一种多筋铝轮辋的气门芯钻孔工装的制作方法
- 国知局
- 2024-06-20 16:35:00
本技术属于轮辋加工定位,具体为一种多筋铝轮辋的气门芯钻孔工装。
背景技术:
1、在车轮(轮辋)的生产过程中,给车轮钻气门孔是其中必不可少的一个重要工序。车轮气门孔的精度对后续轮胎气门芯的装配非常重要。
2、目前为了保证加工的精度,会为轮毂设计装夹工装,用于对轮辋进行定位,参照公告号为cn210059875u的中国专利,具体公开了一种车轮气门孔的钻孔工装,包括机座、钻孔装置、动力装置以及定位装置,定位装置包括夹紧装置,夹紧装置包括压板和定位装夹块,在定位装夹块上设置有凹部,与车轮轮辋内侧的凸部配合,能够对放置在定位装夹块上的车轮进行周向定位。
3、申请人在实际使用中发现,目前市场上还有部分多筋铝轮辋产品,因辐条间间距小,当采用以上装夹方式时,就需要使用到小尺寸的装夹块,在将装夹块直接通过螺栓安装在钻孔机座上后,由于尺寸变小导致整体的承载力也变小,在使用时,经常需要对装夹块进行更换,影响工作效率的同时,还增加了整体的制造成本。
技术实现思路
1、为克服现有技术的缺点,本实用新型目的在于提供一种多筋铝轮辋的气门芯钻孔工装。
2、本实用新型采用的技术方案如下:一种多筋铝轮辋的气门芯钻孔工装,包括用于定位多筋铝轮辋的装夹工装,所述装夹工装包括下安装板以及装夹块,其中:所述装夹块的底部凸出形成有安装凸面,所述下安装板上端凹陷形成有满足插设所述安装凸面的凹槽;所述装夹块的宽度与多筋铝轮辋的辐条间距相同,所述装夹块的上端面向内凹陷形成有限位腔,所述限位腔的长度与多筋铝轮辋的厚度相同。
3、在一优选的实施方式中,所述凹槽的一侧在所述下安装板上开设有若干个螺纹孔,若干个所述螺纹孔均螺纹安装有锁紧螺丝,用于锁定所述安装凸面在凹槽内的位置。
4、在一优选的实施方式中,所述装夹块的中心贯穿开设有通孔,所述下安装板上贯穿开设有与所述通孔处于同一竖向直线的第二通孔。
5、在一优选的实施方式中,所述下安装板的一侧一体成型有固定板,所述固定板上开设有至少为两个的腰形槽。
6、在一优选的实施方式中,所述限位腔的两端设有倾斜的斜面。
7、在一优选的实施方式中,所述装夹块整体为尼龙材料制成。
8、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
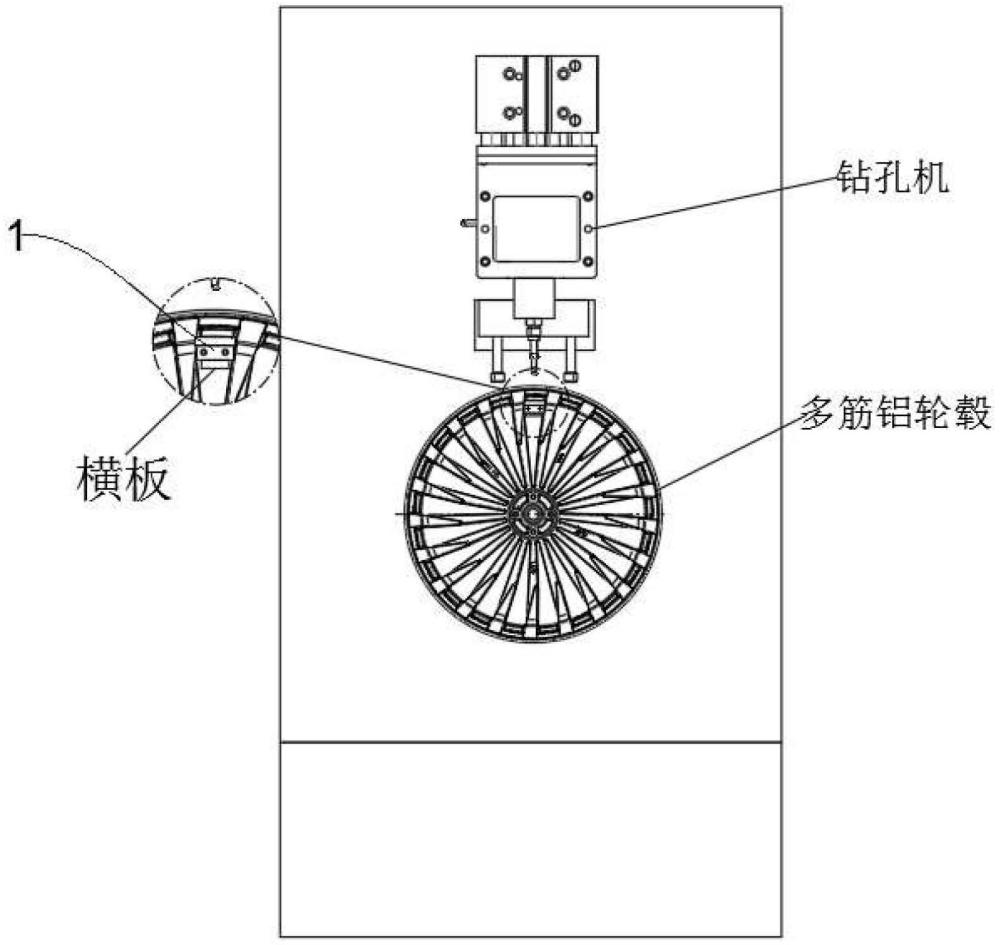
9、1.本实用新型中,将装夹块安装在平放的下安装板上,然后将安装板固定在钻孔机座上平放的横板上,此时通过下安装板可以对装夹块辅助承托,能够提升工装底座的承载能力的同时,还能减少对装夹块的损伤,从而可以减少需要维护的频次,在提高工作效率的同时,还能减少维护成本。
10、2.本实用新型中,设计的装夹块的宽度和长度分别与辐条间距和多筋铝轮辋的厚度相同,使得能够对多筋铝轮辋进行辅助装夹定位,从而可以提高钻孔的精度,同时扩充工装的适用性范围,满足流水线上快速切换产品,在针对于不同形状的铝轮辋进行钻孔时,只需要对应更换对应类型的装夹工装即可。
11、3.本实用新型中,下安装板采用钢制材料,装夹块采用尼龙材料,下安装板做辅助承托,装夹块与铝轮辋直接接触,在保证承载强度的同时,还能防止钻气门孔时造成碰划伤。
技术特征:1.一种多筋铝轮辋的气门芯钻孔工装,包括用于定位多筋铝轮辋的装夹工装,其特征在于:所述装夹工装包括下安装板以及装夹块,其中:
2.如权利要求1所述的一种多筋铝轮辋的气门芯钻孔工装,其特征在于:所述凹槽的一侧在所述下安装板上开设有若干个螺纹孔,若干个所述螺纹孔均螺纹安装有锁紧螺丝,用于锁定所述安装凸面在凹槽内的位置。
3.如权利要求1所述的一种多筋铝轮辋的气门芯钻孔工装,其特征在于:所述装夹块的中心贯穿开设有通孔,所述下安装板上贯穿开设有与所述通孔处于同一竖向直线的第二通孔。
4.如权利要求1所述的一种多筋铝轮辋的气门芯钻孔工装,其特征在于:所述下安装板的一侧一体成型有固定板,所述固定板上开设有至少为两个的腰形槽。
5.如权利要求1所述的一种多筋铝轮辋的气门芯钻孔工装,其特征在于:所述限位腔的两端设有倾斜的斜面。
6.如权利要求1所述的一种多筋铝轮辋的气门芯钻孔工装,其特征在于:所述装夹块整体为尼龙材料制成。
技术总结本技术公开了一种多筋铝轮辋的气门芯钻孔工装,包括用于定位多筋铝轮辋的装夹工装,所述装夹工装包括下安装板以及装夹块。本技术将装夹块安装在平放的下安装板上,然后将安装板固定在钻孔机座上平放的横板上,此时通过下安装板可以对装夹块辅助承托,能够提升工装底座的承载能力,其次以上设计的装夹块的宽度和长度分别与辐条间距和多筋铝轮辋的厚度相同,使得能够对多筋铝轮辋进行辅助装夹定位,针对于其他轮毂形状可对应设计相对尺寸的装夹工装,扩充工装的适用性范围,满足流水线上快速切换产品;同时装夹块采用尼龙材料,防止钻气门孔时造成碰划伤,在保证承载能力的同时,还能保证加工的精度。技术研发人员:邱显亮,廖宗凯,邱洪星受保护的技术使用者:广东万丰摩轮有限公司技术研发日:20231114技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13815.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表