一种绿色环保的纸塑包装制作方法与流程
- 国知局
- 2024-07-05 16:30:02
本发明涉及纸塑包装生产,具体为一种绿色环保的纸塑包装制作方法。
背景技术:
1、纸塑即纸浆模塑,纸浆模塑也被称为是“立体造纸技术”,纸塑包装是以食品专用纸板作为基料的包装系统,由聚乙烯和纸等复合而成的纸质包装,常作为一些工业产品的外包装,其特点在于,质量轻,制作成本低,因此被广泛包装行业,现在在纸塑包装一般通过造浆、浆液制板、纸板板挤压、热烘干成型等步骤制造成型。
2、但是现在在纸塑包装产品生产时,因挤压成型进料和出料部件使用同一部件,导致在生产时会因为取放料出现短时间暂停的情况,影响实际的生产速度和生产效率,并且在成型处理时,边缘多余料未能有效的切除,导致需要增加操作步骤,进一步影响生产效率。
技术实现思路
1、本发明提供一种绿色环保的纸塑包装制作方法,可以有效解决上述背景技术中提出现在在纸塑包装产品生产时,因挤压成型进料和出料部件使用同一部件,导致在生产时会因为取放料出现短时间暂停的情况,影响实际的生产速度和生产效率,并且在成型处理时,边缘多余料未能有效的切除,导致需要增加操作步骤,进一步影响生产效率的问题。
2、为实现上述目的,本发明提供如下技术方案:一种绿色环保的纸塑包装制作方法,包括如下步骤:
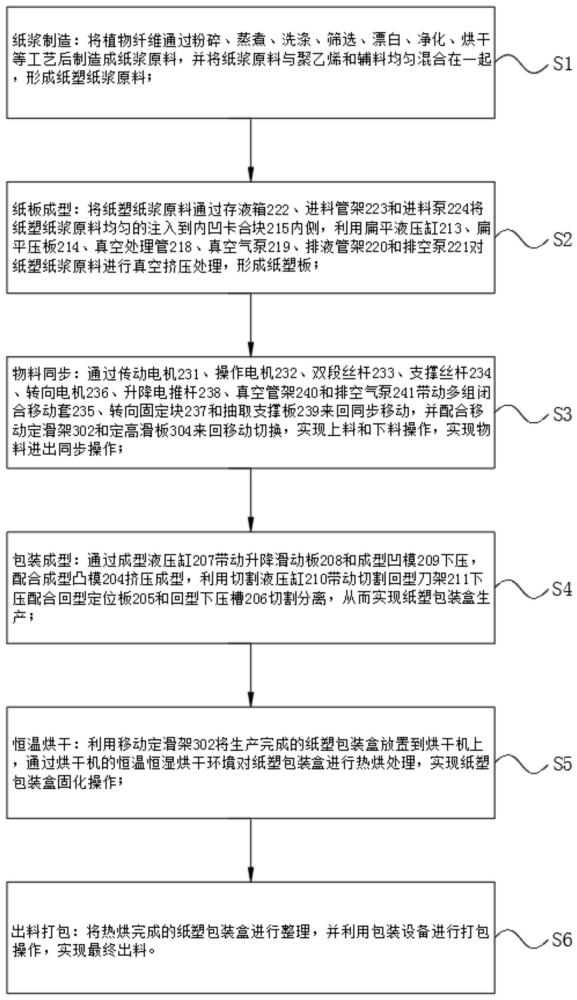
3、s1、纸浆制造:将植物纤维通过粉碎、蒸煮、洗涤、筛选、漂白、净化、烘干等工艺后制造成纸浆原料,并将纸浆原料与聚乙烯和辅料均匀混合在一起,形成纸塑纸浆原料;
4、s2、纸板成型:将纸塑纸浆原料通过存液箱、进料管架和进料泵将纸塑纸浆原料均匀的注入到内凹卡合块内侧,利用扁平液压缸、扁平压板、真空处理管、真空气泵、排液管架和排空泵对纸塑纸浆原料进行真空挤压处理,形成纸塑板;
5、s3、物料同步:通过传动电机、操作电机、双段丝杆、支撑丝杆、转向电机、升降电推杆、真空管架和排空气泵带动多组闭合移动套、转向固定块和抽取支撑板来回同步移动,并配合移动定滑架和定高滑板来回移动切换,实现上料和下料操作,实现物料进出同步操作;
6、s4、包装成型:通过成型液压缸带动升降滑动板和成型凹模下压,配合成型凸模挤压成型,利用切割液压缸带动切割回型刀架下压配合回型定位板和回型下压槽切割分离,从而实现纸塑包装盒生产;
7、s5、恒温烘干:利用移动定滑架将生产完成的纸塑包装盒放置到烘干机上,通过烘干机的恒温恒湿烘干环境对纸塑包装盒进行热烘处理,实现纸塑包装盒固化操作;
8、s6、出料打包:将热烘完成的纸塑包装盒进行整理,并利用包装设备进行打包操作,实现最终出料。
9、根据上述技术方案,所述异形整合架顶端设置有联动压造组件;
10、所述联动压造组件包括升降限位架;
11、所述异形整合架顶端一侧固定连接有升降限位架,所述升降限位架内侧底端通过限位螺栓固定连接有卡合支撑板,所述卡合支撑板顶端固定连接有成型凸模,所述成型凸模外侧端焊接有回型定位板,所述回型定位板顶端开设有回型下压槽,所述升降限位架顶端等距安装有若干个成型液压缸,若干个所述成型液压缸底端对应升降限位架位置处卡接有升降滑动板,所述升降滑动板底端固定连接有成型凹模,所述升降滑动板顶端等距安装有若干个切割液压缸,若干个所述切割液压缸底端安装有一个切割回型刀架;
12、所述异形整合架顶端另一侧固定有固定闭合架,所述固定闭合架顶端等距安装有若干个扁平液压缸,若干个所述扁平液压缸底端安装有扁平压板,所述扁平压板顶端安装有若干个微调电推杆,若干个所述微调电推杆底端安装有微调阻挡环,所述固定闭合架内侧底端通过限位螺栓连接有内凹卡合块,所述内凹卡合块内侧等距安装有若干个排料电推杆,若干个所述排料电推杆顶端安装有排料推板,所述内凹卡合块内侧贯穿连接有真空处理管,所述内凹卡合块底端对应真空处理管位置处通过电机座安装有真空气泵,所述扁平压板顶端贯穿连接有排液管架,所述固定闭合架顶端对应排液管架位置处通过电机座安装有排空泵;
13、所述异形整合架对应升降限位架和固定闭合架之间安装有存液箱,所述内凹卡合块侧端贯穿连接有进料管架,所述存液箱顶端对应进料管架位置处通过电机座安装有进料泵,所述真空处理管内侧嵌入安装有卡合电推杆,所述卡合电推杆顶端安装有卡合安装块;
14、所述异形整合架内侧对于真空处理管和排液管架位置处安装有收集箱,所述存液箱顶端嵌入安装有同步传动箱,所述同步传动箱底端等距连接有搅拌架,所述存液箱顶端对应同步传动箱位置处通过电机座安装有同步电机,所述异形整合架一端一侧通过电机座安装有传动电机,所述异形整合架一端另一侧通过电机座安装有操作电机,所述传动电机输出轴卡接有双段丝杆,所述操作电机输出轴卡接有支撑丝杆,所述双段丝杆和支撑丝杆侧端通过丝杆座连接有闭合移动套,所述闭合移动套内侧通过电机座安装有转向电机,所述转向电机输出轴卡接有转向固定块,所述转向固定块顶端对称安装有升降电推杆,两个所述升降电推杆顶端卡接有抽取支撑板,所述抽取支撑板顶端贯穿连接有真空管架,所述转向固定块顶端通过电机座安装有排空气泵。
15、根据上述技术方案,所述卡合支撑板插入安装于升降限位架内侧底端,所述升降滑动板与升降限位架滑动套合,所述切割回型刀架滑动安装于成型凹模侧端,所述微调阻挡环滑动套接于扁平压板外侧端。
16、根据上述技术方案,所述排料推板滑动安装于内凹卡合块内侧,所述真空处理管放置于收集箱内侧,所述排液管架一端通过转接头与排空泵一端相连接。
17、根据上述技术方案,所述排液管架贯穿安装于收集箱一端,所述真空气泵一端与真空处理管通过转接头相连接,所述进料管架贯穿安装于存液箱内侧。
18、根据上述技术方案,所述卡合安装块插入安装于真空处理管顶端,所述闭合移动套滑动安装于异形整合架侧端。
19、根据上述技术方案,所述真空管架一端通过转接头与排空气泵一端相连接;
20、所述成型液压缸、切割液压缸、扁平液压缸、排料电推杆、真空气泵、排空泵、进料泵、卡合电推杆、同步电机、传动电机、操作电机、转向电机、升降电推杆、排空气泵和微调电推杆的输入端均与外部控制器的输出端电性连接;
21、外部控制器的输入端与外部电源输出端电性连接。
22、根据上述技术方案,所述异形整合架顶端设置有进出组件;
23、所述进出组件包括切换电滑轨;
24、所述异形整合架顶端靠近传动电机和操作电机位置处卡接有切换电滑轨,所述异形整合架顶端和切换电滑轨顶端均连接有移动定滑架,所述移动定滑架内侧底端等距焊接有若干个定高弹簧,若干个所述定高弹簧顶端安装有定高滑板,所述异形整合架顶端靠近多个移动定滑架位置处对称安装有卡合电滑轨,所述卡合电滑轨顶端通过滑轨座连接有卡合推动块,所述卡合推动块一端通过电机座安装有组合电机,所述组合电机输出轴卡接有卡合推动板;
25、所述异形整合架顶端安装有收渣盒,所述收渣盒两端对称安装有压缩电推杆,多个所述压缩电推杆底端安装有压缩闭合板,所述收渣盒两端均安装有移动电滑轨,两个所述移动电滑轨顶端通过滑轨座安装有开闭固定板,所述升降限位架顶端一侧安装有双向传动箱,所述升降限位架顶端对应双向传动箱位置处通过电机座安装有取放电机,所述双向传动箱顶端对称卡接有异形拿取架,所述异形拿取架底端卡接有拿取管架,所述异形拿取架顶端对应拿取管架位置处通过电机座安装有操作气泵。
26、根据上述技术方案,所述移动定滑架滑动安装于异形整合架顶端,所述定高滑板滑动安装于移动定滑架内侧,所述卡合推动板转动安装于卡合推动块侧端。
27、根据上述技术方案,所述卡合推动块滑动安装于异形整合架顶端,所述操作气泵通过转接头与拿取管架一端通过转接头连接;
28、所述切换电滑轨、卡合电滑轨、组合电机、压缩电推杆、移动电滑轨、取放电机和操作气泵的输入端均与外部控制器输出端电性连接。
29、与现有技术相比,本发明的有益效果:
30、1、设置有联动压造组件,通过成型液压缸带动升降滑动板和成型凹模升降,配合成型凸模进行成型挤压,同时携带切割液压缸和切割回型刀架配合回型定位板和回型下压槽对成品边缘切割处理,使得在生产时可以将产品成型和边缘修正同时实现,加速处理速度,通过传动电机和双段丝杆带动两组闭合移动套同时移动,使得在成品出料和原料进料时可以同步操作,降低设备等待时间,并且利用等同距离的上料位置和移动位置实现双向同时操作,保证进出料的联动效果和效率,避免生产等待影响生产速度的情况发生;
31、通过扁平液压缸带动扁平压板升降配合内凹卡合块和真空处理管,利用真空挤压,再利用排液管架和排空泵排液处理,实现纸塑板快速生产,利用存液箱、进料管架和进料泵进行多位置同时进料,实现均匀化进料,保证了纸塑板成型的均匀度,避免因厚薄不等影响产品质量;
32、通过纸塑板生产和纸塑包装成品制造同时配合生产,并且利用多组取放料装置相互配合,实现同步取料和同步放料,并且通过多个部件同步移动,同步切换位置,从而降低产品生产过程中取放料所需的等待时间,提升生产效率,并且在生产时对边角料和废料进行同步处理,实现成型与排料同时实现,进一步提升生产效率。
33、2、设置有进出组件,由取放电机和双向传动箱带动异形拿取架贴合到成型凸模侧端,通过拿取管架和操作气泵利用真空吸附拿取废料,并通过双向来回旋转,实现同步快速取料,最终将废料投入到收渣盒内侧,由压缩电推杆带动压缩闭合板配合开闭固定板对废渣进行挤压操作,实现集中处理,使得在废渣回收时可以快速的操作,通过压缩回收、两侧同步拿取操作和真空吸附放置,实现快速排废和准确排废,保证了排废的快速稳定操作,加速排料速度;
34、通过切换电滑轨带动移动定滑架来回移动,在纸塑包装原料板放料部件与取料部件之间相互移动切换,实现物料快速供给,无需工作人员反复上下料操作,通过组合电机和卡合电滑轨带动卡合推动板和卡合推动块推移动定滑架进料,使得在更换收料组件时可以快速稳步操作,加速组件组合和固定的速度,配合定高弹簧对定高滑板和材料的高度进行限制,实现高度始终唯一,保证进料稳定。
35、综上所述,通过联动压造组件和进出组件相互配合,使得在挤压生产时和成品出料时可以快速的实现排废和排渣,并且在产品处理时可以通过联动操作,使得进出料可以来回移动,减少工作人员操作步骤,降低操作难度,通过多个组件相互配合,提升了生产效率。
本文地址:https://www.jishuxx.com/zhuanli/20240617/42853.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表