一种轮毂侧打孔工装的制作方法
- 国知局
- 2024-06-20 15:53:50
本技术涉及轮毂制造领域,尤其涉及一种轮毂侧打孔工装。
背景技术:
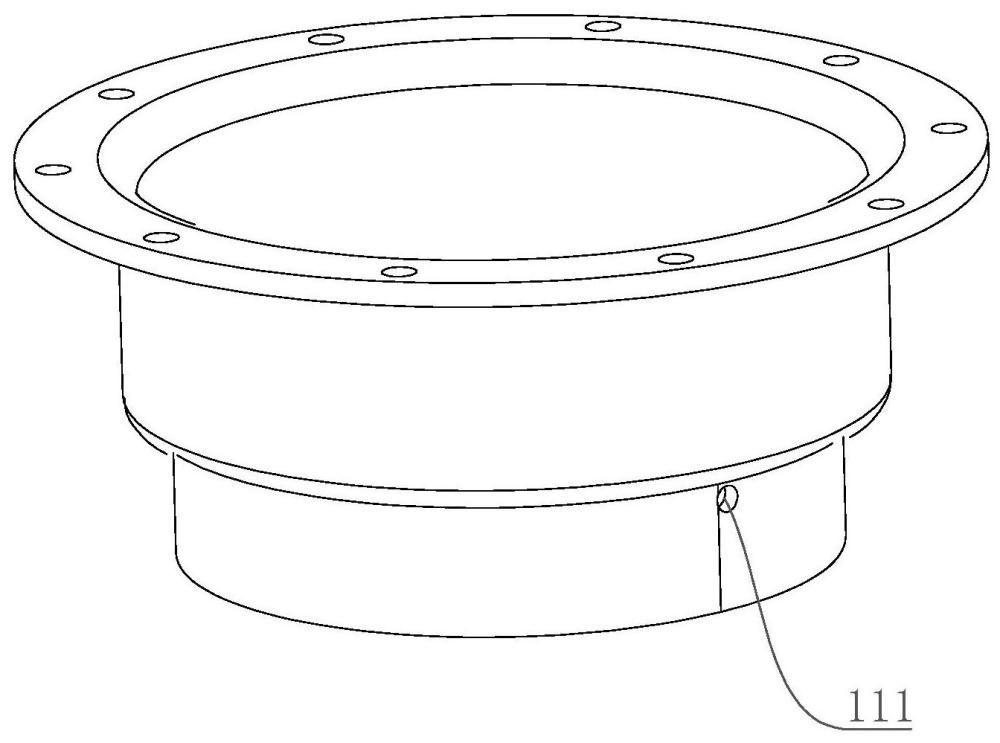
1、图1所示为一汽车轮毂结构,该轮毂的侧部设有多个通孔111,该轮毂的成型需要经过冲压和打孔两个步骤成型,即先通过模具将金属板料进行冲压,获得轮毂形状的半成品轮毂,再通过打孔设备在半成品轮毂侧部进行打孔,完成轮毂加工。为了方便半成型轮毂打孔,提高打孔效率,本领域技术人员设计开发来用于半成品轮毂打孔的工装。
技术实现思路
1、本实用新型的目的在于提供一种结构简单、打孔效率高的轮毂侧打孔工装。
2、为达到以上目的,本实用新型采用的技术方案为:一种轮毂侧打孔工装,包括载物台和上下活动的冲压模,所述载物台上设有中心定位结构、支撑结构和冲孔装置,所述中心定位结构包括定位凸台,所述支撑结构包括多个定位柱,多个定位柱围绕所述定位凸台布置,所述冲孔装置包括多个用于冲孔的冲头,多个所述冲头围绕所述定位凸台布置,且所述冲头的一端面向所述定位凸台,所述冲压模与所述冲孔装置连接,所述冲压模向下运动推动所述冲头朝向所述定位凸台运动。
3、与现有技术相比,本实用新型的优点在于:结构简单:该工装包括载物台和上下活动的冲压模,以及中心定位结构、支撑结构和冲孔装置。这些部件的布置相互配合,使得工装的结构简单明了。高效打孔:冲孔装置包括多个用于冲孔的冲头,冲头围绕定位凸台布置,且冲头的一端面向定位凸台。当冲压模向下运动时,推动冲头朝向定位凸台运动,实现对轮毂半成品的快速打孔,提高打孔效率。精准定位:中心定位结构包括定位凸台和支撑结构中的多个定位柱,这些定位柱围绕定位凸台布置。通过定位凸台和定位柱的相互配合,可以实现对轮毂半成品的精准定位,确保打孔的准确性和一致性。综上所述,本实用新型的轮毂侧打孔工装结构简单、打孔效率高,能够提高轮毂制造过程中半成品的加工效率和质量。
4、在本实用新型的一些实施例中,所述定位凸台可拆卸连接在所述载物台上,所述定位凸台上设有多个第一孔位,所述定位凸台的侧部设有多个倒圆结构。
5、在本实用新型的一些实施例中,多个所述定位柱呈三角布置,相邻两个定位柱之间的夹角为120°。
6、在本实用新型的一些实施例中,所述定位柱上端部设有台阶,所述定位柱下端与所述载物台可拆卸连接,所述定位柱设有前后贯穿的第二孔位,所述第二孔位朝向所述定位凸台。
7、在本实用新型的一些实施例中,所述定位凸台上设有方柱,所述方柱插接在所述定位凸台中心。
8、在本实用新型的一些实施例中,所述支撑结构与所述定位凸台之间预留第一间隙。
9、在本实用新型的一些实施例中,所述冲孔装置与所述定位凸台之间预留第二间隙。
10、在本实用新型的一些实施例中,所述冲孔装置还包括滑块和滑座,所述冲压模包括压杆,所述滑块活动设置在所述滑座被,所述滑块的一端连接所述冲头,所述滑块的另一端连接所述压杆,所述压杆与所述滑块通过斜面连接,所述冲压模带动所述压杆向下运动,所述压杆推动所述滑块上的冲头朝向所述定位凸台运动。
技术特征:1.一种轮毂侧打孔工装,其特征在于:包括载物台和上下活动的冲压模,所述载物台上设有中心定位结构、支撑结构和冲孔装置,所述中心定位结构包括定位凸台,所述支撑结构包括多个定位柱,多个定位柱围绕所述定位凸台布置,所述冲孔装置包括多个用于冲孔的冲头,多个所述冲头围绕所述定位凸台布置,且所述冲头的一端面向所述定位凸台,所述冲压模与所述冲孔装置连接,所述冲压模向下运动推动所述冲头朝向所述定位凸台运动。
2.根据权利要求1所述的一种轮毂侧打孔工装,其特征在于:所述定位凸台可拆卸连接在所述载物台上,所述定位凸台上设有多个第一孔位,所述定位凸台的侧部设有多个倒圆结构。
3.根据权利要求1所述的一种轮毂侧打孔工装,其特征在于:多个所述定位柱呈三角布置,相邻两个定位柱之间的夹角为120°。
4.根据权利要求3所述的一种轮毂侧打孔工装,其特征在于:所述定位柱上端部设有台阶,所述定位柱下端与所述载物台可拆卸连接,所述定位柱设有前后贯穿的第二孔位,所述第二孔位朝向所述定位凸台。
5.根据权利要求2所述的一种轮毂侧打孔工装,其特征在于:所述定位凸台上设有方柱,所述方柱插接在所述定位凸台中心。
6.根据权利要求1所述的一种轮毂侧打孔工装,其特征在于:所述支撑结构与所述定位凸台之间预留第一间隙。
7.根据权利要求1所述的一种轮毂侧打孔工装,其特征在于:所述冲孔装置与所述定位凸台之间预留第二间隙。
8.根据权利要求1所述的一种轮毂侧打孔工装,其特征在于:所述冲孔装置还包括滑块和滑座,所述冲压模包括压杆,所述滑块活动设置在所述滑座被,所述滑块的一端连接所述冲头,所述滑块的另一端连接所述压杆,所述压杆与所述滑块通过斜面连接,所述冲压模带动所述压杆向下运动,所述压杆推动所述滑块上的冲头朝向所述定位凸台运动。
技术总结本技术公开了一种轮毂侧打孔工装,涉及轮毂制造领域,该轮毂侧打孔工装结构简单、打孔效率高。该轮毂侧打孔工装包括载物台和上下活动的冲压模,载物台上设有中心定位结构、支撑结构和冲孔装置,中心定位结构包括定位凸台,支撑结构包括多个定位柱,多个定位柱围绕定位凸台布置,冲孔装置包括多个用于冲孔的冲头,多个冲头围绕定位凸台布置,且冲头的一端面向定位凸台,冲压模与冲孔装置连接,冲压模向下运动推动冲头朝向定位凸台运动。技术研发人员:徐开浪,徐景涛受保护的技术使用者:宁波九润机械有限公司技术研发日:20230823技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/12868.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表