建筑材料加工用金刚石激光锯片及其制作方法与流程
- 国知局
- 2024-06-20 16:01:19
本发明涉及金刚石工具,具体涉及一种建筑材料加工用金刚石激光锯片及其制作方法,该锯片应用于铸铁件、钢筋、槽钢、钢筋混凝土或混凝土等建筑材料加工。
背景技术:
1、随着现代化工业不断发展,各种钢材在机械制造、城镇化建设、交通设施等各行各业中大量被应用,这给钢材料加工提供了广阔市场。在当今加工领域,钢铁材料切割作业依然依靠传统的树脂切割片完成。但是树脂切割片存在强度低、切割寿命非常短、安全性能低、切割时产生的树脂粉尘对环境造成很大污染等诸多缺点,因此寻找一种高效、长寿命、环保新型切割工具势在必行。
2、普通金刚石切割锯片在加工钢材料时会产生散热和排屑困难,基体受热变形,刀头脱落,切割时胎体受热变软导致金刚石把持不住从而丧失切割能力,无法满足切割要求。
3、综上,亟需开发出一种刀头结合力高、不易变形、散热性能好的适用于建筑材料特别是钢铁材料切割的加工工具。
技术实现思路
1、针对现有技术中存在的上述不足之处,本发明的目的在于提供一种建筑材料加工用金刚石激光锯片及其制作方法,以解决当今市场树脂切割片加工钢材过程中效率低、污染大、寿命短问题,本发明锯片大大降低加工成本,并提高加工效率,避免了环境污染。
2、为实现上述目的,本发明所采用的技术方案如下:
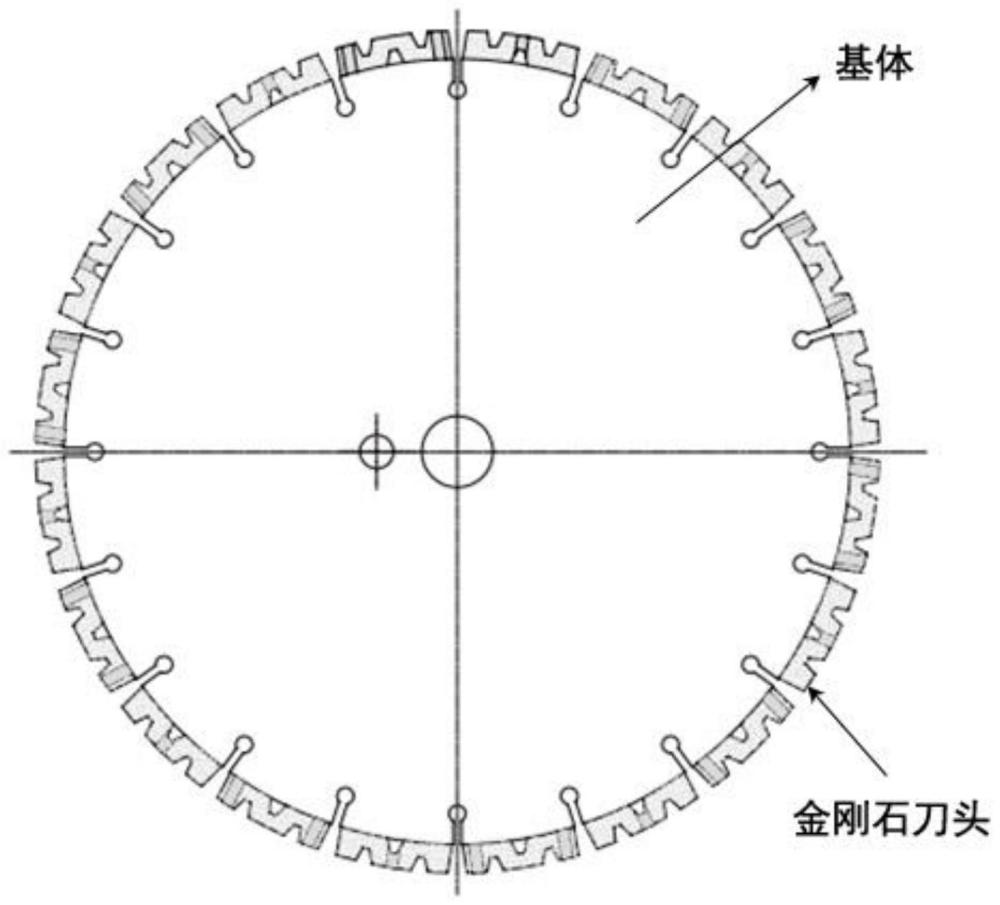
3、一种建筑材料加工用金刚石激光锯片,包括圆板状锯片基体和基体边缘均匀布置的多个金刚石刀头,其中:所述锯片基体采用热处理的30crmo合金钢,其硬度在hrc35-39之间;所述金刚石刀头由刀头结合剂与金刚石颗粒组成,所述刀头结合剂采用fe-cu-co-w合金材料,金刚石刀头中金刚石含量为10-20%。
4、所述刀头结合剂是以fecuco合金粉与w粉为原料,经热压烧结后获得;所述原料中fecuco占70-90wt.%,wo粉为余量。
5、所述刀头结合剂中的制备原料中,fecuco合金的化学成分为:fe40-50%,cu28-32%,co22-28%。
6、所述金刚石颗粒为强度30~35公斤、粒度30/40的人造金刚石单晶;金刚石颗粒表面采用真空镀覆工艺包覆一层nicr合金层。
7、该金刚石激光锯片中,每个金刚石刀头的外侧弧形面(垂直于圆形表面的侧面)上开有两个梯形散热槽,内侧弧形面中间位置开有一个梯形散热槽;每个金刚石刀头的两侧平面上开有1-2个排屑槽;相邻两个金刚石刀头之间所对应的基体外周位置上开有排泄槽。
8、该金刚石激光锯片的制作方法包括如下步骤:
9、(1)基体加工:
10、选取30crmo板材,按图纸要求激光切割后先进行淬火处理,再进行回火处理使硬度达到hrc35-39之间;经平面和外圆磨光,最后整平去应力,获得锯片基体;
11、(2)金刚石真空镀覆:取强度30-35公斤、粒度30/40的金刚石和nicr合金粉混合后放入真空炉中,在820-850℃保温100-150分钟,保温完成后取出镀覆金刚石;
12、(3)混料:将fecuco合金粉、2000目w粉和镀覆金刚石按所需比例称量后,倒入混料机中混4个小时,保证混合均匀,得到混合粉料;
13、(4)刀头烧结:将步骤(3)中的混合粉料装入石黑模具中,放入热压机中烧结,烧结温度880-930℃,压力320-370kg/cm2,保温2-5分钟,自然冷却;
14、(5)激光焊接:将基体和刀头放入laws1200型自动激光焊接机中,调整相应参数后进行激光焊接,随后进行连接强度检测;
15、(6)锯片开刃:将车加工后锯片固定于锯片开刃机中,使用60#砂轮开刃使金刚石充分暴露,检验后包装入库。
16、上述步骤(1)中,淬火温度850-875℃,回火温度450-470℃。
17、上述步骤(2)中,金刚石与nicr合金粉的重量比例为1:(0.1-1),nicr合金粉中ni含量为20-50wt.%,其余为cr。
18、上述步骤(5)中,激光焊接工艺参数为:采用co2激光器,激光光斑直径0.25-0.45mm,激光功率1000-1150w,焊接速度1.0-1.5m/min,离焦量-1mm,偏移量0.1-0.2mm;保护气体为氩气。
19、本发明的优点和有益效果如下:
20、1、本发明金刚石激光锯片产品采用30crmo材料为基体,经特定热处理使硬度达hrc37-39,保证基体切割受热不变形。
21、2、本发明采用特定激光焊接工艺保证切割时刀头不脱落,刀头形状采用散热孔和排屑槽设计,保证切割时散热排屑,避免锯片切割产生高温。
22、3、本发明金刚石刀头胎体采用特定配比的fe-cu-co-w合金材料,保证切割时高热红硬性和对金刚石高把持力,采用金刚石表面真空镀覆nicr合金层使金刚石切割时不易从胎体脱落,保证切割速度和寿命。
23、4、本发明产品相对传统树脂切割片具有高寿命,高效率,高安全性,环保等优点。
技术特征:1.一种建筑材料加工用金刚石激光锯片,其特征在于:该金刚石激光锯片包括圆板状锯片基体和基体边缘均匀布置的多个金刚石刀头,其中:所述锯片基体采用热处理的30crmo合金钢,其硬度在hrc35-39之间;所述金刚石刀头由刀头结合剂与金刚石颗粒组成,所述刀头结合剂采用fe-cu-co-w合金材料,金刚石刀头中金刚石含量为10-20wt.%。
2.根据权利要求1所述的建筑材料加工用金刚石激光锯片,其特征在于:所述刀头结合剂是以fecuco合金粉与w粉为原料,经热压烧结后获得;所述原料中fecuco占70-90wt.%,wo粉为余量。
3.根据权利要求1所述的建筑材料加工用金刚石激光锯片,其特征在于:所述刀头结合剂中的制备原料中,fecuco合金的化学成分为:fe40-50%,cu28-32%,co22-28%。
4.根据权利要求1所述的建筑材料加工用金刚石激光锯片,其特征在于:所述金刚石颗粒为强度30~35公斤、粒度30/40的人造金刚石单晶;金刚石颗粒表面采用真空镀覆工艺包覆一层nicr合金层。
5.根据权利要求1所述的建筑材料加工用金刚石激光锯片,其特征在于:每个金刚石刀头的外侧弧形面(垂直于圆形表面的侧面)上开有两个梯形散热槽,内侧弧形面中间位置开有一个梯形散热槽;每个金刚石刀头的两侧平面上开有1-2个排屑槽;相邻两个金刚石刀头之间所对应的基体外周位置上开有排泄槽。
6.根据权利要求1-5任一所述的建筑材料加工用金刚石激光锯片的制作方法,其特征在于:该金刚石激光锯片的制作方法包括如下步骤:
7.根据权利要求6所述的建筑材料加工用金刚石激光锯片的制作方法,其特征在于:步骤(1)中,淬火温度850-875℃,回火温度450-470℃。
8.根据权利要求6所述的建筑材料加工用金刚石激光锯片的制作方法,其特征在于:步骤(2)中,金刚石与nicr合金粉的重量比例为1:(0.1-1),nicr合金粉中ni含量为20-50wt.%,其余为cr。
9.根据权利要求6所述的建筑材料加工用金刚石激光锯片的制作方法,其特征在于:步骤(5)中,激光焊接工艺参数为:采用co2激光器,激光光斑直径0.25-0.45mm,激光功率1000-1150w,焊接速度1.0-1.5m/min,离焦量-1mm,偏移量0.1-0.2mm;保护气体为氩气。
技术总结本发明公开了一种建筑材料加工用金刚石激光锯片及其制作方法,属于金刚石工具技术领域。该金刚石激光锯片包括圆板状锯片基体和基体边缘均匀布置的多个金刚石刀头,其中:所述锯片基体采用热处理的30CrMo合金钢,其硬度在HRC35‑39之间;所述金刚石刀头由刀头结合剂与金刚石颗粒组成,所述刀头结合剂采用Fe‑Cu‑CO‑W合金材料,金刚石刀头中金刚石含量为10‑20wt.%。本发明锯片由高强度合金钢基体和高性能金属结合剂,经过镀覆处理的高强度金刚石,采用先进激光焊接工艺生产而成,保证加工时胎体把持力和高温红硬性。金刚石通过真空镀覆工艺,保证金刚石和胎体结合牢固,切割过程中防止脱落。技术研发人员:邱瑜铭,肖双喜受保护的技术使用者:江苏锋泰工具有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13118.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表