一种立方氮化硼通焊刀具专用刀粒的制作方法与流程
- 国知局
- 2024-06-21 09:38:39
本发明涉及立方氮化硼通焊刀具,特别是一种立方氮化硼通焊刀具专用刀粒的制作方法。
背景技术:
1、在工业加工设备中均会使用到立方氮化硼通焊刀具,其具有价格低、加工质量优、加工效率高的优势,在现代制造业中的加工金属领域越来越重要。其中刀粒在立方氮化硼通焊刀具的使用中起到全部的磨削作用,刀粒本身的成本较高,而且在后期的加工过程中会出现刀粒的损坏以及焊接过程中产生的焊接不牢等情况,两者均是成本居高不下的主要原因,同时氮化硼整体刀具加工过程中产生的废料及使用后产生的报废品,如果直接作为垃圾处理,将严重浪费资源,如何将两者有效结合以降低生产成本是企业研发的难点。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供一种立方氮化硼通焊刀具专用刀粒的制作方法,该方法以废旧料作为基础原料进行生产。
2、本发明的目的通过以下技术方案来实现:一种立方氮化硼通焊刀具专用刀粒的制作,包括如下步骤,
3、s1.根据整体式刀具的形状,设计不同的刀粒切割方式;
4、s2.根据设计样式采用激光切割方式将其切割成多个固定的菱形刀粒形状;
5、s3.将切割后的刀粒粘接在磨削工装上,并将相邻的两个面磨成90度的夹角及在90度夹角处磨出一个0.2毫米宽的平台;
6、s4.将磨削好的刀粒从磨削工装上取下并粘结在塑型工装上,对未处理的相邻的两个面进行塑形;
7、s5.对塑形结束后的刀粒使用清洗剂进行浸泡和清洗,并进行烘干和真空炉高温烧结。
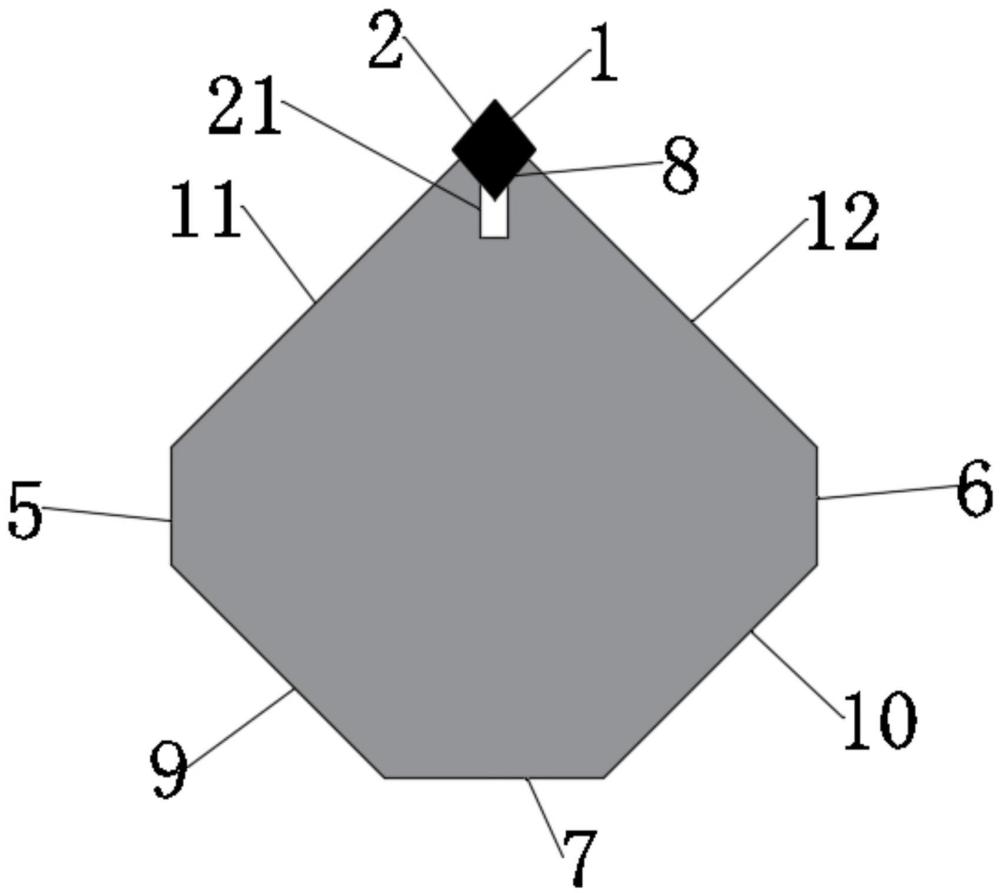
8、优选的,所述磨削工装为一个正方体铸铁条,所述磨削工装包括角a平面、角b平面、角c平面、第一平面、第二平面、第三平面、第四平面、第一内倒角,所述第一内倒角小于90度,所述第一内倒角的底部设有第一长方体槽。
9、优选的,所述塑形工装包括角a平面、角b平面、角c平面、第五平面、第六平面、第七平面、第八平面,第二内倒角,所述第二内倒角为90度角,所述第二内倒角的底部设有第二长方体槽。
10、优选的,所述烘干温度为140度,时长为1.5小时,所述真空炉烧结按照设定的温度曲线进行。
11、优选的,所述刀粒包括相邻的第一研磨面与第二研磨面,在步骤s3中,先研磨所述第一研磨面,再研磨所述第二研磨面,最后将所述第一研磨面与第二研磨面之间的夹角研磨成平面。
12、优选的,所述刀粒还包括相邻的第三研磨面与第四研磨面,在步骤s4中,先研磨所述第三研磨面,再研磨所述第四研磨面。
13、本发明具有以下优点:
14、1.本发明以废旧整体式刀片作为初始原料,通过切割、磨削、塑形、后处理等步骤实现了通焊刀具专用刀粒的制备批量生产,不仅减少废旧整体式刀片遗弃造成的环境影响,而且实现了对各种型号的整体式废旧刀片资源进行回收再利用,极大地降低了刀粒生产的成本。
15、2.本发明中设计的磨削工装和塑型工装可批量对刀粒进行磨削,大大的降低了人工成本,提高了生产效率,且不再进行后续的平面磨削步骤,大大降低了周边磨削的余量,降低生产成本和砂轮的消耗。
16、3.本发明中清洗烘干真空烧结步骤,可有效的控制表面杂质,减少刀粒水分的含量,避免杂质对焊剂的使用效果的影响,保证了后续焊接成品的成品率,减少了后期焊缝的出现的几率。
17、4.磨削工装与塑形工装上设有的第一长方体槽与第二长方体槽能够排出刀粒与第一内倒角、第二内倒角之间的粘贴用多余的胶水,确保了定位精度。
技术特征:1.一种立方氮化硼通焊刀具专用刀粒的制作,其特征在于,包括如下步骤,
2.根据权利要求1所述的一种立方氮化硼通焊刀具专用刀粒的制作,其特征在于:所述磨削工装为一个正方体铸铁条,所述磨削工装包括角a平面、角b平面、角c平面、第一平面、第二平面、第三平面、第四平面、第一内倒角,所述第一内倒角小于90度,所述第一内倒角的底部设有第一长方体槽。
3.根据权利要求1所述的一种立方氮化硼通焊刀具专用刀粒的制作,其特征在于:所述塑形工装包括角a平面、角b平面、角c平面、第五平面、第六平面、第七平面、第八平面,第二内倒角,所述第二内倒角为90度角,所述第二内倒角的底部设有第二长方体槽。
4.根据权利要求1所述的一种立方氮化硼通焊刀具专用刀粒的制作,其特征在于:所述烘干温度为140度,时长为1.5小时,所述真空炉烧结按照设定的温度曲线进行。
5.根据权利要求1所述的一种立方氮化硼通焊刀具专用刀粒的制作,其特征在于,所述刀粒包括相邻的第一研磨面与第二研磨面,在步骤s3中,先研磨所述第一研磨面,再研磨所述第二研磨面,最后将所述第一研磨面与第二研磨面之间的夹角研磨成平面。
6.根据权利要求1所述的一种立方氮化硼通焊刀具专用刀粒的制作,其特征在于,所述刀粒还包括相邻的第三研磨面与第四研磨面,在步骤s4中,先研磨所述第三研磨面,再研磨所述第四研磨面。
技术总结本发明公开了一种立方氮化硼通焊刀具专用刀粒的制作,包括如下步骤,首先根据整体式刀具的形状,设计不同的刀粒切割方式,其次根据设计样式采用激光切割方式将其切割成多个固定的菱形刀粒形状,然后将切割后的刀粒粘接在磨削工装上,并将相邻的两个面磨成90度的夹角及在90度夹角处磨出一个0.2毫米宽的平台,之后将磨削好的刀粒从磨削工装上取下并粘结在塑型工装上,对未处理的相邻的两个面进行塑形,最后对塑形结束后的刀粒使用清洗剂进行浸泡和清洗,并进行烘干和真空炉高温烧结。本发明以废旧整体式刀片作为初始原料实现了通焊刀具专用刀粒的制备批量生产,不仅保护了环境,而且实现了资源有效利用,降低了刀粒生产的成本。技术研发人员:万志坤,韩顺利受保护的技术使用者:开封贝斯科超硬材料有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/15408.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表