一种高精度修磨背衬轴承的液压锁紧装置的制作方法
- 国知局
- 2024-06-20 15:41:13
本技术涉及背衬轴承加工维修,具体的说是一种高精度修磨背衬轴承的液压锁紧装置。
背景技术:
1、公知常识中,背衬轴承是外圈特别厚的使用时以成组形式被安装在静止的轴上成为支撑辊的轴承。背衬轴承多为多列圆柱滚子轴承,轴承本身要求的精度比较高,尤其是消除径向游隙后内径到外径的断面高度(t值)特别重要。在每根轴上,t值均控制在0.005mm以内,这就要求轴承零件精度必须很高。否则,使用过程中,t值大的轴承承受力较大,容易损坏。
2、目前,背衬轴承的加工工艺一般是内圈按照图纸正常加工,待外圈生产出后,对外圈的外径进行打磨,并测量壁厚,然后根据测量记录进行分组,再将其与内圈配合。这种加工方式生产出的外圈,通常会出现部分外圈因尺寸偏离较大,而无法参与分组的情况,从而需要再次修磨外径,以完成配组。如此操作导致部分轴承反复装卡、多次修磨,其生产效率较低;甚至发生外圈不慎修磨超差的情况,严重影响加工精度。
3、另一方面,背衬轴承在运行使用过程中会逐渐发生各种损伤,例如压扁、压坑等,一般来说,背衬轴承运行时长达到3000小时后,就需要进行重磨维护。传统修磨背衬轴承的方法是把外圈拆下来,单独修磨外圈外径。这种修磨方式使得安装拆卸频繁,修磨工装多次使用后精度降低,影响生产使用。
技术实现思路
1、针对现有技术中存在的上述问题,本实用新型的发明目的在于提供一种高精度修磨背衬轴承的液压锁紧装置,以提高工装使用寿命,减少轴承拆卸安装和修磨次数,防止修磨超差,提高修磨精度,使背衬轴承的维护修磨工作更简单方便。
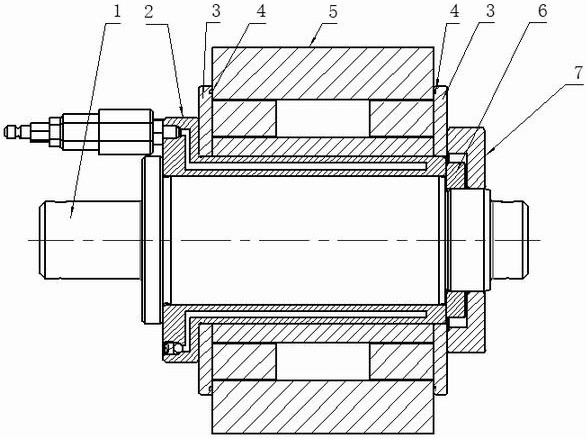
2、为了实现上述发明目的,本实用新型包括芯轴、液压胀紧套、背衬轴承、单向阀;
3、所述液压胀紧套一端套装在芯轴上,另一端经圆螺母与芯轴固定连接,所述液压胀紧套上安装有背衬轴承,背衬轴承两端分别设置有压板,锁紧螺母将所述压板与芯轴固定连接;
4、所述液压胀紧套分别与芯轴、背衬轴承连接,液压胀紧套套体内设有胀紧套油腔,所述胀紧套油腔与液压胀紧套端面外侧的注油口连接;
5、所述液压胀紧套的注油口还与转换接头连接,转换接头上装有单向阀;所述单向阀经快插接头与高压软管一端连接,高压软管另一端经压力表与液压泵连接。
6、进一步地,所述压板与背衬轴承的背衬轴承外圈之间设有防止修磨液进入背衬轴承内部的密封圈;压板套装在液压胀紧套上,分置于背衬轴承两侧;所述压板内径小于背衬轴承的背衬轴承内圈外径,压板外径小于背衬轴承的背衬轴承外圈外径。
7、进一步地,所述密封圈为o型密封圈。
8、进一步地,所述胀紧套油腔位于胀紧套外壁、胀紧套内壁之间,胀紧套油腔沿芯轴轴向环绕均布,所述胀紧套内壁与芯轴轴体接触,胀紧套外壁与背衬轴承内圈接触。
9、进一步地,所述背衬轴承上设有背衬轴承外圈,背衬轴承外圈外径大于压板外径。
10、进一步地,所述液压胀紧套端面上还设有泄油孔,泄油孔与胀紧套油腔连接;泄油孔处装有密封钢球,密封钢球外装有泄压螺钉。
11、进一步地,所述注油口为两组设置,其中之一与转换接头连接,另外一组不用时用密封钢球和堵头堵住。
12、进一步地,所述芯轴一侧设有轴肩,液压胀紧套一端经所述轴肩与芯轴定位;芯轴另一侧设有螺纹,所述圆螺母、锁紧螺母分别经螺纹与芯轴连接固定。
13、进一步地,所述液压泵工作压力为60mpa-80mpa。
14、与现有技术相比,本实用新型的有益效果是:在修磨背衬轴承外套过程中不用对轴承外套进行拆卸,可以整体修磨,避免二次污染和拆装影响轴承精度;利用液压的均匀膨胀的原理,使背衬轴承定位精度更高,修磨效果更好;
15、通过液压泵加压泄压,能精准控制油液压力大小;使用次数高,使用寿命长;相比机械加压,拆装简单,易操作。
技术特征:1.一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:包括芯轴(1)、液压胀紧套(2)、背衬轴承(5)、单向阀(9);
2.根据权利要求1所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述压板(3)与背衬轴承(5)的背衬轴承外圈(22)之间设有防止修磨液进入背衬轴承(5)内部的密封圈(4);压板(3)套装在液压胀紧套(2)上,分置于背衬轴承(5)两侧;所述压板(3)内径小于背衬轴承(5)的背衬轴承内圈(23)外径,压板(3)外径小于背衬轴承(5)的背衬轴承外圈(22)外径。
3.根据权利要求2所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述密封圈(4)为o型密封圈。
4.根据权利要求1所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述胀紧套油腔(15)位于胀紧套外壁(14)、胀紧套内壁(16)之间,胀紧套油腔(15)沿芯轴(1)轴向环绕均布,所述胀紧套内壁(16)与芯轴(1)轴体接触,胀紧套外壁(14)与背衬轴承内圈(23)接触。
5.根据权利要求4所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述背衬轴承(5)上设有背衬轴承外圈(22),背衬轴承外圈(22)外径大于压板(3)外径。
6.根据权利要求1所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述液压胀紧套(2)端面上还设有泄油孔(20),泄油孔(20)与胀紧套油腔(15)连接;泄油孔(20)处装有密封钢球(19),密封钢球(19)外装有泄压螺钉(18)。
7.根据权利要求1所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述注油口(17)为两组设置,其中之一与转换接头(8)连接,另外一组不用时用密封钢球(19)和堵头(21)堵住。
8.根据权利要求1所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述芯轴(1)一侧设有轴肩,液压胀紧套(2)一端经所述轴肩与芯轴(1)定位;芯轴(1)另一侧设有螺纹,所述圆螺母(6)、锁紧螺母(7)分别经螺纹与芯轴(1)连接固定。
9.根据权利要求1所述的一种高精度修磨背衬轴承的液压锁紧装置,其特征在于:所述液压泵(13)工作压力为60mpa-80mpa。
技术总结一种高精度修磨背衬轴承的液压锁紧装置,涉及背衬轴承加工维修技术领域,液压胀紧套一端套装在芯轴上,另一端经圆螺母与芯轴固定连接,液压胀紧套上装有背衬轴承,背衬轴承两端分别设有压板,锁紧螺母将压板与芯轴固定连接,液压胀紧套分别与芯轴、背衬轴承连接,液压胀紧套套体内设胀紧套油腔,胀紧套油腔与注油口连接,注油口还与转换接头连接,转换接头上装单向阀,单向阀经快插接头与高压软管、压力表与液压泵连接。本技术不用对轴承外套拆卸,实现整体修磨,避免二次污染和拆装影响修磨精度,使背衬轴承定位精度高,修磨效果好,通过液压泵加压泄压,精准控制油液压力大小,使用次数高,使用寿命长,拆装简单,易操作。技术研发人员:王锦胜,刘爽,冯攀,黄甡,张树鹏,孙勇,孟令喜,孔超,廖扬州,李文喜受保护的技术使用者:襄阳博亚精工装备股份有限公司技术研发日:20231025技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12422.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表