机构包括喷胶头、x轴移动模组和y轴移动模组,所述喷胶头在所述x轴移动模组及y轴移动模组的驱动下,具有沿所述围框内壁底面边缘移动并喷胶的运动行程。
24、进一步地,所述l型衬纸侧端带胶状态下来料,所述组装机构可将所述l型衬纸定位粘贴至所述围框的内壁面,且所述l型衬纸的带胶面粘贴在所述围框的内壁侧端,并覆盖住硫酸纸的粘贴端。
25、本实用新型与现有技术相对比的有益效果体现在:
26、(1)侧壁压泡机构整体采用竖向分布的结构,压泡工艺设置可上下移动的压泡模具和安装在压泡模具上可左右移动的内压泡板,脱料工艺设置安装在压泡模具上可上下移动的铲板,落料位设于压泡模具的下方,设置可横竖翻转的翻板,能够在同一工位上依次有序完成压泡、脱模及出料工艺,节省操作空间。
27、(2)铲板是在压泡模具上升下降的周期内进行脱模作业,并将围框直接脱落在翻板上,待拨板或机械夹爪推离或夹走围框即可完成出料,节省生产时间。
28、(3)围框的内壁底面边缘在上胶后形成喷胶部,硫酸纸一端贴附固定在围框内壁侧端的粘贴部,l型衬纸翻折向上的侧端为折边部,l型衬纸以折边部带胶状态的来料,向下伸入至至围框内,l型衬纸与喷胶部定位粘贴,折边部的带胶面粘贴至粘贴部,并覆盖住硫酸纸的端部,在围框与l型衬纸粘贴组装的过程中,位于围框侧端的硫酸纸被吸引固定在吸附板上,位于l型衬纸侧端的丝带被吸引固定在吸附块上,既可防止干扰粘贴作业,又避免因剐蹭上胶水而被污染。
29、(4)转盘机构作为运载工具,携带着多个围框在四个工位之间流转加工,四个工位分别依次对应设置送料机构、喷胶机构、组装机构和侧壁压泡机构,每个围框在转盘机构的夹持固定及运转携带下均会绕四个工位有序完成加工工艺,实现多物料、多工位、多工序同步进行的目的,装置集成度较高,围框生产效率较高。
技术特征:1.一种侧壁压泡机构(1),其特征在于,包括:
2.如权利要求1所述的侧壁压泡机构,其特征在于,所述定位模具(2)上还设置有吸附块(205),所述吸附块(205)用于吸附一端粘贴在所述l型衬纸(14)上的丝带(15)。
3.如权利要求1所述的侧壁压泡机构,其特征在于,所述定位模具(2)上还设置有吸附板(204),所述吸附板(204)用于吸附一端粘贴在所述围框(12)内壁侧端的硫酸纸(13)。
4.如权利要求1所述的侧壁压泡机构,其特征在于,所述限位挡板(202)为分别设置在所述围框(12)两边的活动推板,或为设置在所述围框(12)一边的固定挡边以及设置在所述围框(12)另一边的活动推板。
5.如权利要求1所述的侧壁压泡机构,其特征在于,还包括:
6.一种贴侧连衬纸组装装置,其特征在于,包括转盘机构(3),所述转盘机构(3)的周围设置有第一工位(7)、第二工位(8)、第三工位(9)和第四工位(10);
7.如权利要求6所述的贴侧连衬纸组装装置,其特征在于,所述送料机构(5)包括夹爪(501)和直线移动模组(502),所述夹爪(501)用于夹持所述围框(12),所述直线移动模组(502)用于带动所述夹爪(501)水平移动,并将所述围框(12)输入至所述定位模具(2)上。
8.如权利要求6所述的贴侧连衬纸组装装置,其特征在于,所述喷胶机构(6)包括喷胶头(601)、x轴移动模组(602)和y轴移动模组(603),所述喷胶头(601)在所述x轴移动模组(602)及y轴移动模组(603)的驱动下,具有沿所述围框(12)内壁底面边缘移动并喷胶的运动行程。
9.如权利要求6所述的贴侧连衬纸组装装置,其特征在于,所述l型衬纸(14)侧端带胶状态下来料,所述组装机构可将所述l型衬纸(14)定位粘贴至所述围框(12)的内壁面,且所述l型衬纸(14)的带胶面粘贴在所述围框(12)的内壁侧端,并覆盖住硫酸纸(13)的粘贴端。
技术总结本技术公开了一种侧壁压泡机构,包括压泡模具,用于将L型衬纸向下方压紧至围框内;所述内压泡板用于将所述L型衬纸的侧端向侧方压紧至所述围框的内壁侧端;还公开了一种贴侧连衬纸组装装置,包括转盘机构,所述转盘机构的周围设置有第一工位、第二工位、第三工位和第四工位。本技术中,侧壁压泡机构整体采用竖向分布的结构,能够在同一工位上依次有序完成压泡、脱模及出料工艺,节省操作空间;每个围框在转盘机构的夹持固定及运转携带下均会绕四个工位有序完成加工工艺,实现多物料、多工位、多工序同步进行的目的,装置集成度较高,围框生产效率较高。技术研发人员:胡纯军,黄正烈,张双印,董阳,刘杰,邓博哲受保护的技术使用者:中科天工(武汉)智能技术有限公司技术研发日:20231012技术公布日:2024/5/6本文地址:https://www.jishuxx.com/zhuanli/20240617/42073.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种收卷捻线机的制作方法
下一篇
返回列表