一种螺旋焊管设备切管车的自动离合装置的制作方法
- 国知局
- 2024-06-20 16:11:57
本技术涉及螺旋焊管加工,特别是涉及一种螺旋焊管设备切管车的自动离合装置。
背景技术:
1、切管车是螺旋焊管设备中的一个重要工序,它负责根据客户要求的长短对螺旋缝焊管进行切断,切管车是一种从动装置没有自己的动力,当螺旋缝焊管到达设置长度时限位器会给切管车的气缸发出信号,此时切管车的气缸会作用到螺旋缝焊管底部,从而实现切管车和螺旋缝焊管同步运动并切断;
2、然而现有的切管车在实际应用的过程中每切断一支钢管,切管车就要往复运动一次,每完成一次往复运动后,切管车必须回到零位才能保证下一支钢管的要求长度,而在每天的工作周期内这种往复运动要达到几十次甚至上百次,存在着易发生切管车回不到零位的情况,从而导致钢管切断,影响设备切管质量的技术问题。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种螺旋焊管设备切管车的自动离合装置,能解决在螺旋缝焊管生产中因切管车回零不到位和操作人员麻痹大意所造成钢管切短的技术问题。
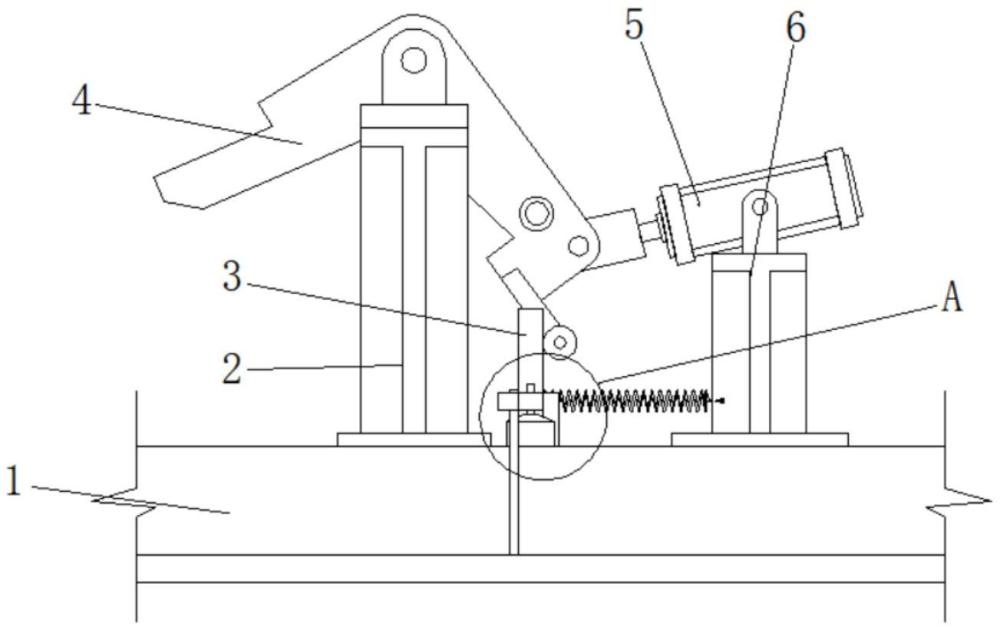
2、为解决上述技术问题,本实用新型提供如下技术方案:一种螺旋焊管设备切管车的自动离合装置,包括后桥桥体,所述后桥桥体顶部的一侧设置有第一支架,所述后桥桥体顶部的另一侧设置有第二支架,所述第一支架的顶部活动铰接有推动臂,所述第二支架的顶部活动铰接有切管车气缸,所述后桥桥体顶部第一支架和第二支架之间的前端设置有旋转柱,所述旋转柱的顶端设置有旋转臂,所述后桥桥体顶部的前端设置有定位柱,所述后桥桥体顶部旋转柱的后端设置有限位块,所述旋转臂一侧的后端设置有定位拉簧。
3、作为本实用新型的一种优选技术方案,所述旋转臂呈“l”字形,所述旋转臂另一侧的前端呈三角形。
4、作为本实用新型的一种优选技术方案,所述第一支架和第二支架处于同一垂直平面,所述切管车气缸的一端和推动臂的一侧活动铰接。
5、作为本实用新型的一种优选技术方案,所述旋转臂另一侧的前端勾接在定位柱的外部。
6、作为本实用新型的一种优选技术方案,所述旋转臂可以旋转柱为中心旋转,且旋转臂平行于后桥桥体顶面。
7、作为本实用新型的一种优选技术方案,所述定位拉簧的一侧勾接在第二支架一侧的底部,且定位拉簧平行于后桥桥体顶面。
8、与现有技术相比,本实用新型能达到的有益效果是:
9、1、通过设置有切管车气缸、推动臂、旋转臂、旋转柱、定位拉簧以及定位柱,在使用时当切管车回到零位时旋转臂另一侧前端三角形顶端触碰定位柱并沿三角形斜面运动,同时通过定位拉簧的作用实现自动勾合,此时切管车回零完毕,不会因为后桥的摆动而移位,当钢管长度达到设置长度时就会触碰限位器开关,随即限位器传给切管车气缸信号,收到信号的切管车气缸推动推动臂向前推动旋转臂以旋转柱为中心逆时针转动,使旋转臂脱离定位柱,此时切管车和钢管同步运动,进行切断,从而有效的防止在螺旋缝焊管生产中切管车回零不到位和操作人员麻痹大意导致钢管切断,确保切管车的切管质量;
10、2、通过设置有定位拉簧和限位块,在使用时利用定位拉簧将旋转臂与第二支架进行连接,并且将限位块设置在后桥桥体顶面旋转臂的一侧,通过定位拉簧和限位块可对旋转臂进行定位,确保装置能稳定精准的控制切管车自动离、合进行切管作业。
技术特征:1.一种螺旋焊管设备切管车的自动离合装置,包括后桥桥体(1),其特征在于:所述后桥桥体(1)顶部的一侧设置有第一支架(2),所述后桥桥体(1)顶部的另一侧设置有第二支架(6),所述第一支架(2)的顶部活动铰接有推动臂(4),所述第二支架(6)的顶部活动铰接有切管车气缸(5),所述后桥桥体(1)顶部第一支架(2)和第二支架(6)之间的前端设置有旋转柱(8),所述旋转柱(8)的顶端设置有旋转臂(3),所述后桥桥体(1)顶部的前端设置有定位柱(7),所述后桥桥体(1)顶部旋转柱(8)的后端设置有限位块(9),所述旋转臂(3)一侧的后端设置有定位拉簧(10)。
2.根据权利要求1所述的一种螺旋焊管设备切管车的自动离合装置,其特征在于:所述旋转臂(3)呈“l”字形,所述旋转臂(3)另一侧的前端呈三角形。
3.根据权利要求1所述的一种螺旋焊管设备切管车的自动离合装置,其特征在于:所述第一支架(2)和第二支架(6)处于同一垂直平面,所述切管车气缸(5)的一端和推动臂(4)的一侧活动铰接。
4.根据权利要求1所述的一种螺旋焊管设备切管车的自动离合装置,其特征在于:所述旋转臂(3)另一侧的前端勾接在定位柱(7)的外部。
5.根据权利要求1所述的一种螺旋焊管设备切管车的自动离合装置,其特征在于:所述旋转臂(3)可以旋转柱(8)为中心旋转,且旋转臂(3)平行于后桥桥体(1)顶面。
6.根据权利要求1所述的一种螺旋焊管设备切管车的自动离合装置,其特征在于:所述定位拉簧(10)的一侧勾接在第二支架(6)一侧的底部,且定位拉簧(10)平行于后桥桥体(1)顶面。
技术总结本技术公开了一种螺旋焊管设备切管车的自动离合装置,包括后桥桥体,所述后桥桥体顶部的一侧设置有第一支架。通过设置有切管车气缸、推动臂、旋转臂、旋转柱、定位拉簧以及定位柱,在使用时当切管车回到零位时旋转臂另一侧前端三角形顶端触碰定位柱并沿三角形斜面运动,同时通过定位拉簧的作用实现自动勾合对回零切管车进行固定,当钢管长度达到设置长度时通过限位器传给切管车气缸信号,收到信号的切管车气缸推动推动臂向前推动旋转臂以旋转柱为中心逆时针转动,使旋转臂脱离定位柱,此时切管车和钢管同步运动,进行切断,从而有效的防止在螺旋缝焊管生产中切管车回零不到位和操作人员麻痹大意导致钢管切断,确保切管车的切管质量。技术研发人员:史文良,张浩受保护的技术使用者:河北天翔昊冶金设备制造有限公司技术研发日:20231118技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13416.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表