PVA机卷纤维及其工业化制造方法与流程
- 国知局
- 2024-07-05 16:33:30
本发明涉及一种pva机卷纤维,具体涉及一种pva机卷纤维及其工业化制造方法。
背景技术:
1、机卷纤维指的是机械卷曲纤维。卷曲纤维,又称螺旋形卷曲或立体卷曲纤维,是呈螺旋状卷曲的纤维。卷曲纤维具有记忆效应,卷曲形态持久,如纤维受潮时,卷曲个数减少但经烘燥后可重新恢复。卷曲纤维其蓬松性、保暖性更强,手感更舒适,且提高了纤维加工时的抱合力以及织物的尺寸稳定性。
2、pva纤维在耐酸碱性、耐光性、耐气候性、耐腐蚀性等方面表现极佳。作为高分子材料pva的本身是一种柔性链聚合物线性大分子,有平面锯齿形结构,其理论强度为210cn/dtex,理论模量为1900cn/dtex。只要采用合理的聚合工艺,稳定控制pva的聚合度,有效减少pva的支化度,稳定控制pva的挥发份含量,窄幅控制分子量分布,配合高效的pva溶解技术和专有的纺丝技术,就能克服初生纤维在成型过程中大分子通过氢键形成的过渡缠结现象,从而提高pva纤维的整体拉伸倍数,达到提升pva纤维强度、模量、pdsc外推起始温度的目的。
3、中国专利文献cn102337605b公开了一种高强度、高模量、高熔点pva纤维及其制造方法,其中,高强度、高模量、高熔点pva纤维是由含硼凝胶湿法纺丝法制造的、强度≥13.5cn/dtex、模量≥320cn/dtex、初熔点≥108℃、总拉伸倍数达13.0-14.5倍的pva纤维,包括pva纺丝原液制备、过滤、脱泡、纺丝和后处理,所述的纺丝原液的制备是选用平均聚合度1700-2000的pva树脂以及添加剂硼酸和硫酸铜于90-100℃的水中配制纺丝原液,纺丝原液中pva含量15-17wt%、硼酸含量1.2-1.6wt%、硫酸铜含量0.05-0.1wt%;纺丝凝固浴中含氢氧化钠15-50g/l、硫酸钠300-390g/l、硼酸5-15g/l。本产品性能优良,用途更加广泛,特别适用于高端工业领域的应用。
4、该现有技术具有以下不足:该现有技术中制备得到的pva纤维的强度能够达到13.5cn/dtex、模量≥320cn/dtex等,但未对纤维分散性进行披露,对于一些有特殊需求的应用领域,如最严格的欧盟技术标准,该现有技术依旧难以满足有严格标准的市场需求。
技术实现思路
1、本发明提供了一种pva机卷纤维,纤维的强度≥10.0cn/dtex,模量≥280cn/dtex,pdsc外推起始温度≥110℃,断裂伸长率≥10%,长度≥76mm。
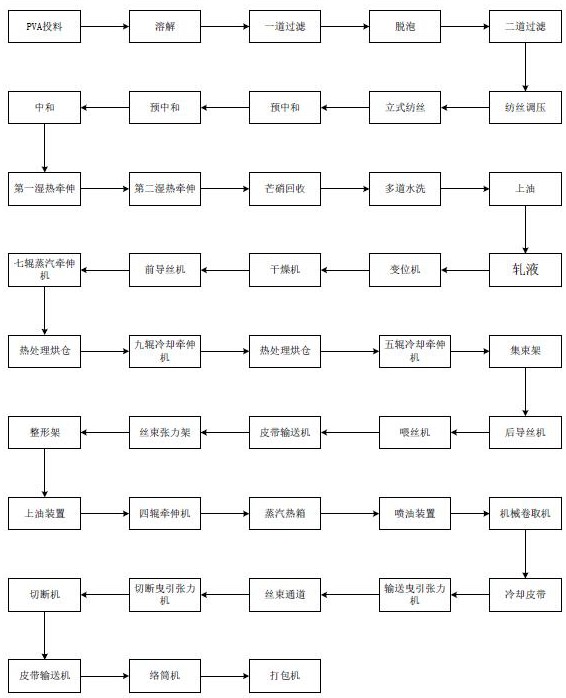
2、第二方面,本发明提供了制备本发明pva机卷纤维的工业化制造方法,基于湿法硼法立式纺丝技术,包括以下工艺流程:原液制备、过滤、纺丝调压、五浴循环、蒸发、立式纺丝、预中和、中和、第一湿热牵伸、第二湿热牵伸、芒硝回收、多道水洗、上油、轧液、变位、干燥、多次拉伸、集束、喂丝、皮带输送、丝束张力、整形、上油、四辊牵伸、蒸汽加热、喷油、机械成卷、冷却、输送、络筒和打包。
3、优选地,其中原液制备中,选用平均聚合度2200-2600的pva树脂以及添加硼酸、硫酸、edta与95-100℃的水中配制的纺丝原液,纺丝原液中的pva浓度14wt%—18wt%、硼酸含量1.10wt%—1.5wt%、ph值3.5—4.5、edta400—600ppm。由于pva原液优异的流动性能可以使初生纤维在立式纺丝技术加持下,使得单根纤维之间的均匀一致性得到最大程度的满足。确保了纤维在生产线任一轴向横截面上所有纤维的工况一致性,再由于立式纺丝技术的最大负牵伸可以达到-70%以上,所以纤维在成型初期大分子缠绕现象明显减少,纤维的总拉伸倍数可以达到14.5—17.5倍。
4、优选地,其中过滤包括一道过滤、脱泡和二道过滤。本方案中,多道过滤的设置能实现更优的过滤效果。
5、优选地,其中多次拉伸依次包括一次蒸汽加热拉伸和两次冷却拉伸。本方案中,通过多次拉伸的设置能够进一步提高pva纤维的最大拉伸倍数。
6、优选地,其中一次蒸汽加热拉伸为七辊蒸汽加热牵伸,两次冷却拉伸分别为九辊冷却牵伸和五辊冷却牵伸。本方案中,利用七辊蒸汽加热牵伸、九辊冷却牵伸以及五辊冷却牵伸的配合能够实现pva纤维更好的拉伸效果。
7、优选地,其中七辊蒸汽加热牵伸和九辊冷却牵伸之间以及九辊冷却牵伸和五辊冷却牵伸之间均包括热处理烘干。本方案中,设置热处理烘干后能够实现pva纤维更好的拉伸效果。
8、优选地,其中多次拉伸包括前导丝、七辊蒸汽加热牵伸、热处理烘干、九辊冷却牵伸、热处理烘干、五辊冷却牵伸、集束和后导丝。本方案中的多次拉伸方式能实现pva纤维更好的拉伸效果。
9、优选地,其中输送包括输送曳引、通道输送、切断曳引、切断和皮带输送。
10、与已有湿法硼法卧式纺丝技术相比,本发明具有以下有益效果:
11、1、本发明所采用的湿法、硼法立式纺纺丝技术明显优于湿法、硼法卧式纺纺丝技术。生产出的pva纤维无论在强度、模量、线密度cv值、强度cv值、模量cv值、断裂伸长率、断裂伸长率cv值、pdsc外推起始温度、极大温度、热水减量、产品白度、分散性等所有指标均优势明显。
12、2、利用本发明所生产的超高强度、超高模量、超高pdsc外推起始温度的pva纤维是指强度≥10.0cn/dtex,模量≥2800cn/dtex,pdsc外推起始温度≥110℃,断裂伸长率≥10%,长度76mm的机卷维纶高强高模产品。
13、3、本发明是通过改善pva原液制备方法和立式纺丝技术,保证了初生纤维在任一生产线轴向横截面上工况的均匀一致性,从而减少了初生纤维在pva成型初期发生的大分子缠绕现象,提高了初生纤维的可纺性和可加工性,实现提高pva纤维产品质量的目的。改进pva原液在凝固浴成型过程中纤维成型过程中,单锭纤维的均匀一致性、单根纤维的均匀一致性以及锭位与锭位之间的纤维一致性,彻底解决了卧式纺pva纤维漂浮问题,延长了纤维的凝固时间,纤维的最大负牵伸可以达到-70%以上。这进一步改善了纤维的分子结构,进一步减少了初生纤维的大分子缠绕,为生产出超高强度、超高模量、超高pdsc外推起始温度的pva纤维创造了必要条件。
技术特征:1. pva机卷纤维,其特征在于:所述纤维的强度≥10.0cn/dtex,模量≥280cn/dtex,pdsc外推起始温度≥110℃,断裂伸长率≥10%,长度≥76mm。
2.制备如权利要求1所述的pva机卷纤维的工业化制造方法,其特征在于:基于湿法硼法立式纺丝技术,包括以下工艺流程:原液制备、过滤、纺丝调压、五浴循环、蒸发、立式纺丝、预中和、中和、第一湿热牵伸、第二湿热牵伸、芒硝回收、多道水洗、上油、轧液、变位、干燥、多次拉伸、集束、喂丝、皮带输送、丝束张力、整形、上油、四辊牵伸、蒸汽加热、喷油、机械成卷、冷却、输送、络筒和打包。
3.根据权利要求2所述的pva机卷纤维的工业化制造方法,其特征在于:其中原液制备中,选用平均聚合度2200-2600的pva树脂以及添加硼酸、硫酸、edta与95-100℃的水中配制的纺丝原液,所述纺丝原液中的pva浓度14wt%—18wt%、硼酸含量1.10wt%—1.5wt%、ph值3.5—4.5、edta400—600ppm。
4.根据权利要求3所述的pva机卷纤维的工业化制造方法,其特征在于:其中原液制备中,运动粘秒在800-2000cpa*s之间。
5.根据权利要求4所述的pva机卷纤维的工业化制造方法,其特征在于:其中过滤包括一道过滤、脱泡和二道过滤。
6.根据权利要求2-5任一项所述的pva机卷纤维的工业化制造方法,其特征在于:其中多次拉伸依次包括一次蒸汽加热拉伸和两次冷却拉伸。
7.根据权利要求6所述的pva机卷纤维的工业化制造方法,其特征在于:其中一次蒸汽加热拉伸为七辊蒸汽加热牵伸,两次冷却拉伸分别为九辊冷却牵伸和五辊冷却牵伸。
8.根据权利要求7所述的pva机卷纤维的工业化制造方法,其特征在于:其中七辊蒸汽加热牵伸和所述九辊冷却牵伸之间以及所述九辊冷却牵伸和所述五辊冷却牵伸之间均包括热处理烘干。
9.根据权利要求2-6所述的pva机卷纤维的工业化制造方法,其特征在于:其中多次拉伸包括前导丝、七辊蒸汽加热牵伸、热处理烘干、九辊冷却牵伸、热处理烘干、五辊冷却牵伸、集束和后导丝。
10.根据权利要求9所述的pva机卷纤维的工业化制造方法,其特征在于:其中输送包括输送曳引、通道输送、切断曳引、切断和皮带输送。
技术总结本发明公开了一种PVA机卷纤维,纤维的强度≥10.0cN/dtex,模量≥280cN/dtex,PDSC外推起始温度≥110℃,断裂伸长率≥10%,长度≥76mm。本发明还公开了制备上述PVA机卷纤维的工业化制备方法。本发明所采用的湿法、硼法立式纺纺丝技术明显优于湿法、硼法卧式纺纺丝技术。生产出的PVA纤维无论在强度、模量、线密度CV值、强度CV值、模量CV值、断裂伸长率、断裂伸长率CV值、PDSC外推起始温度、极大温度、热水减量、产品白度、分散性等所有指标均优势明显。技术研发人员:邵诗科,肖林,康正周,秦强松,刘国强,顾正鹏受保护的技术使用者:中国石油化工股份有限公司技术研发日:技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240617/43246.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表