线切割设备及用于其的张力控制机构和方法
- 国知局
- 2024-06-20 17:10:42
本发明属于线切割,具体涉及一种线切割设备及用于其的张力控制机构和方法。
背景技术:
1、电火花线切割是一种通过放电对工件表面进行蚀除的特种加工技术。该技术使用铜、钨、钼等材质的电极丝作为工具电极,并通过电极丝和工件两极间脉冲放电产生的电腐蚀作用对金属工件进行尺寸加工。在切割过程中,电极丝缠绕于丝筒和导轮上,由丝筒的转动和导轮的导向限位实现走丝运动,电极丝走完一周后会进行换向,从而完成往复切割运动。
2、传统线切割机床普遍使用单贮丝筒,收放丝时易发生缠绕堆积而引起张力突变或断丝,且电极丝长度有一定限制,往复运动次数多,对于电极丝的磨损较大。在换向过程中,由于速度突变,电极丝会产生振动,多次换向会对工件的加工精度产生不良影响。此外,由于温度变化和电极丝磨损等因素,往往导致电极丝的张力发生变化。
3、为了使得切割过程中电极丝的张力恒定,授权公告号为cn209998505u的中国实用新型专利公开了一种钼丝恒张力机构及线切割机床,其包括调节机构,调节机构包括控制电机、安装支架、传动轮和螺杆,螺杆安装在安装支架上,螺杆由控制电机驱动转动,螺杆上安装有与其形成螺旋副传动的移动滑块,传动轮即安装在移动滑块上,传动轮的轮面与钼丝接触,控制电机与控制器电性连接;通过压力传感器的实时检测和控制电机的实时动作,可以精确的实现钼丝的张力恒定。
4、上述钼丝恒张力机构及线切割机床存在的问题有:1)采用单贮丝筒结构,在收放丝时易发生缠绕堆积而引起张力突变或断丝;2)在粗加工和精加工时使用的是同一段电极丝,由于粗加工过程中对电极丝磨损较大且磨损不均匀,因此再用同一段电极丝进行精加工,其加工精度难以保证;3)在收线端和放线端相距较远的情况下,采用的调节机构为两个且不共用控制电机的方案,由于两根螺杆分别由两个电机驱动,因此容易造成处于工作区域的上下两个部位的电极丝线段张力相差较大,若要保证加工精度则会大大增加控制难度;4)在收线端和放线端相距较远的情况下,采用的调节机构为两个且共用控制电机的方案,由于两根螺杆通过同一个电机驱动,处于工作区域的上下两个部位的电极丝线段张力相差较大时,难以将之调节一致。
技术实现思路
1、本发明提供了一种用于线切割设备的张力控制机构,旨在解决如何能够较为方便地将处于工作区域的上下两个部位的电极丝线段的张力调节为基本一致的问题。
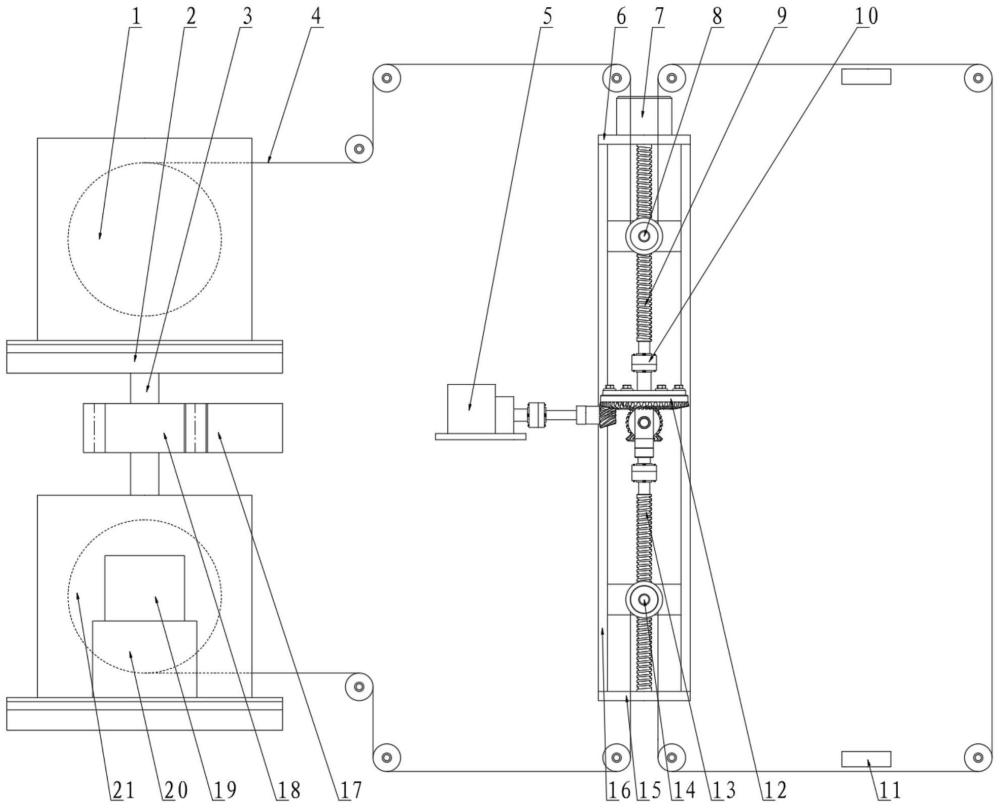
2、本发明解决其技术问题所采用的技术方案是:用于线切割设备的张力控制机构,包括安装架、上调控模组、下调控模组和调控电机;
3、所述上调控模组包括可转动地设置在安装架上的上丝杠、可滑动地设置在安装架上并与上丝杠螺纹连接的上移动件、以及设置在上移动件上的上移动导轮;
4、所述下调控模组包括可转动地设置在安装架上并通过传动部件与上丝杠连接的下丝杠、可滑动地设置在安装架上并与下丝杠螺纹连接的下移动件、以及设置在下移动件上的下移动导轮;
5、所述调控电机与上丝杠或下丝杠传动连接,用于驱使上移动导轮和/或下移动导轮移动,以拉紧或放松绕经上移动导轮和下移动导轮的电极丝;
6、还包括差速器电机;
7、所述传动部件为差速器,所述差速器的输入轴与差速器电机的动力输出端传动连接,所述差速器的第一输出轴与上丝杠传动连接,所述差速器的第二输出轴与下丝杠传动连接。
8、进一步的,所述安装架包括上顶板、设置在上顶板下侧的下底板、以及连接在上顶板与下底板之间的支撑板;
9、所述支撑板为两块,并间隔设置;
10、所述上调控模组和下调控模组均设置在两块支撑板之间。
11、进一步的,所述上丝杠上的螺纹和下丝杠上的螺纹除旋向相反以外,其余的几何参数完全相同。
12、进一步的,所述差速器包括:
13、环形齿轮,可转动地设置在安装架上;
14、具有输入轴的驱动齿轮,可转动地设置在安装架上并与环形齿轮相啮合;
15、行星架,设置在环形齿轮上;
16、行星齿轮,可转动地设置在行星架上,且至少为两个并围绕环形齿轮的轴心线均匀分布;
17、具有第一输出轴的上侧齿轮,可转动地设置并与行星齿轮相啮合;
18、具有第二输出轴的下侧齿轮,可转动地设置并与行星齿轮相啮合。
19、本发明还提供了一种线切割设备,包括上丝筒机构、下丝筒机构、张力控制机构和电极丝;
20、所述上丝筒机构具有可转动地设置的上丝筒;
21、所述下丝筒机构具有可转动地设置的下丝筒,所述下丝筒处于上丝筒的下侧;
22、所述电极丝的一端缠绕设置在上丝筒上,另一端缠绕设置在下丝筒上;
23、所述张力控制机构为上述的用于线切割设备的张力控制机构;
24、所述电极丝绕经上移动导轮和下移动导轮设置。
25、进一步的,该线切割设备还包括丝筒驱动模组,所述丝筒驱动模组包括丝筒传动轴、丝筒传动齿条、丝筒传动齿轮、丝筒电机、第一丝筒传动锥齿、第二丝筒传动锥齿、第三丝筒传动锥齿和第四丝筒传动锥齿;
26、所述上丝筒机构还包括上滑台,所述上丝筒可转动地设置在上滑台的滑台板上;
27、所述下丝筒机构还包括下滑台,所述下丝筒可转动地设置在下滑台的滑台板上并与上丝筒保持平行;
28、所述丝筒传动齿条固定设置,其上的齿沿上丝筒的轴向分布;
29、所述丝筒传动轴竖直设置,并可沿上丝筒的轴向移动;
30、所述丝筒传动齿轮固定设置在丝筒传动轴上,并与丝筒传动齿条相啮合;
31、所述第一丝筒传动锥齿设置在上丝筒的丝筒轴上;
32、所述第二丝筒传动锥齿设置在丝筒传动轴的上端并与第一丝筒传动锥齿相啮合;
33、所述第三丝筒传动锥齿设置在丝筒传动轴的下端;
34、所述第四丝筒传动锥齿设置在下丝筒的丝筒轴上并与第三丝筒传动锥齿相啮合;
35、所述丝筒电机设置在上滑台的滑台板上并与上丝筒的丝筒轴传动连接,或者所述丝筒电机设置在下滑台的滑台板上并与下丝筒的丝筒轴传动连接。
36、进一步的,该线切割设备还包括固定导轮组和工作区导轮组;
37、所述固定导轮组包括第一上固定导轮、第二上固定导轮、第三上固定导轮、第四上固定导轮、第一下固定导轮、第二下固定导轮、第三下固定导轮和第四下固定导轮;
38、所述工作区导轮组包括工作区上导轮和工作区下导轮;
39、所述第一上固定导轮与上丝筒相对应地设置;
40、所述第二上固定导轮设置在第一上固定导轮的前侧,并高于第一上固定导轮;
41、所述第三上固定导轮设置在第二上固定导轮与上移动导轮之间,并高于上移动导轮;
42、所述第四上固定导轮设置在上移动导轮的前侧,并高于上移动导轮;
43、所述工作区上导轮设置在第四上固定导轮的前侧;
44、所述工作区下导轮设置在工作区上导轮的下侧;
45、所述第四下固定导轮设置在工作区下导轮与下移动导轮之间,并低于下移动导轮;
46、所述第三下固定导轮设置在第四下固定导轮的后侧,并低于下移动导轮;
47、所述第二下固定导轮设置在第三下固定导轮的后侧;
48、所述第一下固定导轮设置在第二下固定导轮的后侧,并高于第二下固定导轮,且与下丝筒相对应;
49、所述电极丝的主体线段依次绕经第一上固定导轮前下缘、第二上固定导轮的后上缘、第三上固定导轮前上缘、上移动导轮的下缘、第四上固定导轮的后上缘、工作区上导轮的前上缘、工作区下导轮前下缘、第四下固定导轮的后下缘、下移动导轮的上缘、第三下固定导轮的前下缘、第二下固定导轮的后下缘、及第一下固定导轮前上缘并绷紧。
50、进一步的,该线切割设备还包括控制系统,所述控制系统包括控制器、第一张力传感器和第二张力传感器;
51、所述第一张力传感器用于检测处于工作区域上部的电极丝线段的张力;
52、所述第二张力传感器用于检测处于工作区域下部的电极丝线段的张力;
53、所述控制器分别与调控电机、差速器电机、第一张力传感器和第二张力传感器通讯连接。
54、进一步的,所述控制系统还包括状态观测器;
55、所述控制器为smc控制器;
56、所述状态观测器与控制器通讯连接,用于观测扰动信号并实时反馈修正控制器对电机的控制。
57、本发明还提供了一种用于线切割设备的张力控制方法,所述线切割设备为上述的线切割设备;该方法包括恒张力控制步骤和/或张力平衡调控步骤;
58、恒张力控制步骤:当第一张力传感器及第二张力传感器检测到的实际张力值不在预设的目标张力范围内时,控制器控制差速器电机工作,驱动上丝杠和下丝杠同步转动,使得上移动导轮与下移动导轮以相同的速度相对靠近或远离,以拉紧或放松电极丝。
59、张力平衡调控步骤:当第一张力传感器检测到的实际张力值与第二张力传感器检测到的实际张力值,两者的差值不在预设的阈值范围内时,控制器控制差速器电机和调控电机同时工作,驱动上丝杠和下丝杠异步转动,使得上移动导轮拉紧或放松电极丝的程度与下移动导轮拉紧或放松电极丝的程度不同,以使得处于工作区域上部的电极丝线段的张力与处于工作区域下部的电极丝线段的张力趋于一致。
60、本发明的有益效果如下:
61、(1)采用差速器作为传动部件将上丝杠和下丝杠连接,并设置差速器电机进行驱动,既可以驱使上移动导轮和下移动导轮的同速移动实现恒张力调节,又可以与调控电机协同驱动,使得上移动导轮和下移动导轮差速移动,将处于工作区域的上下两个部位的电极丝线段的张力调节为基本一致。
62、(2)由于张力较大的电极丝线段作用于移动导轮上的力较大,所对应的丝杠螺纹副受到的轴向压力也较大,因此所对应的丝杠转动时受到的阻力也越大,差速器的行星齿轮组能够根据丝杠受到阻力的不同,驱使上丝杠和下丝杠异步转动,实现上移动导轮和下移动导轮差速移动,进而使得上移动导轮拉紧或放松电极丝的程度与下移动导轮拉紧或放松电极丝的程度不同,从而使得处于工作区域上部的电极丝线段的张力与处于工作区域下部的电极丝线段的张力趋于一致,调控非常方便。
63、(3)通过滑台和丝筒驱动模组构成的传动机构能够实现上、下丝筒的同步移动,并保证放丝收丝过程稳定且电极丝缠绕均匀,利于降低操控难度。
64、(4)通过第一张力传感器对处于工作区域上部的电极丝线段的实际张力进行实时检测,通过第二张力传感器对处于工作区域下部的电极丝线段的实际张力进行实时检测,便于控制器准确有效地控制调控电机、差速器电机等驱动部件工作,以实现电极丝的恒张力控制和张力平衡调控。
65、(5)采用smc控制器对被控电机进行控制,在各传感器将检测信号反馈到smc控制器中的同时,引入了状态观测器来观测扰动信号,实时反馈修正smc控制器对电机的控制,利于提升控制系统的性能,优化张力调控过程。
本文地址:https://www.jishuxx.com/zhuanli/20240618/14980.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表