电热熔合设备的控制方法、控制器、电热熔合设备及介质与流程
- 国知局
- 2024-07-05 16:40:27
本技术涉及电热熔合加工,尤其是一种电热熔合设备的控制方法、控制器、电热熔合设备及介质。
背景技术:
1、在玩具生产加工过程中,常将玩具包装于包装盒内进行销售,一方面,生产厂家能在包装盒上标注玩具信息,以吸引消费者,另一方面,运输时常将玩具的包装盒堆叠起来共同运输,包装盒能支撑堆叠在上方的包装盒,使盒内玩具不易被上方的商品压坏,提升玩具的完整性,以便于玩具的售卖。为了吸引消费者购买,常在包装盒体上设置展示口,并在展示口上包覆透明的塑料层,以便于消费者能直接看到盒内的玩具,以提升消费者的购买欲望。
2、目前,制作玩具包装盒时,可以先将塑料层与包装膜热熔,使塑料层包覆展示口,得到包装盒展开面;而后,再将包装盒展开面按照折痕折叠、贴合,得到具有展示功能的玩具包装盒。目前,可以通过热压机器使塑料层与包装膜热熔贴合,但每次使用时,都需要人为地将热压机器、塑料层与包装盒展开面对齐,操作麻烦,制作包装盒展开面的效率较低。
技术实现思路
1、本技术实施例提供了一种电热熔合设备的控制方法、控制器、电热熔合设备及介质,能够提高制作包装盒展开面的效率。
2、第一方面,本技术实施例提供了一种电热熔合设备的控制方法,应用于电热熔合设备的控制器,所述电热熔合设备包括:加工平台、设置在所述加工平台上的电热控制箱、电热区域、上下料区域;其中,所述加工平台包括工位切换装置、与所述工位切换装置驱动连接的转盘,所述转盘被划分为第一工位和第二工位;所述第一工位和所述第二工位上均包括:治具和设置在所述治具上的重力传感器,其中,所述治具上还设置有定位装置和导电圈;所述定位装置用于将待加工的第一包装膜和第二包装膜限位装配在所述治具上,使第一包装膜和第二包装膜的重叠区域覆盖导电圈;所述电热控制箱包括升降组件、设置在升降组件末端的电热组件;所述电热区域设置在所述电热控制箱的正下方;所述上下料区域设置在所述电热区域的前方;所述控制器分别与所述重力传感器、所述工位切换装置、所述升降组件、所述电热组件电连接;
3、所述控制方法包括:
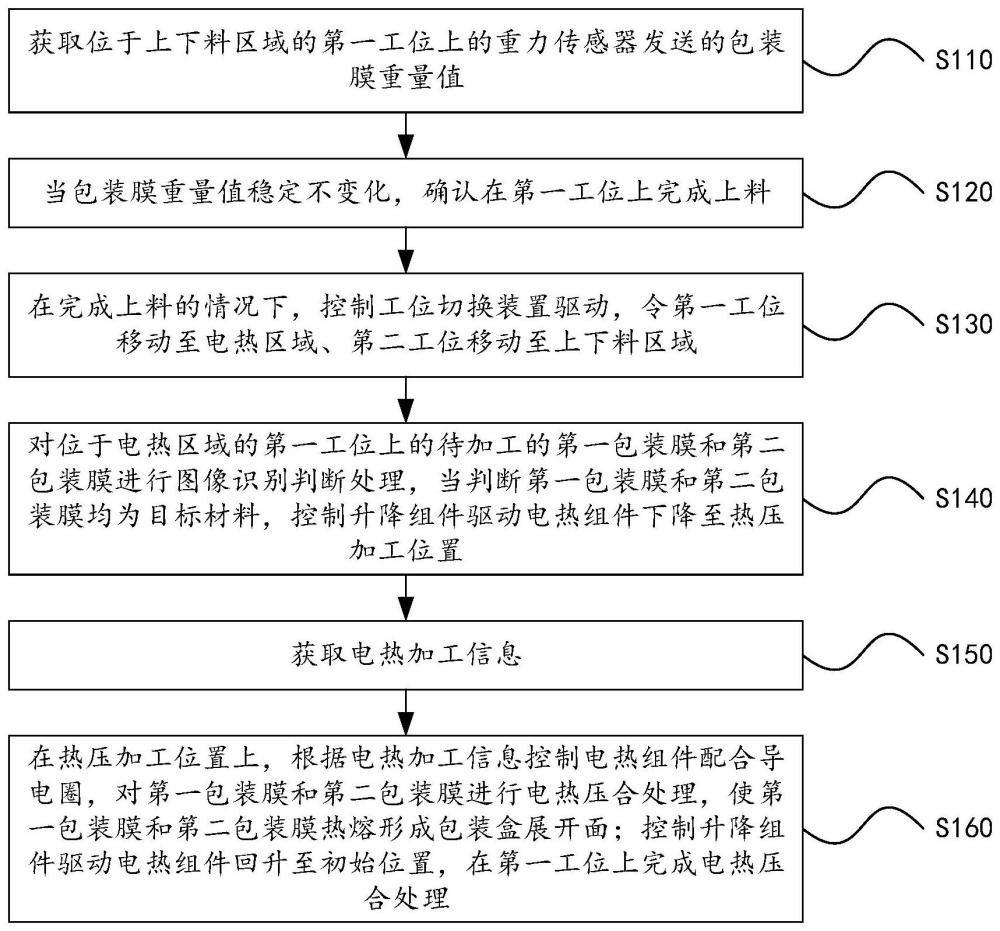
4、获取位于所述上下料区域的第一工位上的所述重力传感器发送的包装膜重量值;
5、当所述包装膜重量值稳定不变化,确认在所述第一工位上完成上料;
6、在完成上料的情况下,控制所述工位切换装置驱动,令所述第一工位移动至所述电热区域、所述第二工位移动至所述上下料区域;
7、对位于所述电热区域的所述第一工位上的待加工的所述第一包装膜和所述第二包装膜进行图像识别判断处理,当判断所述第一包装膜和所述第二包装膜均为目标材料,控制所述升降组件驱动所述电热组件下降至热压加工位置;
8、获取电热加工信息;
9、在所述热压加工位置上,根据所述电热加工信息控制所述电热组件配合所述导电圈,对所述第一包装膜和所述第二包装膜进行电热压合处理,使所述第一包装膜和所述第二包装膜热熔形成包装盒展开面;控制所述升降组件驱动所述电热组件回升至初始位置,在所述第一工位上完成所述电热压合处理。
10、根据本技术的一些实施例,所述在所述第一工位上完成所述电热压合处理之后,所述电热熔合设备的控制方法还包括:
11、当位于所述电热区域的所述第一工位的所述电热压合处理完成,获取位于所述上下料区域的第二工位上的所述重力传感器发送的包装膜重量值;
12、当所述包装膜重量值稳定不变化,确认在所述第二工位上完成上料;
13、在完成上料的情况下,控制所述工位切换装置驱动,令所述第二工位移动至所述电热区域、所述第一工位移动至所述上下料区域;
14、对位于所述电热区域的所述第二工位上的待加工的所述第一包装膜和所述第二包装膜进行图像识别判断处理,当判断所述第一包装膜和所述第二包装膜均为目标材料,控制所述升降组件驱动所述电热组件下降至热压加工位置;
15、获取电热加工信息;
16、在所述热压加工位置上,根据所述电热加工信息控制所述电热组件配合所述导电圈,对所述第一包装膜和所述第二包装膜进行电热压合处理,使所述第一包装膜和所述第二包装膜热熔形成包装盒展开面;控制所述升降组件驱动所述电热组件回升至初始位置,在所述第二工位上完成所述电热压合处理。
17、根据本技术的一些实施例,所述电热熔合设备还包括:设置在所述电热控制箱上且朝向电热区域的图像采集装置;所述图像采集装置与所述控制器电连接;
18、所述对位于所述电热区域的所述第一工位上的待加工的第一包装膜和所述第二包装膜进行图像识别判断处理,当判断所述第一包装膜和所述第二包装膜均为目标材料,控制所述升降组件驱动所述电热组件下降至热压加工位置,包括:
19、获取所述图像采集装置采集的待识别图像;其中,所述待识别图像用于显示所述电热区域内待加工的所述第一包装膜和所述第二包装膜;
20、对所述待识别图像进行材料特征识别处理,确定所述第一包装膜的第一材料信息、所述第二包装膜的第二材料信息;
21、当判断所述第一材料信息与预设的第一目标材料匹配、所述第二材料信息与预设的第二目标材料匹配,控制所述升降组件驱动所述电热组件下降至热压加工位置。
22、根据本技术的一些实施例,所述电热控制箱包括操作显示面板;所述操作显示面板上设置有:分别与所述控制器电连接的延迟时间旋钮、冷却时间旋钮、加热电流旋钮;
23、所述获取电热加工信息包括:
24、响应于所述延迟时间旋钮被触发,获取压合延时值;
25、响应于所述冷却时间旋钮被触发,获取冷却延时值;
26、响应于所述加热电流旋钮被触发,获取加热电流值。
27、根据本技术的一些实施例,所述根据所述电热加工信息控制所述电热组件配合所述导电圈,对所述第一包装膜和所述第二包装膜进行电热压合处理,使两层所述包装膜热熔形成包装盒展开面;控制所述升降组件驱动所述电热组件回升至初始位置,包括:
28、在所述热压加工位置上,当所述电热组件压合所述包装膜经过所述压合延时值后,启动所述电热组件;
29、控制所述电热组件根据加热电流值施加电流,使所述导电圈导电产热,使所述第一包装膜和所述第二包装膜受热熔融,经过预设加热时间后,关闭所述电热组件;
30、关闭所述电热组件后,当延时经过所述冷却延时值,控制所述升降组件驱动所述电热组件回升至初始位置。
31、根据本技术的一些实施例,所述操作显示面板上还设置有:与所述控制器电连接的加热指示灯;
32、所述控制方法还包括:
33、当启动所述电热组件,控制所述加热指示灯常亮;
34、当关闭所述电热组件,控制所述加热指示灯熄灭。
35、根据本技术的一些实施例,所述操作显示面板上设置有与所述控制器电连接的计数显示器;
36、所述电热熔合设备的控制方法还包括:
37、每检测到完成一次所述电热压合处理,确定次数统计信息;
38、根据所述次数统计信息更新所述计数显示器中的显示信息。
39、第二方面,本技术实施例提供了一种控制器,包括至少一个处理器和用于与所述至少一个处理器通信连接的存储器;所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够执行如第一方面实施例任一项所述的电热熔合设备的控制方法。
40、第三方面,本技术实施例提供了一种电热熔合设备,包括如第二方面实施例所述的控制器。
41、第四方面,本技术实施例提供了一种存储介质,所述存储介质是计算机可读存储介质,所述计算机可读存储介质存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行如第一方面实施例任一项所述的电热熔合设备的控制方法。
42、本技术实施例包括:在利用电热熔合设备加工热熔包装膜时,首先,获取位于上下料区域的第一工位上的重力传感器发送的包装膜重量值;其次,当包装膜重量值稳定不变化,确认在第一工位上完成上料;接着,在完成上料的情况下,控制工位切换装置驱动,令第一工位移动至电热区域、第二工位移动至上下料区域;而后,对位于电热区域的第一工位上的待加工的第一包装膜和第二包装膜进行图像识别判断处理,当判断第一包装膜和第二包装膜均为目标材料,控制升降组件驱动电热组件下降至热压加工位置;接着,获取电热加工信息;最后,在热压加工位置上,根据电热加工信息控制电热组件配合导电圈,对第一包装膜和第二包装膜进行电热压合处理,使第一包装膜和第二包装膜热熔形成包装盒展开面;控制升降组件驱动电热组件回升至初始位置,在第一工位上完成电热压合处理。如此,对包装膜进行自动化热熔加工得到包装盒展开面。即是说,本技术实施例能够对两层包装膜实现自动化热熔组装得到包装盒展开面,提高了制作包装盒展开面的效率。
本文地址:https://www.jishuxx.com/zhuanli/20240617/43777.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。