凹模、模具组件及凹模的制备方法与流程
- 国知局
- 2024-07-08 10:59:54
本发明涉及冲压模具的,具体涉及一种凹模、凹模的制备方法及模具组件。
背景技术:
1、目前,柔性电路板的外形通常由冲压模具冲裁形成,目前的冲裁形状在冲压的过程中会导致被冲裁的废料上冒至凹模的表面,从而会降低电路板的加工良率。
技术实现思路
1、为了克服现有技术的不足,本发明的目的在于提供一种利于解决凹模在冲载过程中产生的真空现象,从而能够减少废料上冒的发生概率的凹模。
2、本申请还提供包括凹模的模具组件,使得模具组件利于减少废料上冒的发生概率的同时,还利于提高使用寿命。
3、本申请还提供凹模的制备方法以加工效率,从而利于降低模具组件的制作成本。
4、为解决上述问题,本发明所采用的技术方案如下:
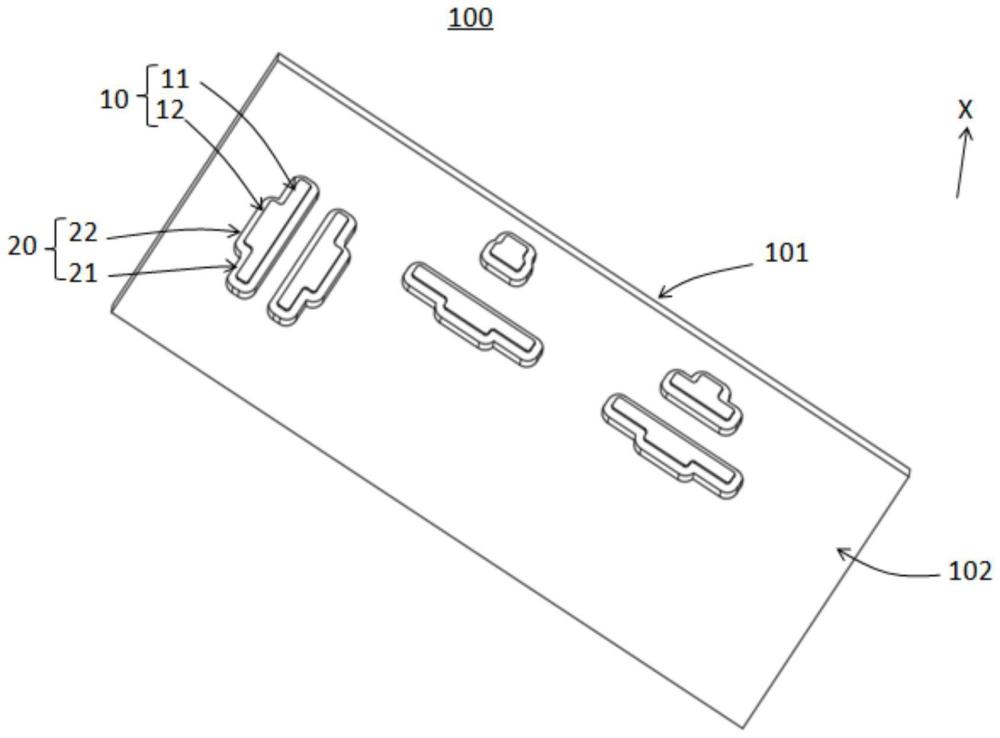
5、一种凹模,具有沿第一方向相对设置的第一端面和第二端面,所述第一端面用于承载待加工件,所述凹模还具有:
6、第一通孔,贯穿所述第一端面,沿所述第一方向观察,所述第一通孔包括平铺连通的第一孔部和第二孔部,所述第二孔部相对所述第一孔部更远离所述待加工件的产品区域;以及
7、第二通孔,沿所述第一方向连通于所述第一通孔且贯穿所述第二端面,沿所述第一方向观察,所述第二通孔包括平铺连通的第三孔部和第四孔部,所述第三孔部相对所述第一孔部设置,所述第四孔部相对所述第二孔部设置;
8、所述第一通孔的孔径小于所述第二通孔的孔径,使得所述第一通孔和所述第二通孔两者的侧壁形成环形台阶结构,所述第一通孔和所述第二通孔均为葫芦孔,所述第二孔部和所述第四孔部均为葫芦孔的小部。
9、在一些可能的实施方式中,所述第一通孔和所述第二通孔共轴设置。
10、本申请还提供一种模具组件,包括凸模和所述的凹模,所述凸模包括:
11、第一部,被配置为设于所述第一孔部和所述第三孔部内;以及
12、第二部,被配置为设于所述第二孔部和所述第四孔部内,所述第一部和所述第二部叠设,沿所述第一方向观察,所述第一部的相对两端凸设于所述第二部以形成两个台阶结构,所述凸模与所述第二通孔的间隙大于所述凸模与所述第一通孔的间隙。
13、在一些可能的实施方式中,沿所述第一方向观察,所述第一孔部、第二孔部、所述第三孔部、所述第四孔部、所述第一部和所述第二部六者的横截面形状均为矩形结构。
14、在一些可能的实施方式中,沿所述第一方向观察,所述第一部和所述第二部的比例关系满足:
15、当所述第一部的长宽比值小于5时,所述第二部的长宽比值为1;
16、当所述第一部的长宽比值大于或等于5*n且小于(n+1)*5时,所述第二部的长宽比值为n+1,n为大于0的自然数。
17、在一些可能的实施方式中,沿所述第一方向观察,所述第一孔部、所述第二孔部、所述第三孔部、所述第四孔部、所述第一部和所述第二部六者均为等尺寸延伸结构。
18、在一些可能的实施方式中,所述第二部的宽度为1.5mm。
19、本申请还提供一种凹模的制备方法,用于制备所述的凹模,包括如下步骤:
20、通过cad软件绘制所述凹模的凹槽图形;
21、通过cam软件将所述凹槽图形转换成可识别的代码;
22、将模板安装于cnc加工设备的夹具内,所述cnc加工设备的钻头在所述模板钻出穿丝孔以形成基板;
23、将所述基板安装于电火花线切割机床,所述电火花线切割机床读入所述cam软件,所述电火花线切割机床的电极丝自所述穿丝孔起并沿所述凹槽图形的轨迹进行切割以形成所述第一通孔和所述第二通孔;
24、清除废料得到凹模。
25、在一些可能的实施方式中,所述电火花线切割机床的加工参数包括:
26、第一放电运行时间为15~25s,第二放电运行时间为35~40s,所述第一放电运行时间的微调量为5~10s,所述第二放电运行时间的微调量为15~20s,放电停止时间为40~60s,电流值为15~25a,放电间距为100~120um,切割速度为5~15mm/min,电极丝的运行速率为15~25mm/min,上喷嘴水压和下喷嘴水压均为100~120mpa,电极丝的张力为6~8g,水质的电导率值为15~20us/cm。
27、相比现有技术,本发明的有益效果在于:
28、第一通孔和第二通孔的结构配合降低凹模的冲压形状的规整性,从而增加了废料与凹模的孔侧壁的摩擦力,解决了凹模在冲载过程中产生的真空现象,从而能够减少废料上冒的发生概率。
29、另外,本申请的模具组件中凸模形成阶梯结构,还利于提高凸模的刚性,从而本申请提供的模具组件利于减少废料上冒的发生概率的同时,还利于提高模具组件的使用寿命。
30、另外,本申请采用电火花线切割机床自穿丝孔沿凹槽图形的轨迹一回切割形成第一通孔和第二通孔以得到凹模,利于提高凹模的加工效率以降低模具组件的制作成本。
31、下面结合附图和具体实施方式对本发明作进一步详细说明。
技术特征:1.一种凹模,具有沿第一方向相对设置的第一端面和第二端面,所述第一端面用于承载待加工件,其特征在于,所述凹模还具有:
2.如权利要求1所述的凹模,其特征在于,所述第一通孔和所述第二通孔共轴设置。
3.一种模具组件,其特征在于,包括凸模和如权利要求1至2中任意一项所述的凹模,所述凸模包括:
4.如权利要求3所述的模具组件,其特征在于,沿所述第一方向观察,所述第一孔部、第二孔部、所述第三孔部、所述第四孔部、所述第一部和所述第二部六者的横截面形状均为矩形结构。
5.如权利要求4所述的模具组件,其特征在于,沿所述第一方向观察,所述第一部和所述第二部的比例关系满足:
6.如权利要求4或5所述的模具组件,其特征在于,沿所述第一方向观察,所述第一孔部、所述第二孔部、所述第三孔部、所述第四孔部、所述第一部和所述第二部六者均为等尺寸延伸结构。
7.如权利要求5所述的模具组件,其特征在于,所述第二部的宽度为1.5mm。
8.一种凹模的制备方法,其特征在于,用于制备如权利要求1至2中任意一项所述的凹模,包括如下步骤:
9.如权利要求8所述的凹模的制备方法,其特征在于,所述电火花线切割机床的加工参数包括:
技术总结本申请提供一种凹模,具有第一端面、第二端面以及相连通的第一通孔和第二通孔,第一端面用于承载待加工件,第一通孔贯穿第一端面,第一通孔包括平铺连通的第一孔部和第二孔部,第二孔部相对第一孔部更远离待加工件的产品区域,第二通孔贯穿第二端面,第二通孔包括平铺连通的第三孔部和第四孔部,第三孔部相对第一孔部设置,第四孔部相对第二孔部设置,第一通孔的孔径小于第二通孔的孔径,第一通孔和第二通孔两者的侧壁形成环形台阶结构,第一通孔和第二通孔均为葫芦孔,第二孔部和第四孔部均为葫芦孔的小部。本申请还提供包括凹模的模具组件以及凹模的制备方法,模具组件利于减少废料上冒的发生概率的同时,还利于提高使用寿命。技术研发人员:蒋锋,孙横闯,杨罗立,韦超明,邓景,何涛,刘勇,孟大伟,徐世良受保护的技术使用者:珠海紫翔自动化技术有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240617/51414.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表