一种钛合金T型接头旁路耦合对称焊接装置及工艺的制作方法
- 国知局
- 2024-06-20 16:51:18
本发明涉及钛合金焊接,特别涉及一种钛合金t型接头旁路耦合对称焊接装置及工艺。
背景技术:
1、钛及钛合金以其高比强度、优质抗腐蚀性能、以及无磁性等一系列优点,在海洋工程、船舶建造、石油化工、航空航天、交通运输和核电设备等工业领域广泛应用。钛合金焊接时在,在250℃以上,容易受到大气氛围中n2、h2、o2影响,形成氧化或污染,造成焊缝组织恶化;因此,焊接时,除熔池部分必须在惰性气体氛围中,还需要并对焊接高温区进行严格的惰性气体保护。钛的弹性模量仅为钢的一半左右,因此同样的焊缝填充量,钛合金相比钢焊接变形要大很多。此外,钛合金熔化极气体保护焊时,钛合金的液态金属表面张力大,熔池流动性差,极易形成熔深偏小、过渡飞溅、熔池中部堆积、咬边等焊接缺陷。以上技术瓶颈限制了钛合金弧焊的工程化应用,使得钛合金弧焊技术尤其是钛合金gmaw焊接相比黑色金属工程化应用要困难的多,技术发展缓慢。
2、由于钛合金高温易氧化、延伸率低、易变性等特点,钛合金挤压型材,如:t型材、h型材、u型材、l型材较少,且仅能实现低强度薄壁型材的市场供货,且起订量较大,严重影响钛合金型材的应用和推广。为了填补该空白及推展钛金的应用,通常采用采用焊接形式,制造钛合金型材,但基于前述钛合金焊接技术短板,采用弧焊形式开展钛合金型材建造也面临诸多难题。
3、钛合金弹性模量较低,由于焊接顺序和焊接热输入的不对称性将带来多种焊接变形。当腹板较薄面板较厚时,腹板通常会向先焊接一侧倾斜形成腹板角变形;当面板较薄或刚度较低时,或角焊缝填充较大时,会形成,面板角变形;同时由于焊接顺序、焊接道次、焊接热输入的不对称性,在长度方向也会形成挠曲和扭曲变形。
4、为了获得精度较高、变形较低的钛合金焊接型材,通常采用双面双弧形式进行焊接,此时,不但焊接变形能够得到较好的控制,效率较高也获得了提升。双面双弧焊接虽然解决了由于焊接顺序和焊接热输入的不对称性带来的各种焊接变形,但仍存在较大短板。当腹板厚度较大又需要焊透时,就必须开坡口焊接,此时,双面双弧打底焊接时,尤其是双面双弧gmaw打底时,由于焊接时需要两个热源进行耦合,气孔逸出边界条件相比单弧焊接更为苛刻,气孔逸出通道减少,很容易出现气孔;同时,由于双电弧的相互影响,焊缝根部处于动态平衡过程中,当根部组对间隙发生变化时,易形成未熔合缺陷,该类缺陷是由于该焊接方法的固有形式决定了,很难通过工艺参数优化消除。此外,双面双弧焊接仍然没有解决由于填充量增加及累计热输入增加造成的焊接对称型角变形。以上问题严重影响了钛合金t型材、u型材、环形t型材、十字型材的预制以及在轻量化结构中的应用,制约了钛合金各类型材及钛合金壁板类结构的应用和发展。
技术实现思路
1、有鉴于此,本发明旨在提出一种钛合金t型接头旁路耦合对称焊接装置,以解决传统双gtaw焊接变形大和传统的双gmaw焊接气孔、成型不良等缺陷难以控制的问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
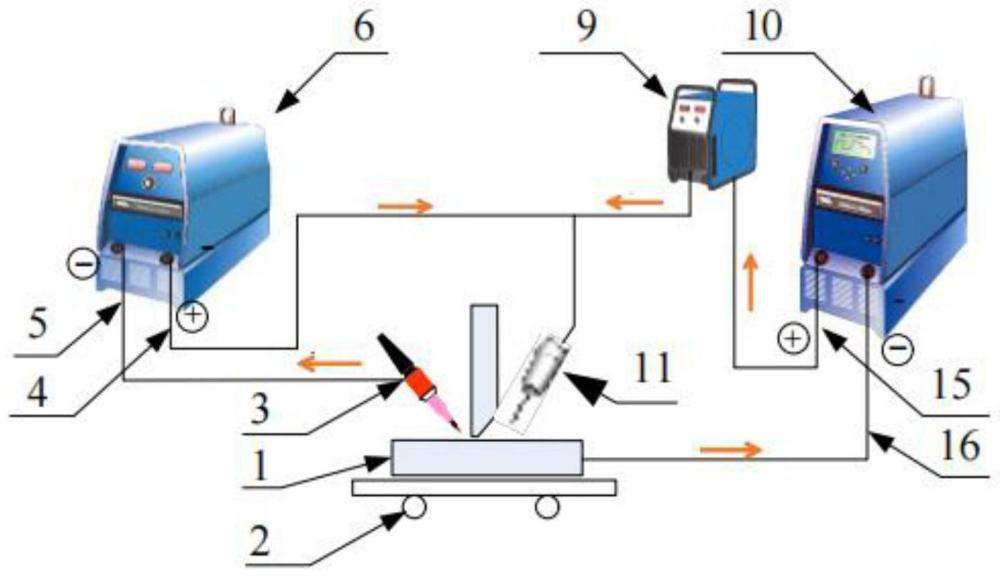
3、一种钛合金t型接头旁路耦合对称焊接装置,包括:焊接装置,焊接装置包括:第一焊枪、第一电源、送丝机、第二电源和第二焊枪,所述第二电源的第二正极与所述送丝机的连接,所述送丝机与所述第二焊枪连接,所述第二焊枪与工件的焊缝连接,所述工件连接第二负极;所述第一电源的第一正极与所述送丝机负极或者所述第二焊枪正极连接,所述第一电源的第一负极与所述第一焊枪连接,所述第一焊枪与所述工件另一侧焊缝连接;所述第一焊枪处采用gtaw焊接,所述第二焊枪处采用gmaw焊接。
4、进一步的,所述第一电源为恒流源,输出垂直外特性曲线,采用直流或者高频脉冲模式;所述第二电源为恒压外特性或为脉冲输出,所述第二焊枪处焊接电弧采用脉冲过渡模式或脉冲+cmt模式。
5、进一步的,所述第一电源流出电流为旁路电流ipass,所述第二电源流出电流为电流igm,所述第二焊枪处流入电流为总电流i,i=ipass+igm。
6、进一步的,总电流i流出所述第二焊枪后分为三路:第一路i1经所述工件回流至所述第二负极,第二路i2经过所述第二焊枪流入所述第一焊枪,第三路i3流经熔池再流向所述第一焊枪,第二路i2与第三路13在所述第一焊枪合流后为ipass,ipass直接流向所述第一负极,i=i1+i2+13;ipass=i2+13;igm=i1。
7、进一步的,gtaw焊接时采用钨极热阴极;gmaw焊接以焊丝和母材作为冷阴极。
8、相对于现有技术,本发明所述的钛合金t型接头旁路耦合对称焊接装置具有以下优势:
9、1.在t型焊缝两侧采用gtaw与gmaw进行旁路耦合,在降低母材热输入同时,保证了t型结构双侧对称热输入,实现了低热输入、低变形对称焊接。
10、2.相比传统对称gtaw和gmaw工艺,本发明可实现双电弧及热场、磁场耦合,附加高频gtaw脉冲,能够增强焊接时熔池流动性,改善焊缝成型及降低气孔率,实现高品质焊接。
11、本发明的另一目的在于提出一种钛合金t型接头旁路耦合对称焊接工艺,以确定旁路耦合对称焊接装置对各类型材的焊接参数,实现gtaw电弧能量在面板和腹板之间的分配优化。
12、为达到上述目的,本发明的技术方案是这样实现的:
13、一种钛合金t型接头旁路耦合对称焊接工艺,基于以上任意一种钛合金t型接头旁路耦合对称焊接装置,具体步骤如下:
14、s1:焊接准备;将待加工所述工件固定在所述焊接小车上,测量所述工件腹板尺寸,加工坡口,调整装配间隙;
15、s2:确定焊接工艺参数;根据腹板厚度、焊脚尺寸等因素确定所述第一焊枪和所述第二焊枪的具体参数;
16、s3:第一道焊接;调整所述焊接装置参数,按照s2步骤确定的工艺参数对所述工件进行施焊;
17、s4:第二道焊接;若焊脚尺寸较大或者填充性质焊接时进行第二道焊接,将gmaw焊枪与gtaw焊枪进行左右互换,按照工艺参数进行焊接;
18、s5:工件检查;按照工艺要求进行检查。
19、进一步的,步骤s1中,当腹板厚度≤2.5mm时,装配间隙保持范围0.5~1.5mm;当腹板厚度≥3mm,且需要t型接头焊透时,gmaw侧开40°~60°坡口,保持钝边1~2mm,然后装配间隙控制范围,最后进行打底焊接;当腹板厚度≥3mm时,焊接双侧角焊缝的装配间隙保持范围0.5~1.5mm,带填充性质的焊接先在gmaw侧开40°~60°坡口,保持钝边1~2mm,然后装配间隙控制范围0.5~1.5mm,最后进行打底焊接。
20、进一步的,步骤s2中,当腹板厚度≤2.5mm时,或腹板厚度≥3mm,同时需要t型接头焊透时,gmaw焊枪倾角α及gtaw焊枪倾角β保持50°~55°,gmaw电弧采用脉冲过渡模式,焊接电流范围:200a~250a;gtaw可采用直流或高频脉冲模式,电流范围50~90a,若耦合高频脉冲,脉冲频率可选择20khz,焊接速度:200~400mm/min。
21、进一步的,步骤s2中,当腹板厚度≥3mm,焊接双侧角焊缝时或带填充性质的焊接填充时,gmaw焊枪倾角α及gtaw焊枪倾角β范围均设置为40°~50°,gmaw焊接的电弧控制调整为脉冲过渡模式或脉冲+cmt模式,焊接电流范围选择240a~280a;gtaw焊接采用高频脉冲模式,电流范围选择80~110a,高频脉冲的脉冲频率选择20khz,焊接速度为250~450mm/min。
22、进一步的,当焊接l型材时,调整焊接工艺中gtaw焊枪倾斜角为80~100°,其他参数不变;当焊接h型材、u型材、x型材和壁板结构时,对t型材、l型材进行两侧组合焊接得到所需型材。
23、相对于现有技术,本发明所述的钛合金t型接头旁路耦合对称焊接工艺具有以下优势:
24、1.通过调节旁路耦合电流以及gtaw送丝速度,不但可实现gtaw电弧能量在面板和腹板之间的分配优化,还能够实现打底、填充、角焊缝的等良好的工艺适应性,同时,调节旁路电流及旁路电流高频脉冲,可实现对对熔池的高频振动,细化晶粒,提升综合焊接品质。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14392.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表