一种提高高精度机床高速切削精确度的方法及装置
- 国知局
- 2024-06-20 16:32:00
本发明涉及高精度机床,具体涉及一种提高高精度机床高速切削精确度的方法及装置。
背景技术:
1、高精度机床的重复定位精度可达0.005mm,被广泛应用于航空、汽车等领域。
2、目前,提高机床精确度的方法包括:
3、(1)从机械调整方面来提高数控车床加工的精度
4、调整机床主轴、床身、还有镶条等结构方面,使车床满足加工精度要求,提高数控车床加工的精度,在工作过程中也要定时监控,并且要不断优化调整。这是提高数控车床加工精度最简单便利的方式,但是需要员工不时的进行检查及调整。
5、(2)硬件补偿
6、通过调整或改变数控机床机械零部件的部分尺寸和相互位置,达到减小或抵消误差的效果。在加工过程中发现加工误差产生变化以后,需根据误差变化量确定相关机械零部件的相关尺寸,并重新制作零部件或调整其相互位置以补偿相应误差。由此可见,硬件补偿属于机械式的静态补偿方式,其灵活性、经济性较差,难以有效应对随机性误差。
7、高精度机床在加工过程中,刀头在电机带动下高速切削工件,达到一定速度会发生谐振;同时,刀头长时间连续高速工作易发生热变形。刀头谐振和热变形均会对高精度机床的切削精确度带来不利影响。为此,需要及时发现刀头问题并调整运行参数,以减小高精度机床高速切削时谐振和热变形对加工精确度的影响。现有的提高机床精确度的方法无法满足此需求。
技术实现思路
1、发明目的:本发明的目的是提供一种能够减小高精度机床高速切削时谐振和热变形对加工精确度影响,从而提高高精度机床高速切削精确度的方法及装置。
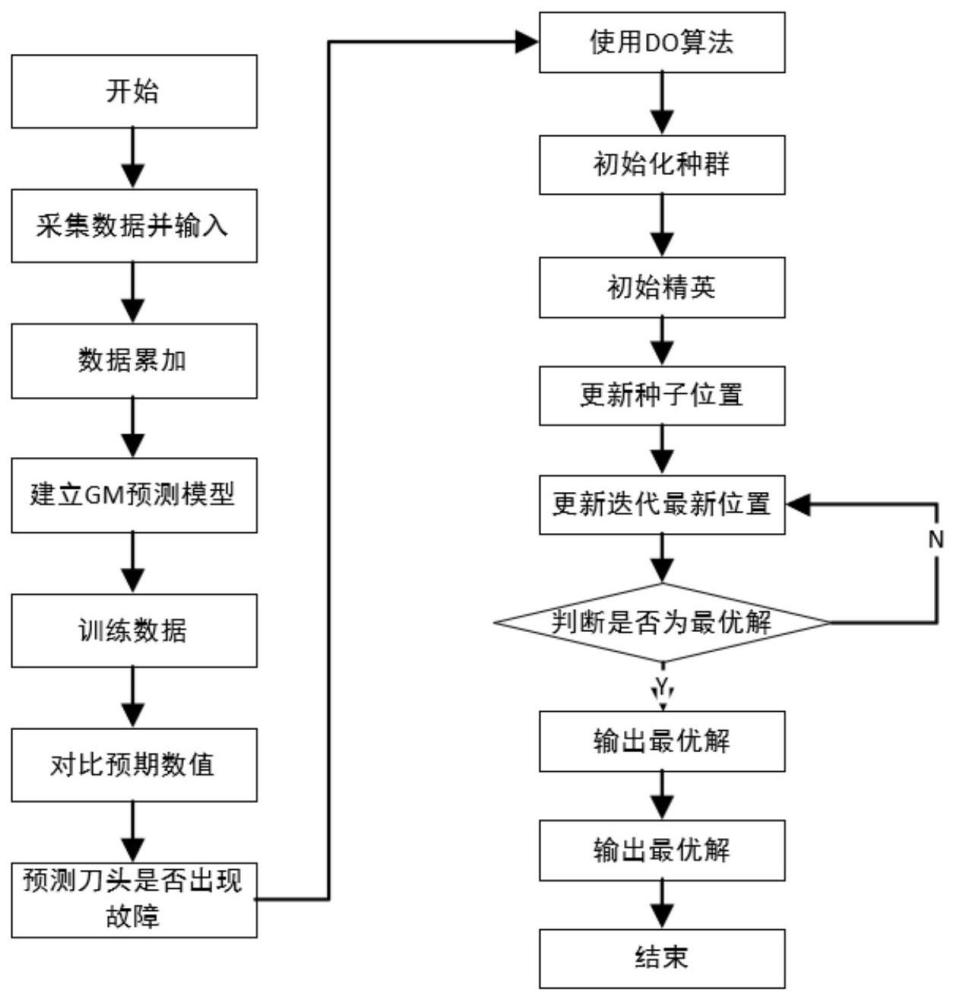
2、技术方案:本发明所述的提高高精度机床高速切削精确度的方法,包括:
3、(1)获取机床切削中心的监测数据,包括切削过程中的振动数据、温度数据、刀头转速数据、工件转速数据和废屑质量数据,建立时间序列数据集;
4、(2)构建gm预测模型并训练、验证,将监测数据输入经训练并验证通过的gm预测模型,获取预测数据;将预测的振动和温度参数与理论切削参数进行对比,若不匹配,则认定刀头将发生故障,进入步骤(3);
5、(3)以切削误差最小为目标,通过do算法寻找最佳的切削参数组合,切削参数组合包括主轴转速和刀架转速;利用最佳的切削参数组合控制机床,避免刀头谐振与热变形。
6、进一步地,步骤(2)包括:构建gm预测模型:
7、收集的原始数据序列为:
8、x(0)={x(0)(1),x(0)(2),x(0)(3),...,x(0)(n)}
9、其中,n为连续变量;
10、对x(0)进行一阶累加,生成列为:
11、x(1)={x(1)(2),x(1)(3),...,x(1)(n)}
12、生成x(1)的紧邻均值数列:
13、z(1)={z(1)(2),z(1)(3),...,z(1)(n)}
14、
15、时刻k=2,3,…,n;z(0)(k)为白化背景值;
16、根据灰色系统理论,对x(1)建立关于t的白化微分方程gm:
17、x(0)(k)+az(1)(k)=b
18、其中,a是发展系数,b是灰作用量,z(1)(k)是白化背景值,x(0)(k)是灰导数,且x(0)(k)=d(k)=x(1)(k)-x(1)(k-1);
19、带入n值可得:
20、引入矩阵向量记号:
21、其中,u为发展系数和灰作用量的转置矩阵,y为非负数据列,b为紧邻均值生成数列;
22、从而,gm预测模型可表示为:y=bu。
23、进一步地,步骤(2)还包括:训练gm预测模型:
24、使用采集的历史数据集,对gm预测模型进行训练;训练过程中,利用最小二乘法求a,b的值:
25、
26、对于gm预测模型的灰微分方程,如果将时刻k=2,3,…,n视为连续变量t,则之前的x(1)视为时间t函数,得到gm预测模型灰微分方程对应的白化微分方程:
27、
28、得到预测值:
29、
30、进一步地,步骤(2)还包括:验证和评估gm预测模型:
31、训练完成后,对gm预测模型进行验证和评估;将一部分历史数据作为验证集,用于评估gm预测模型的预测准确度;
32、通过级比来判断是否可以建立gm预测模型:
33、
34、其中,x(0)(k)为原始序列;
35、当计算的级比均落在可覆盖区间x内时,则可以对数列x(0)建立gm预测模型,并进行gm预测,可覆盖区间x:
36、进一步地,步骤(3)包括:
37、do算法在迭代过程中,通过计算和评估目标函数的适应度值进行粒子更新,目标函数为:
38、m=ξδa+χδq 0.025<m<0.17
39、
40、其中,m为切削误差,δa为谐振误差,δq为热变形误差,ξ为谐振发生的概率,χ为热变形发生的概率;当m的值不在设定区间内,则认定刀头将发生谐振、热变形,此时可根据δa和δq及对应的区间,进一步确定刀头出现谐振,还是热变形,或是同时出现;
41、ρ1为主轴转速,vf为切削速度,d为刀头直径,hr为工件的洛氏硬度,n为机床正常工作时的预期振幅,z为材料平均线膨胀系数,l为瞬时温度,l0为初始温度,kc为切削力系数,为切削角度,ρ2为刀架转速,h为进给量,c为工件比热容,m为废屑质量,ψ1、ψ2、ε为系数。
42、进一步地,通过do算法寻找最佳的切削参数组合包括如下的步骤:
43、s1、初始化种群,随机生成一组初始解作为种群,每个解表示一组切削参数的取值;do在种群初始化的基础上进行种群进化和迭代优化;在提出的do算法中,假设每个蒲公英种子代表一个候选解,其种群表示为:
44、
45、其中,pop表示种群数量,dim表示问题变量的维数;每个候选解在给定问题的上界和下界之间随机生成,第i个体xi的表达式为:
46、xi=rand×(ub-lb)+lb
47、其中,rand表示0和1之间的随机数,lb和ub如下所示:
48、lb=[lb1,…,lbdim]
49、ub=[ub1,…,ubdim]
50、在初始化过程中,do将切削误差、谐振误差、热变形误差作为适应度值最优的个体作为初始精英,认为这是蒲公英种子最适合生长的位置;
51、初始精英个体xelite的数学表达式为:
52、fbest=min(f(xi))
53、xelite=x(find(fbest=f(xi)))
54、其中,find()表示具有相等值的两个索引;
55、s2、更新蒲公英种子位置:分为两种情况:
56、第一种情况:在晴天,风速可被视为具有对数正态分布lny~n(μ,σ2),在这种分布下,随机数沿y轴分布更为均匀,这增加了蒲公英种子传播到遥远地区的机会;因此,do在该情况下中强调探索;在搜索空间中,蒲公英种子被风随机吹到各个位置;蒲公英种子的上升高度由风速决定;风越大,蒲公英飞得越高,种子撒得越远;受风速的影响,蒲公英种子上方的漩涡不断被调整,使其呈螺旋状上升;在这种情况下对应的数学表达式为:
57、xt+1=xt+α*vx*vy*lny*(xs-xt)
58、其中,xt表示第t次迭代时蒲公英种子的位置,即第n次迭代后振动数据、温度数据、转速数据、废屑质量数据;xs表示第t次迭代时搜索空间中随机选择的位置,do算法在区域内随机寻找振动数据、温度数据、转速数据、废屑质量数据,随机生成位置的表达式如下:
59、xs=rand(1,dim)*(ub-lb)+lb
60、iny表示服从μ=0和σ2=1的对数正态分布,其数学表达式为:
61、
62、其中,y表示标准正态分布n(0,1);
63、α是用于调整搜索步长的自适应参数,数学表达式为:
64、
65、其中,rand()表示[0,1]之间随机数,t表示最大迭代次数;
66、vx和vy表示蒲公英由于涡流分离作用产生的升力系数,公式如下:
67、
68、xt+1=xt*k
69、其中,θ是[-π,π]之间的随机数;k用于调节蒲公英的局部搜索域;
70、第二种情况:在下雨天时,由于空气阻力、湿度等因素,蒲公英种子不能随风上升;在这种情况下,蒲公英种子是在局部邻域开发的,在此情况下,do算法只是在局部区间内寻找最佳的振动数据、温度数据、转速数据、废屑质量数据,对应的数学表达式为:
71、
72、k=1-rand()*q
73、其中,k用于调节蒲公英的局部搜索域;
74、综上,振动数据、温度数据、转速数据、废屑质量数据的位置更新公式为:
75、
76、randn是服从标准正态分布的随机数;
77、s3、更新迭代最新位置:蒲公英种子在上升到一定距离后逐渐下降,do算法在寻找振动数据、温度数据、转速数据、废屑质量数据时到达区域边缘,开始返回之前位置,再次探寻最优值;do中采用布朗运动来模拟蒲公英的运动轨迹;由于布朗运动在每次变化时服从正态分布,使得个体在迭代更新过程中容易遍历更多的搜索区域,提高了算法搜索速度;为了反映振动数据、温度数据、转速数据、废屑质量数据搜索的稳定性,采用上升阶段后的平均位置信息,这有利于整个种群向有希望的区域发展;对应的数学表达式为:
78、xt+1=xt-α*βt*(xmean_t-α*βt*xt)
79、其中,βt表示服从正态分布的布朗运动随机数;xmean_t表示第t次迭代时振动数据、温度数据、转速数据、废屑质量数据的平均位置,表达式如下:
80、
81、s4、确定最优解:随着算法对数据的不断寻优,得到的是振动数据、温度数据、转速数据、废屑质量数据最优解的附近位置;为了精确地收敛到全局最优,搜索利用当前的振动数据、温度数据、转速数据、废屑质量数据最优解,在他们的附近位置加以利用;随着种群的进化,最终可以找到全局主轴转速和刀架转速的最优解;对应的数学表达式如下:
82、xt+1=xelite+levy(λ)*α*(xelite-xt*δ)
83、其中,xelite表示第t次迭代蒲公英种子的最优位置,即主轴转速和刀架转速的最优解,levy(λ)为使用下面计算的莱维飞行函数:
84、
85、其中,s是值为0.01的常数,w和t均为[0,1]间的随机数,β是[0,2]的随机数,σ的数学表达式为:
86、
87、δ是[0,2]之间的线性递增函数:
88、
89、s5、终止条件判断:判断终止条件是否满足,达到最大迭代次数或达到预设的精度要求。如果终止条件满足,则算法结束,返回最优解;否则,返回进行下一次迭代。
90、进一步地,步骤s4还包括:
91、为了提高算法全局搜索能力,引入最优邻域扰动策略,将最优位置的附近随机搜索一遍,找到一个更佳的主轴转速和刀架转速。
92、进一步地,最优位置产生随机扰动,增加其对附近空间的搜索,邻域扰动公式为:
93、
94、其中,为生成的新位置;rand1和rand2为[0,1]之间均匀产生的随机数;x*(t)是蒲公英的最优位置;
95、对于寻找到的振动数据、温度数据、转速数据、废屑质量数据最优解附近的邻域位置,用如下公式判断是否保留,公式如下:
96、
97、其中,f(x)为位置x的适应值,如果本次寻找到的振动数据、温度数据、转速数据、废屑质量数据最优解比上一次寻找到的最优解好,则替换上一次寻找到的最优解,使其成为全局最优,否则,保留上一次寻找到的最优解。
98、本发明所述的提高高精度机床高速切削精确度的装置,包括:
99、监测模块,用于获取机床切削中心的监测数据,包括切削过程中的振动数据、温度数据、刀头转速数据、工件转速数据和废屑质量数据;
100、分析处理模块,用于根据监测数据,通过经训练并验证通过的gm预测模型,获取预测数据,将预测的振动和温度参数与理论切削参数进行对比,判断刀头是否将发生故障;当刀头将发生故障,则以切削误差最小为目标,通过do算法寻找最佳的切削参数组合,切削参数组合包括主轴转速和刀架转速;
101、以及,控制模块,用于利用最佳的切削参数组合控制机床,避免刀头谐振与热变形。
102、进一步地,监测模块包括电感式振动传感器、红外温度传感器、刀架转速传感器、主轴转速传感器和废屑质量传感器。
103、有益效果:本发明与现有技术相比,具有如下显著优点:
104、本发明利用机床监测数据,通过gm预测模型预测刀头在高速切削时是否将发生谐振或/和热变形,在发生谐振或/和热变形前,通过do算法寻找最佳主轴转速、刀架转速用于控制机床,防患于未然,从而减小高精度机床高速切削时谐振和热变形对加工精确度的影响,减小加工误差,保证机床的连续正常运行。
本文地址:https://www.jishuxx.com/zhuanli/20240618/13709.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表