一种金属板材切割系统的制作方法
- 国知局
- 2024-06-21 09:37:08
本技术属于激光加工,具体涉及一种金属板材切割系统。
背景技术:
1、随着经济的发展和社会的进步,金属板材切割的方式越来越多样化,其中激光切割是一种高效率、高自动化的技术。对于需要在金属基材上切割出多个零件的情况,一般采用卷料,需要先将卷料通过开卷机和校平机,再将板材定尺裁断,然后将板材放置在切割平台上使用激光切割机进行切割。这样操作工序复杂,生产效率不高,不满足一些厂家的需求。
技术实现思路
1、本实用新型涉及一种金属板材切割系统,至少可解决现有技术的部分缺陷。
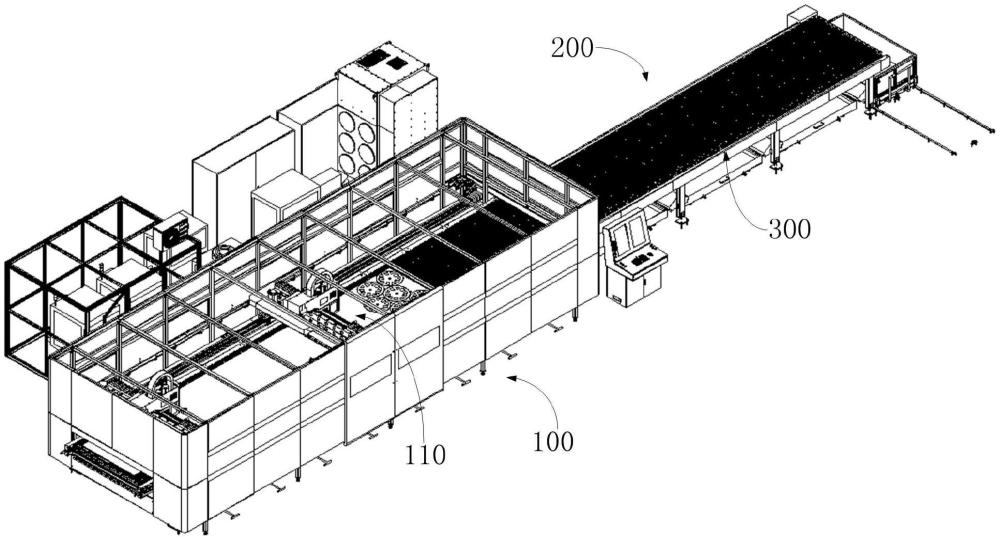
2、本实用新型涉及一种金属板材切割系统,包括开卷机和校平机,还包括用于收集剩余基材的废料收集单元,在所述校平机与所述废料收集单元之间的带材运行通道依次布置有激光切割装置和下料装置,所述下料装置包括下料支架、布置在所述下料支架上的多组下料模块以及用于驱动所述下料支架横移升降的下料驱动机构,所述下料模块包括用于吸放单个零件的至少一个电磁铁组件。
3、作为实施方式之一,所述下料支架包括与所述下料驱动机构连接的横向框架以及安装在所述横向框架上的多个纵向支杆,所述横向框架的长度方向平行于带材运行通道的宽度方向,所述纵向支杆的长度方向平行于带材运行通道的长度方向,各所述下料模块分布在各所述纵向支杆上。
4、作为实施方式之一,各所述纵向支杆包括沿带材运行通道宽度方向依次布置的多个纵向长杆,每相邻两个纵向长杆之间分布有一个纵向短杆;所述纵向长杆上沿带材运行通道长度方向布置有两组下料模块,所述纵向短杆上布置有一组下料模块并且该下料模块与相邻的两组下料模块呈等腰三角形分布。
5、作为实施方式之一,所述下料模块在对应纵向支杆上的安装位置可调。
6、作为实施方式之一,所述下料模块包括两个电磁铁组件,并且该两个电磁铁组件之间的间距可调。
7、作为实施方式之一,所述电磁铁组件包括与所述下料支架连接的竖向支杆、套装在所述竖向支杆上的缓冲弹簧以及活动设置在竖向支杆底端的电磁铁,所述缓冲弹簧的底端与所述电磁铁抵接,所述缓冲弹簧的顶端与所述竖向支杆上的弹簧限位部抵接。
8、作为实施方式之一,各下料模块的控制电路相互独立。
9、作为实施方式之一,在所述激光切割装置的带材入口处设有用于检测带材运行速度的测速单元。
10、作为实施方式之一,激光切割位与下料位处的带材输送装置采用伺服电机驱动,所述伺服电机与所述测速单元联锁。
11、作为实施方式之一,所述激光切割装置包括沿带材运行通道长度方向依次布置的多台激光切割机。
12、本实用新型至少具有如下有益效果:
13、本实用新型提供的金属板材切割系统,采用开卷机-校平机-激光切割装置-下料装置-废料收集单元的产线组合,省去了传统卷料切割的裁断、转运、输送等环节,有效地缩短金属板材切割加工流程,可以显著地提升加工效率,提高金属板材的利用率,节省基材余料存放空间,降低操作人员的劳动强度。
技术特征:1.一种金属板材切割系统,包括开卷机和校平机,其特征在于:还包括用于收集剩余基材的废料收集单元,在所述校平机与所述废料收集单元之间的带材运行通道依次布置有激光切割装置和下料装置,所述下料装置包括下料支架、布置在所述下料支架上的多组下料模块以及用于驱动所述下料支架横移升降的下料驱动机构,所述下料模块包括用于吸放单个零件的至少一个电磁铁组件。
2.如权利要求1所述的金属板材切割系统,其特征在于:所述下料支架包括与所述下料驱动机构连接的横向框架以及安装在所述横向框架上的多个纵向支杆,所述横向框架的长度方向平行于带材运行通道的宽度方向,所述纵向支杆的长度方向平行于带材运行通道的长度方向,各所述下料模块分布在各所述纵向支杆上。
3.如权利要求2所述的金属板材切割系统,其特征在于:各所述纵向支杆包括沿带材运行通道宽度方向依次布置的多个纵向长杆,每相邻两个纵向长杆之间分布有一个纵向短杆;所述纵向长杆上沿带材运行通道长度方向布置有两组下料模块,所述纵向短杆上布置有一组下料模块并且该下料模块与相邻的两组下料模块呈等腰三角形分布。
4.如权利要求2所述的金属板材切割系统,其特征在于:所述下料模块在对应纵向支杆上的安装位置可调。
5.如权利要求1所述的金属板材切割系统,其特征在于:所述下料模块包括两个电磁铁组件,并且该两个电磁铁组件之间的间距可调。
6.如权利要求1所述的金属板材切割系统,其特征在于:所述电磁铁组件包括与所述下料支架连接的竖向支杆、套装在所述竖向支杆上的缓冲弹簧以及活动设置在竖向支杆底端的电磁铁,所述缓冲弹簧的底端与所述电磁铁抵接,所述缓冲弹簧的顶端与所述竖向支杆上的弹簧限位部抵接。
7.如权利要求1所述的金属板材切割系统,其特征在于:各下料模块的控制电路相互独立。
8.如权利要求1所述的金属板材切割系统,其特征在于:在所述激光切割装置的带材入口处设有用于检测带材运行速度的测速单元。
9.如权利要求8所述的金属板材切割系统,其特征在于:激光切割位与下料位处的带材输送装置采用伺服电机驱动,所述伺服电机与所述测速单元联锁。
10.如权利要求1所述的金属板材切割系统,其特征在于:所述激光切割装置包括沿带材运行通道长度方向依次布置的多台激光切割机。
技术总结本技术涉及一种金属板材切割系统,包括开卷机、校平机和废料收集单元,在所述校平机与所述废料收集单元之间的带材运行通道依次布置有激光切割装置和下料装置,所述下料装置包括下料支架、布置在所述下料支架上的多组下料模块以及用于驱动所述下料支架横移升降的下料驱动机构,所述下料模块包括用于吸放单个零件的至少一个电磁铁组件。本技术提供的金属板材切割系统,采用开卷机‑校平机‑激光切割装置‑下料装置‑废料收集单元的产线组合,省去了传统卷料切割的裁断、转运、输送等环节,有效地缩短金属板材切割加工流程,可以显著地提升加工效率,提高金属板材的利用率,节省基材余料存放空间,降低操作人员的劳动强度。技术研发人员:伍磊,欧阳晓亮,唐雷贤,陈世晖,吴苶受保护的技术使用者:华工法利莱切焊系统工程有限公司技术研发日:20231026技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15288.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表