一种锻件冷碾后直接精磨的工艺方法与流程
- 国知局
- 2024-06-20 16:41:31
本发明涉及轴承锻造的,具体涉及一种锻件冷碾后直接精磨的工艺方法。
背景技术:
1、在生产加工深沟球类轴承内外圈产品时,其工艺方法多采用锻件加工成仿形退火后,再粗车进行冷碾再进行精车加工,但是,目前这种工艺在冷碾工序要求对锻件的留量较大,需要锻造尽量仿形,再进行精车加工,一方面造成了大量材料的浪费,导致加工成本较高,另一方面精车加工时间长,导致效率不高,影响交付工期;并且在冷辗过程中锻件变形大,容易造成后序工件制造质量不良。因此,本申请提出对锻件冷辗工艺进行改进。
技术实现思路
1、本发明所要解决的技术问题在于,针对现有技术的上述不足,提出一种锻件冷碾后直接精磨的工艺方法。
2、为实现其目的,本发明采用以下技术方案:
3、一种锻件冷碾后直接精磨的工艺方法,包括以下步骤:
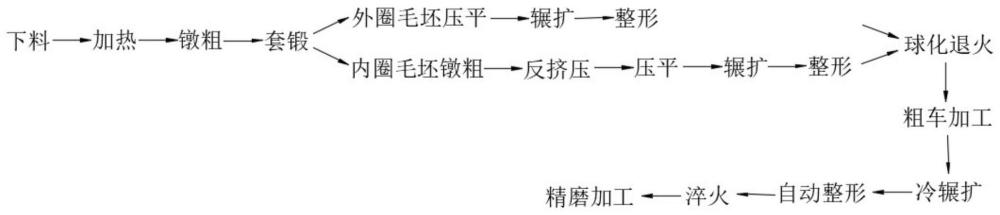
4、s1、下料,将钢材采用下料设备在低温下切割得到料段;
5、s2、加热,将将料段放入中频炉进行均匀加热;
6、s3、镦粗,把加热料段放在压力设备上进行镦粗,得到料饼;
7、s4、套锻,将料饼通过压力设备进行套切,分离得到外圈毛坯和内圈毛坯两部分;
8、s5、外圈预成型步骤,包括:
9、s5.1、外圈压平,将外圈毛坯放置在压力设备进行压平;
10、s5.2、外圈辗扩,将压平的外圈毛坯采用辗扩机进行扩孔;
11、s5.3、外圈整形,扩孔完成后将外圈毛坯放置在整形设备上进行整形;
12、s6、内圈预成型步骤,包括:
13、s6.1、内圈镦粗,将内圈毛坯放置在压力设备上进行镦粗;
14、s6.2、内圈反挤压,将镦粗后的内圈毛坯放置在反挤压设备上进行反挤压;
15、s6.3、内圈压平,再将内圈毛坯放置在压力设备进行压平;
16、s6.4、内圈辗扩,将压平的内圈毛坯采用辗扩机进行扩孔;
17、s6.5、内圈整形,扩孔完成后将内圈毛坯放置在整形设备上进行整形;
18、s7、球化退火,将s5、s6得到外圈毛坯和内圈毛坯分别进行球化退火;
19、s8、粗车加工,再分别对外圈毛坯和内圈毛坯表面进行粗车加工;
20、s9、冷辗扩,经过粗车加工后的外圈毛坯和内圈毛坯送入冷辗机在常温下进行辗压、塑性成形;
21、s10、自动整形,将冷辗扩后的外圈毛坯和内圈毛坯通过自动整形设备进行自动整形,保证尺寸均匀;
22、s11、淬火,然后将整形完成的外圈毛坯和内圈毛坯放入盐浴炉进行淬火;
23、s12、精磨加工,再对外圈毛坯和内圈毛坯进行精磨加工,最后得到外圈成品和内圈成品。
24、作为优选的,所述加热步骤中对料段的加热温度为1100℃~1150℃。
25、作为优选的,所述球化退火步骤中,先将外圈毛坯和内圈毛坯加热至800℃~815℃,保温4~6h,再较快冷至720℃~750℃,并等温保持5~8h,使奥氏体转变为珠光体,然后出炉空冷至室温。
26、作为优选的,所述冷辗扩步骤中采用的是urwa型冷辗机,辗扩时间为6s~9s,辗压力在70kn~100kn。
27、作为优选的,所述淬火步骤中,盐浴炉的温度为820℃~850℃,加热系数为0.8~1.2min/mm;然后再采用低温回火消除应力,温度为175℃~185℃。
28、本发明的有益效果:
29、本发明的一种锻件冷碾后直接精磨的工艺方法,主要应用于深沟球类轴承内外圈的加工,通过套锻分离得到的外圈毛坯和内圈毛坯,分别进行压平、辗扩、整形等工艺过程,获得小于成品尺寸比例的锻件形状,退火后锻件粗车,粗车后的锻件经过冷碾、整形获得与成品近似的尺寸和形状,冷碾后的产品不必精车直接进行淬火、精磨加工,可以有效的减少加工余量,达到近净成形技术,提高了材料利用率,节约资源,冷辗后增加了自动整形步骤,对产生变形的锻件自动整形,保证锻件的形状以及尺寸均匀。
技术特征:1.一种锻件冷碾后直接精磨的工艺方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种锻件冷碾后直接精磨的工艺方法,其特征在于,所述加热步骤中对料段的加热温度为1100℃~1150℃。
3.根据权利要求1所述的一种锻件冷碾后直接精磨的工艺方法,其特征在于,所述球化退火步骤中,先将外圈毛坯和内圈毛坯加热至800℃~815℃,保温4~6h,再较快冷至720℃~750℃,并等温保持5~8h,使奥氏体转变为珠光体,然后出炉空冷至室温。
4.根据权利要求1所述的一种锻件冷碾后直接精磨的工艺方法,其特征在于,所述冷辗扩步骤中采用的是urwa型冷辗机,辗扩时间为6s~9s,辗压力在70kn~100kn。
5.根据权利要求1所述的一种锻件冷碾后直接精磨的工艺方法,其特征在于,所述淬火步骤中,盐浴炉的温度为820℃~850℃,加热系数为0.8~1.2min/mm;然后再采用低温回火消除应力,温度为175℃~185℃。
技术总结本发明公开了一种锻件冷碾后直接精磨的工艺方法,包括以下步骤:下料,加热,镦粗,套锻,外圈压平,外圈辗扩,外圈整形,内圈镦粗,内圈反挤压,内圈压平,内圈辗扩,内圈整形,球化退火,粗车加工,冷辗扩,自动整形,淬火,精磨加工,最后得到外圈成品和内圈成品。该工艺方法在锻件冷碾后不必精车直接进行淬火、精磨加工,可以有效的减少加工余量,达到近净成形技术,提高了材料利用率,节约资源,还缩短了加工时长,提高生产效率,避免影响交付工期。技术研发人员:刘殿兵,李金贵,柏松,胡计勇受保护的技术使用者:河北鑫泰轴承锻造有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/14060.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。