一种3D打印用球形钴铬合金粉末及其制备方法
- 国知局
- 2024-06-20 15:41:07
本发明属于低氧球形粉末制备,尤其涉及一种3d打印用球形钴铬合金粉末及其制备方法。
背景技术:
1、在医疗领域,钴铬合金常用于制备牙冠及各种体内植入物,如髋骨、心血管支架等。根据钴铬合金成型件的制备方法,可以分为增材制造法和铸造法。增材制造制备钴铬合金相较于传统铸造法具有零件快速一体成型、产品复杂性和设计自由度高和节省原材料等优势,所得到的产品成型精度更高。但是在增材制造过程中,金属粉末原材料的氧含量是一个关键因素,氧含量过高很有可能导致打印过程中成分不均匀,产生偏析,极大影响成型件的力学性能,进而导致产品在生产过程中成品率低等问题。
2、目前,市场上增材制造用钴铬合金粉末主要采用气雾化方法制备,此方法对金属粉末的粒度要求≤63mm,而气雾化法对此粒度范围的粉末收粉率较低。
3、喷雾造粒可用来制备近球形粉末颗粒,且具有控制粉末粒径的优势,射频等离子球化可以使粉末更加致密,球形度更高。而喷雾造粒所需要的原料粉末粒径较小,粉末粒径越小,粉末的氧含量越高,尤其对于cr粉,从制备方法来看,细铬粉的氧含量极容易升高。因此还需对喷雾造粒得到的造粒粉进行降氧处理。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提出一种3d打印用球形钴铬合金粉末及其制备方法,采用喷雾造粒-脱氧烧结-等离子球化的技术路线,得到低氧球形钴铬合金粉末,其粉末球形度高、流动性好、松装密度高,性能优,适合大规模推广应用。
2、本发明的目的是通过如下措施来实现的:一种3d打印用球形钴铬合金粉末,由以下重量份数的原料粉组成:cr:260~300份,w:40~70份,mo:40~70份,si:6~12份,co:560~640份,碳源50~140份,粘结剂溶液410~820份。
3、上述的一种3d打印用球形钴铬合金粉末,所述碳源为柠檬酸、葡萄糖、果糖的一种或多种。
4、上述的一种3d打印用球形钴铬合金粉末,所述粘结剂溶液为聚乙烯醇、聚乙烯亚胺、聚丙烯酰胺的一种或多种。
5、上述的的3d打印用球形钴铬合金粉末的制备方法,包括以下步骤:
6、s1:准备原料,称取以下重量份数的原料粉:cr:260~300份,w:40~70份,mo:40~70份,si:6~12份,co:560~640份,碳源50~140份,粘结剂溶液410~820份,备用;
7、s2:将s1备好的cr粉、w粉、mo粉、si粉、co粉、碳源依次加入至粘结剂溶液中,通过球磨制得均质的混合浆料,混合浆料经喷雾干燥后得到造粒粉末;
8、s3:将s2制得的造粒粉末置于高温炉当中,抽真空后充入惰性气体,在惰性气体气氛中进行原位脱氧烧结,经脱氧烧结后得到烧结造粒粉末;
9、s4:将s3制得的烧结造粒粉末进行射频等离子球化处理,后经水超声清洗,再置于真空烘箱中烘干,得到球形钴铬合金粉末。
10、上述的3d打印用球形钴铬合金粉末的制备方法,步骤s1中原料粉的粒径均≤5mm。
11、上述的3d打印用球形钴铬合金粉末的制备方法,步骤s2中混合浆料的具体制备方法是将原料粉与粘结剂溶液混合,以200~300r/min的速度搅拌15~25h,获得均质的混合浆料,混合浆料的固含量范围为60%~70%。
12、上述的3d打印用球形钴铬合金粉末的制备方法,步骤s2中喷雾干燥过程中进风温度200~240℃,出风温度100~130℃,喷雾造粒机的雾化器转速为6000~10000r/min。
13、上述的3d打印用球形钴铬合金粉末的制备方法,步骤s3中使加入的碳源与其他粉末进行原位还原反应,得到低氧烧结造粒粉,高温炉室温升至600~700℃,升温时间70~200min,保温4~5h;在烧结过程中压力维持在0.1mpa,高温炉需配备真空泵,抽真空后炉内气压需低于500pa,充入惰性气体后炉内压力维持在0.1mpa。
14、上述的3d打印用球形钴铬合金粉末的制备方法,步骤s4中射频等离子球化功率为60~80kw,送粉速率20~50g/min,载气2~10slm,边气70~130slm,中气3~20slm。
15、得到球形钴铬合金粉末氧含量≤800ppm,松装密度≥4.5g/cm3,流动性≤15s/50g。
16、本发明所述碳源的加入量以所加入碳的质量分数为准,当碳源中碳的质量分数加入量<2%时,会发生金属粉末中的氧未反应完全,导致最终粉末氧含量过高而不达标;当碳源中碳的质量分数加入量>5%,会发生加入的碳含量过高,导致最终粉末碳含量过高而不达标。
17、本发明的有益效果:
18、1、本发明以微米级co、cr、mo、w、si以及碳源粉末为原料,加入粘结剂溶液通过球磨制备浆料,浆料经喷雾干燥后,可得到近球形造粒粉末。
19、2、本发明在喷雾造粒的原料粉中加入碳源,结合脱氧烧结过程,使得造粒粉在烧结过程中发生原位还原反应,在粉末烧结致密化的同时,原料粉的氧含量得到初步的降低。
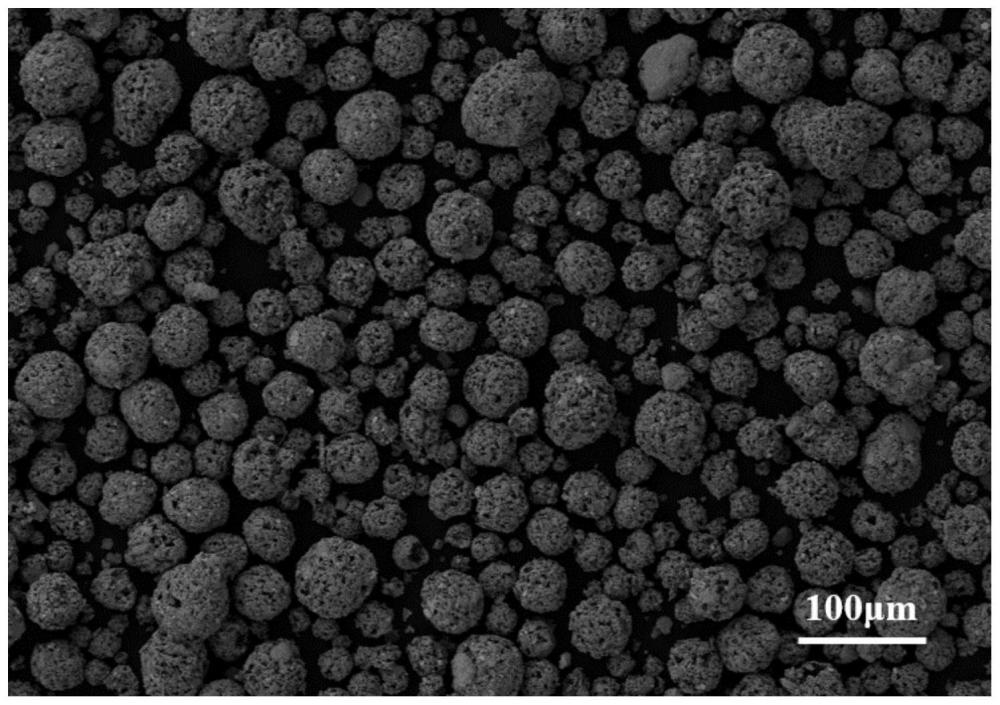
20、3、本发明得到的烧结造粒粉进行等离子球化处理,利用气体电离产生等离子体炬的高温将造粒粉末加热至熔化后,在表面张力的作用下形成球形,所得的球化粉末实现原料粉的合金化,且球化率和球形度高、杂质含量低。
21、4、在等离子球化过程中,整体粉末粒径会缩小,粉末颗粒存在孔隙中的氧会逸出,同时一些杂质元素也会在高温的作用下发生蒸发现象,因此在这个过程中,粉末的o、c元素的含量会进一步降低
技术特征:1.一种3d打印用球形钴铬合金粉末,其特征在于:由以下重量份数的原料粉组成:cr:260~300份,w:40~70份,mo:40~70份,si:6~12份,co:560~640份,碳源50~140份,粘结剂溶液410~820份。
2.根据权利要求1所述的一种3d打印用球形钴铬合金粉末,其特征在于:所述碳源为柠檬酸、葡萄糖、果糖的一种或多种。
3.根据权利要求1或2所述的一种3d打印用球形钴铬合金粉末,其特征在于:所述粘结剂溶液为聚乙烯醇、聚乙烯亚胺、聚丙烯酰胺的一种或多种。
4.一种如权利要求1所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:包括以下步骤:
5.根据权利要求4所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:步骤s1中原料粉的粒径均≤5mm。
6.根据权利要求5所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:步骤s2中混合浆料的具体制备方法是将原料粉与粘结剂溶液混合,以200~300r/min的速度搅拌15~25h,获得均质的混合浆料,混合浆料的固含量范围为60%~70%。
7.根据权利要求6所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:步骤s2中喷雾干燥过程中进风温度200~240℃,出风温度100~130℃,喷雾造粒机的雾化器转速为6000~10000r/min。
8.根据权利要求7所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:步骤s3中高温炉室温升至600~700℃,升温时间70~200min,保温4~5h;在烧结过程中压力维持在0.1mpa,高温炉需配备真空泵,抽真空后炉内气压需低于500pa,充入惰性气体后炉内压力维持在0.1mpa。
9.根据权利要求8所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:步骤s4中射频等离子球化功率为60~80kw,送粉速率20~50g/min,载气2~10slm,边气70~130slm,中气3~20slm。
10.根据权利要求9所述的3d打印用球形钴铬合金粉末的制备方法,其特征在于:步骤s4中得到球形钴铬合金粉末氧含量≤800ppm,松装密度≥
技术总结本发明属于低氧球形粉末制备技术领域,尤其涉及一种3D打印用球形钴铬合金粉末及其制备方法,采用喷雾造粒‑脱氧烧结‑等离子球化的技术路线,得到低氧球形钴铬合金粉末,其粉末球形度高、流动性好、松装密度高,性能优,适合大规模推广应用。技术研发人员:郝振华,舒永春,何季麟,黄晗冰,马如龙,王培,刘洋受保护的技术使用者:郑州大学技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/12418.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表