一种用于组装输液器配件的方法和设备与流程
- 国知局
- 2024-06-20 16:41:39
本发明涉及医疗耗材的制造设备,具体而言涉及一种用于组装输液器配件的组装方法和设备
背景技术:
1、输液器配件中滴斗导管组件的组装是较为重要的环节,现有的滴斗导管组件的组装技术,普遍采用工作台上载具循环供料的方式实现持续的供料,在机架上设置首尾相接的输料轨道并通过输送轨道上的若干载具循环,将滴斗导管组件由进料端输送到出料端从而起到满料供应和缓冲存料的作用,再从出料端抓取滴斗导管组件组装到输液器中。该种设计需要较大的工作台面积、结构较为复杂、整体成本也高,还需要上料时对滴斗导管组件的朝向有特定的要求,人工补料效率低操作繁琐。
技术实现思路
1、本发明的目的是针对现有技术存在的上述问题,提出了一种用于组装输液器配件的方法。它所解决的是现有滴斗导管组组装的人工补料效率低,制造成本高的技术问题。
2、本发明的目的可通过下列技术方案来实现:
3、一种用于组装输液器配件的方法,包括以下步骤:
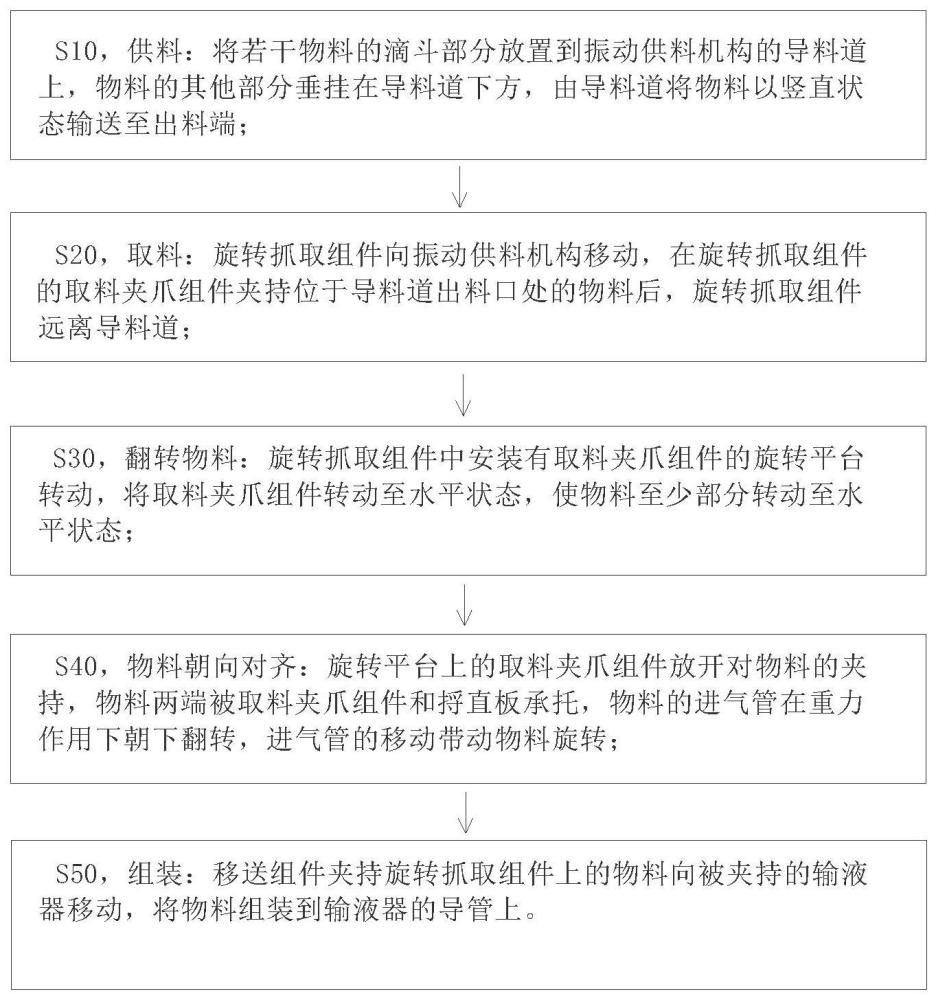
4、s10,供料:将若干物料的滴斗部分放置到振动供料机构的导料道上,物料的其他部分垂挂在导料道下方,由导料道将物料以竖直状态输送至出料端;
5、s20,取料:旋转抓取组件向振动供料机构移动,在旋转抓取组件的取料夹爪组件夹持位于导料道出料口处的物料后,旋转抓取组件远离导料道;
6、s30,翻转物料:旋转抓取组件中安装有取料夹爪组件的旋转平台转动,将取料夹爪组件转动至水平状态,使物料至少部分转动至水平状态;
7、s40,物料朝向对齐:旋转平台上的取料夹爪组件放开对物料的夹持,物料两端被取料夹爪组件和捋直板承托,物料的进气管在重力作用下朝下翻转,进气管的移动带动物料旋转;
8、s50,组装:移送组件夹持旋转抓取组件上的物料向被夹持的输液器移动,将物料组装到输液器的导管上。
9、本技术采用将滴斗导管组件的滴斗放置在导料道中,导管部分垂挂在外的方式通过振动供料,在满足满料和存料的基础上还可以大大缩小供料结构的体积和成本,再通过抓取物料后使滴斗导管组件处于水平状态时放开对滴斗导管组件的夹持,滴斗导管组件因进气管重力具有一个翻转的趋势,从而带动了整个滴斗导管组件产生旋转。该方案满足了滴斗导管组件朝向自动对齐,无需人工补料时确定每个滴斗导管组件的朝向,大大提高了人工补料的效率。
10、在上述的一种用于组装输液器配件的方法中,所述s20取料步骤中还包括以下步骤:
11、s21,定位滴斗:取料夹爪组件中的承托件接触物料的滴斗部分后继续向物料方向移动一定距离,使承托件挤压滴斗并通过承托件朝向导料道一侧上设置的仿形槽对滴斗定位,取料夹爪组件夹持被定位的物料。
12、本技术采用将滴斗导使承托件整个挤压并定位滴斗,在承托件朝向滴斗的一面有仿形槽,仿形槽对滴斗挤压使滴斗长度方向上贴合仿形槽后,取料夹爪组件夹持滴斗的两侧,防止因为滴斗倾斜有一侧未夹持到。
13、在上述的一种用于组装输液器配件的方法中,所述s20取料步骤中还包括以下步骤:
14、s22,分离:在旋转抓取组件远离导料道一定距离后,分离升降组件的压杆在旋转抓取组件和振动供料机构之间从上往下移动,将旋转抓取组件上的物料和振动供料机构上的物料完全分隔开。
15、本技术采用压杆在旋转抓取组件远离导料道移动距离后进行升降动作,将旋转抓取组件上和振动供料机构上的物料存在的缠绕分开,避免了因物料之间缠绕导致拉扯损坏。
16、在上述的一种用于组装输液器配件的方法中,所述s20取料步骤之后还包括以下步骤:
17、s23,搓料:当取料夹爪组件的数量是导料道的数量的数倍时,取料夹爪组件沿多个取料夹爪组件排布方向移动,使相邻的另一个取料夹爪组件对准导料道的出料口,再重复s20步骤直至所有取料夹爪组件都夹持物料。
18、本技术采用搓料的方式将多个取料夹爪组件对应一个导料道,这样可以减少导料道和振动器的数量,降低整个供料系统的成本,另外扩大了导料道之间的间距使人工补料时操作更便捷。
19、在上述的一种用于组装输液器配件的方法中,所述s30之后还包括以下步骤:
20、s31,捋直:旋转平台转动后,滑动设置在旋转平台上的捋直板在捋直气缸的带动下远离取料夹爪组件移动,物料的导管被捋直板的v型槽牵引成直线状。
21、本技术采用捋直板取料时靠近取料夹爪组件,翻转后捋直板远离取料夹爪组件。这样设置取料时捋直板因靠近滴斗,即使滴斗导管组件在导料道上有些歪斜,导管不会偏移太多距离,会卡在捋直板上的v型槽上。在翻转到水平状态后,捋直板远离带动导管伸直,避免了导管偏移过大导致无法被v型槽限位。
22、在上述的一种用于组装输液器配件的方法中,所述s40取料之后还包括以下步骤:
23、s41,分隔:分隔件一在捋直板远离取料夹爪组件的一侧,且在相邻两物料之间从上向下移动,将相邻的物料完全分隔开。
24、本技术采用在两个物料之间用分隔件一从上往下移动,将相邻两个物料的进气管分隔开,解决了进气管翻转时缠绕在一起的情况。
25、在上述的一种用于组装输液器配件的方法中,所述s50组装步骤中还包括以下步骤:
26、s51,调整物料间距:移送组件将物料向输液器移动的过程中,先将物料放置于中转变距组件,由中转变距组件将位于其变距载具上的物料进行间距调整,间距调整完成后移送组件再夹持物料向输液器移送。
27、本技术采用在移送的过程中先调整物料的间距再组装的方式,这样可以让前几个步骤中相邻导料道和相邻取料夹爪组件之间留出足够的间距,降低了相邻物料发生缠绕的情况。
28、在上述的一种用于组装输液器配件的方法中,所述s50组装步骤中还包括以下步骤:
29、s52,组装到位:在将物料初步组装到输液器的导管上后,移送组件中夹持滴斗靠近输液器一侧的组装导向夹上移避让,夹持滴斗远离输液器一侧的组装滴斗夹继续推动物料完成组装,直至组装尺寸达到要求。
30、本技术采用在滴斗和输液器的导管的组装过程中先经过导向件初步将导管插入滴斗中,然后导向件避让开推动滴斗将导管继续插入直至需要的尺寸,这样避免因露出一定长度的导管较软,无法精准组装的问题。
31、本发明的另一个目的是针对现有技术存在的上述问题,提出了一种适用上述的一种用于组装输液器配件的方法的设备,它所解决的是提高滴斗导管组件的人工补料效率。
32、一种用于组装输液器配件的设备中,所述设备采用上述的一种用于组装输液器配件的方法来组装输液器配件,还包括设置于工作台上的振动供料机构、旋转抓取组件、输液器夹持组件、安装架和可移动的连接于安装架的移送组件,所述振动供料机构包括振动器和通过连接板固定设置于振动器的导料道,所述旋转抓取组件可移动的连接于工作台,所述旋转抓取组件包括旋转平台、取料夹爪组件和捋直板,所述旋转平台带动所述取料夹爪组件和所述捋直板转动;
33、其中,所述导料道用于缓存和输送物料,所述取料夹爪组件夹持导料道上的物料,所述旋转平台转动带动所述取料夹爪组件和所述捋直板翻转,将物料转动至水平状态后,所述取料夹爪组件放开对物料的夹持,物料两端由所述取料夹爪组件和所述捋直板承托,所述移送组件可向所述旋转抓取组件移动并抓取所述取料夹爪组件和捋直板上的物料,将物料移动至输液器夹持组件处与输液器进行组装。
34、本技术采用滴斗导管组件挂料,振动上料的技术。通过振动供料的方式替代载具循环的方式,完全解决了占地面积大的问题并且这个供料装置的成本远远小于载具循环。再通过抓取物料后使滴斗导管组件处于水平状态时放开对滴斗导管组件的夹持,滴斗导管组件因进气管重力具有一个翻转的趋势,从而带动了整个滴斗导管组件产生旋转。实现了滴斗导管组件自动对齐方向,无需人工补料时确定滴斗导管组件朝向,大大提高了人工补料效率。
35、在上述的一种用于组装输液器配件的设备中,所述设备还包括升降分离组件,所述升降分离组件设置于安装架,所述升降分离组件包括可移动连接于安装架的滑动件和固定连接于滑动件的压杆和固定设置于安装架的分离气缸,所述分离气缸驱动所述滑动件沿竖直方向移动,所述压杆随滑动件位于旋转抓取组件和振动供料机构之间竖直升降。
36、本技术采用压杆在旋转抓取组件远离导料道移动距离后进行升降动作,将旋转抓取组件上和振动供料机构上的物料存在的缠绕分开,避免了因物料之间缠绕导致拉扯损坏。
37、在上述的一种用于组装输液器配件的设备中,所述旋转抓取组件还包括搓料移动板、错位气缸、取料移动板和平移驱动组件,所述错位气缸推动所述搓料移动板沿多个所述取料夹爪组件排布方向移动,所述平移驱动组件驱动所述取料移动板沿导料道长度延伸方向移动;
38、所述搓料移动板滑动设置于工作台,所述取料移动板滑动设置于所述搓料移动板,所述旋转平台设置于所述取料移动板;
39、或,所述取料移动板滑动设置于工作台,所述搓料移动板滑动设置于所述取料移动板,所述旋转平台设置于所述搓料移动板;
40、或,所述取料移动板滑动设置于工作台,所述旋转平台设置于所述取料移动板,所述搓料移动板滑动设置于所述旋转平台。
41、本技术采用搓料的方式将多个取料夹爪组件对应一个导料道,这样可以减少导料道和振动器的数量,降低整个供料系统的成本,另外扩大了导料道之间的间距使人工补料时操作更便捷。
42、在上述的一种用于组装输液器配件的设备中,所述旋转平台上还固定有夹持气缸,所述取料夹爪组件包括承托件、旋转滴斗夹爪和旋转导管夹爪,所述承托件固定连接于夹持气缸,所述旋转滴斗夹爪和所述旋转导管夹爪驱动连接于夹持气缸;所述捋直板可滑动设置于旋转平台,所述捋直板朝向物料一侧设置有v型槽,所述旋转滴斗夹爪、所述承托件、所述旋转导管夹爪、所述v型槽沿一直线依次排列。
43、本技术采用将滴斗导使承托件整个挤压并定位滴斗,在承托件朝向滴斗的一面有仿形槽,仿形槽对滴斗挤压使滴斗长度方向上贴合仿形槽后,取料夹爪组件夹持滴斗的两侧,防止因为滴斗倾斜有一侧未夹持到。捋直板取料时靠近取料夹爪组件,翻转后捋直板远离取料夹爪组件。这样设置取料时捋直板因靠近滴斗,即使滴斗导管组件在导料道上有些歪斜,导管不会偏移太多距离,会卡在捋直板上的v型槽上。在翻转到水平状态后,捋直板远离带动导管伸直,避免了导管偏移过大导致无法被v型槽限位。
44、在上述的一种用于组装输液器配件的设备中,所述移送组件上设置有分隔件一,所述移送组件移动至旋转抓取组件处取料时,所述分隔件一位于捋直板远离取料夹爪组件的一侧,且所述分隔件一分布于所述v型槽与所述承托件连线的两侧,所述分隔件一被驱动气缸驱动竖直升降。
45、本技术采用在两个物料之间用分隔件一从上往下移动,将相邻两个物料的进气管分隔开,解决了进气管翻转时缠绕在一起的情况。
46、在上述的一种用于组装输液器配件的设备中,所述设备还包括中转变距组件,所述中转变距组件包括变距载具、限位杆、变距驱动组件,所述变距载具可移动设置于支撑架,相邻所述变距载具之间有限位杆,所述限位杆用于限制两个变距载具的最大间距,变距驱动组件驱动多个变距载具相互远离或相互靠近。
47、本技术采用中转变距工位将各位了之间的距离缩小符合组装的要求,将解决了现有技术中因间距不同需要两个工位来进行组的问题,在原先没有变距的情况下在输液器来料一次八个的情况下,该滴斗导管组件只能组装四个,另外四根需要在旁边再设置一台设备错位组装另外四个滴斗导管组件。
48、在上述的一种用于组装输液器配件的设备中,所述移送组件包括中转移送组件和组装移送组件,所述中转移送组件包括中转移动板、中转升降组件、中转滴斗夹持件、中转导管夹持件和分隔件一,所述中转移动板可移动设置于所述安装架,所述中转升降组件设置于中转移动板,所述中转滴斗夹持件、所述中转导管夹持件和所述分隔件一沿导料道长度延伸方向依次设置于中转升降组件,所述分隔件一靠近导料道设置;所述组装移送组件包括可移动设置于所述安装架的组装移动板、设置于所述组装移动板上的组装升降组件、设置于所述组装升降组件上的组装滴斗夹爪组件和组装导管夹爪,所述组装滴斗夹爪组件包括组装导向夹和组装滴斗夹,所述组装导向夹滑动连接于所述组装升降组件。
49、本发明的有益效果是,本技术采用将滴斗导管组件在导料道中挂料的方式通过振动供料,替代了载具循环的供料方式,解决了占地面积大的问题,在满足满料和存料的基础上还大大减少了制造成本,再通过抓取物料后利用物料自身进气管的重力使物料朝向一致,解决了滴斗导管组件朝向自动对齐,无需人工补料时确定每个滴斗导管组件的朝向,大大提高了人工补料的效率。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14065.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表