一种硅靶材与铜背板的超声液相扩散焊方法
- 国知局
- 2024-06-20 16:44:17
本发明涉及半导体溅射靶材,特别提供一种硅靶材与铜背板超声液相扩散焊方法。
背景技术:
1、集成电路产业技术遵循摩尔定律,随着技术的不断进步和工艺制程的不断减小,晶体管的尺寸越来越小,集成度越来越高,而影响器件集成度、可靠性和寿命的关键问题在于芯片高功耗和相应的散热效率。在集成电路的制作中,靶材组件由符合溅射性能的靶材和与所述靶材结合并具有一定强度的背板组成。背板不仅会对所述靶材组件溅射的基台起支撑作用而且具有散热功效。
2、溅射靶材常用的连接技术有机械、胶粘结、钎焊、扩散焊和电子束焊等。对于现在高功率的溅射要求,传统的钎焊连接受制于钎料的高质量配制以及依靠活性元素对母材的良好反应润湿。相反,超声作用下的扩散焊更加适合当前的连接要求。
3、cn 113263237a公开了一种高纯硅靶材与铜背板的钎焊方法,所述方法首先对待焊硅靶材进行镀镍处理,然后在待焊面放置焊料及铜丝并将硅靶材与铜背板进行装配,在加热和施压下进行钎焊。
4、cn 113828881a公开了一种多晶硅靶材与铜背板的钎焊方法,所述方法在钎焊前对镀镍处理的硅靶材在添加铟焊料同时进行超声波浸润处理,对铜背板在添加铟焊料同时进行钢刷和超声波浸润处理。然后依次叠合处理后的铜背板、铜丝和处理后的多晶硅靶材,在加热加压下进行钎焊,冷却后得到成品靶材。
5、但是,对于硅与铜的钎焊连接,除了二者热膨胀系数差异引起的应力集中外,能否形成可靠的接头主要取决于钎料对硅的反应润湿。良好的润湿主要靠钎料中的活性过渡族元素与硅元素的反应。而铟元素并非为良好的活性元素,无法与硅靶材及镀镍层进行良好的反应,这就会造成焊缝处无法形成连续的反应层并且大概率存在孔洞,从而降低硅靶材与铜背板的结合强度及连接成功率。
技术实现思路
1、本发明的目的为针对当前技术存在的局限,提供一种硅靶材与铜背板的超声液相扩散焊方法。该方法通过在硅表面进行镀铝处理,并在焊接时的中高温真空环境下对液态铝膜及母材进行不同阶段的超声处理,在破除氧化膜的同时利用超声波的空化效应促进原子间的扩散,形成可靠连续的接头。超声扩散连接避免了因钎料流动性及润湿性差造成的接头反应层不连续的现象并且提高结合成功率及抗拉强度。
2、本发明技术方案如下:
3、一种硅靶材与铜背板的超声液相扩散焊方法,所述扩散焊方法包括如下步骤:
4、(1)对硅靶材(纯度99.99%)进行第一表面预处理和镀铝处理,得到处理后的硅靶材;对铜背板进行第二表面预处理,得到处理后的铜背板;
5、所述镀铝在磁控溅射仪中进行;镀铝层的厚度350~500nm。
6、(2)对所述硅靶材和铜背板放入丙酮溶液中进行5~10min超声波清洗;随后放入干燥箱中进行第一干燥处理;将干燥处理的硅靶材和铜背板按顺序装配在夹具中放入配备有超声辅助装置的真空烧结炉中在真空下进行扩散连接。
7、(3)加热至660~670℃时保温2~4min并且施加第一超声处理,随后升至720~730℃时保温4~6min并施加第二超声处理;升至850~970℃时,施加第一压力并且保温20~45min;保温结束后,以第一冷却速率控温冷却至450~500℃后随炉冷却至室温得到成品靶材组件。
8、步骤(1)所述第一表面预处理和第二表面预处理为砂纸打磨和抛光处理。
9、步骤(1)所述第一表面预处理和第二表面预处理包括依次使用400#、800#、1000#、1500#和2000#的砂纸进行打磨并进行抛光处理。
10、步骤(1)所述第二预处理后的铜背板粗糙度ra为1~3.2μm。
11、步骤(2)所述第一干燥处理的时间为5~10h。
12、步骤(2)所述的配有超声装置的真空热压烧结炉,其超声振动设备,包括变幅杆、超声换能器、水冷装置及超声波电源。
13、步骤(2)中所述的真空为8.9×10-4pa~5.6×10-3pa。
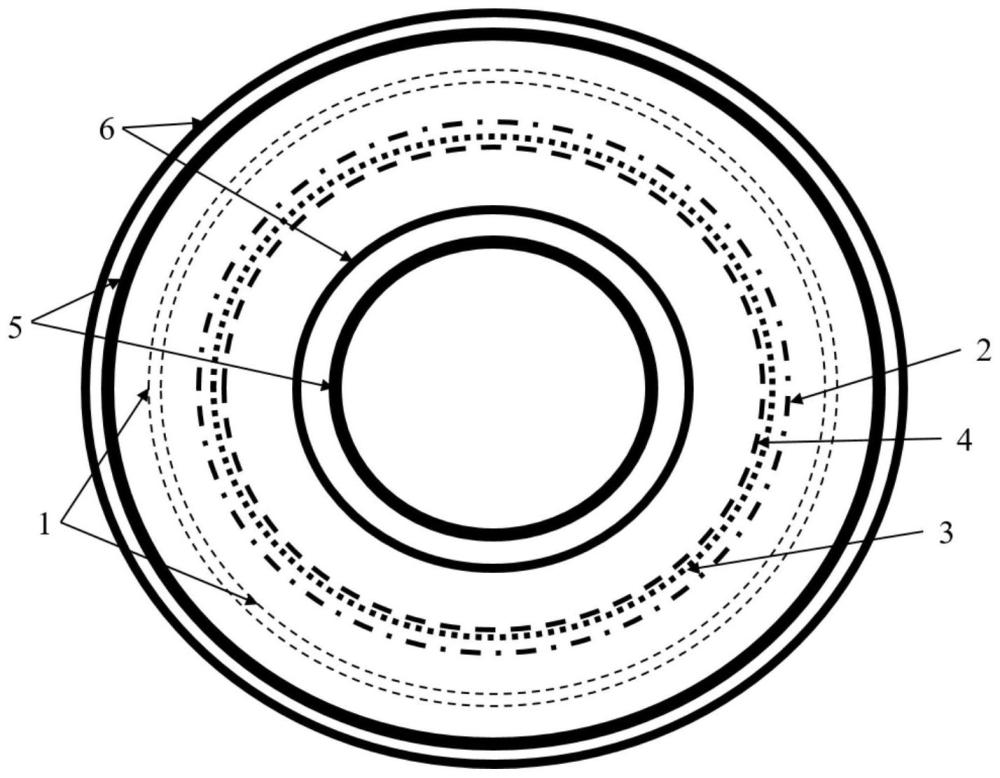
14、步骤(2)所述的配有超声装置的真空热压烧结炉,其内部下压头作为工具头,起传递超声的作用;内部的上压头起传递压力的作用;下压头6外位于烧结炉外部的部分作为变幅杆,起放大超声振幅的作用,在变幅杆下方安装超声换能器,超声换能器连接超声波电源。
15、步骤(3)中所述第一超声处理功率为1800~1950hz;时间为1~3min。
16、步骤(3)中所述第二超声处理功率为2000~2100hz;时间为0.5~1.5min。
17、步骤(3)中所述第一压力为5~25mpa。
18、本发明优选步骤(3)所述的超声处理,利用空化和声流效应在去除氧化膜的同时加速液态铝膜对母材的反应润湿及原子的互扩散,这可以在保证连接质量的同时缩短扩散连接的时间,一定程度上提高了生产效率。
19、步骤(3)中所述的第一冷却速率为3℃~5℃/min。
20、作为本发明优选的技术方案,所述的超声液相扩散焊方法包括如下步骤:
21、(1)对硅靶材(纯度99.99%)依次使用400#、800#、1000#、1500#和2000#的砂纸进行打磨,并在抛光后进行镀铝处理,得到处理后的硅靶材;对铜背板均依次使用400#、800#、1000#、1500#和2000#的砂纸进行打磨并进行抛光处理,得到粗糙度ra为1~3.2μm的处理后的铜背板;
22、所述铜背板包括纯铜靶材或铜合金靶材;所述硅靶材包括单晶硅靶材或多晶硅靶材;所述镀铝处理在磁控溅射仪中进行;镀铝层的厚度为350~500nm。
23、(2)对所述处理后的硅靶材和铜背板放入丙酮溶液中进行5~10min超声处理,随后放入干燥箱中进行5~10h的干燥处理;将干燥处理后的硅靶材镀铝层的一面置于铜背板上并放入石墨夹具中;将装配好的石墨夹具放入配备有超声装置的热压烧结炉中在真空条件下进行扩散连接。
24、所述扩散连接的真空条件为8.9×10-4pa~5.6×10-3pa。
25、(3)将热压烧结炉抽至真空度达8.9×10-4pa~5.6×10-3pa,首先,加热至660℃~670℃,保温2~4min缩小温差并施加1~3min超声作用,破除氧化膜的同时促进钎料的流动;随后升温至720~730℃,保温4~6min缩小温差,同时,施加0.5~1.5min超声作用,进一步破碎氧化膜的同时促进液态铝对硅靶材和铜背板的反应润湿;接着,继续升温至扩散连接温度850~970℃,施加5~25mpa的压力使硅靶材与铜背板紧密接触,通过20~45min的保温过程,保证界面原子的充分扩散;最后,以3℃~5℃/min的冷却速率降温至450~500℃后随炉冷却至室温得到成品靶材组件。
26、本发明的实质性特点为:
27、本发明所述的硅靶材与铜背板的超声液相扩散焊方法充分考虑到硅靶材的润湿性较差,直接扩散难以形成牢固的扩散层,无法得到可靠的接头;对晶体硅进行第一表面预处理和镀铝处理以及对铜进行第二表面预处理,可以通过改善硅的润湿性以及增加母材的接触面积而提高接头结合效率;母材表面的氧化膜不但会阻碍母材原子之间的互扩散而且易导致在接头处形成孔洞,对母材施加第一和第二超声处理可以破碎铝镀层和母材表面的氧化膜并且促进液态铝对晶体硅的反应润湿。
28、本发明的有益效果为:
29、(1)本发明提供的硅靶材与铜背板的超声液相扩散焊采用了镀铝中间层与超声辅助相互耦合的方式,避免了钎焊对钎料流动性及活性元素的依赖,在保证具有一定厚度扩散反应层和可靠接头的前提下缩短焊接时间并提高结合率。
30、(2)本发明提供的硅靶材与铜背板的超声液相扩散焊方法得到的硅靶材与铜背板(实例1~实例8)的焊接平均结合率可达97.063%,抗拉平均强度平均达9.775mpa。相反,在扩散连接时没有施加超声处理及镀铝处理的对比例2和对比例1的抗拉强度只有6.2mpa和5.7mpa。这表明在焊接过程中对液态铝层施加超声作用可以促进铝原子向硅与铜的扩散,极大缩短了扩散连接的时间。cn 113828881a公开的一种多晶硅靶材与铜背板的钎焊方法中,在焊前涂敷铟焊料的同时施加超声浸润处理的实例1~实例7中,接头平均抗拉强度只有7mpa,焊接结合率只有95.93%。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14158.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表