一种适用于铁路轨道零部件加工的斜面转换工装的制作方法
- 国知局
- 2024-06-21 09:50:25
本技术涉及零件加工领域,具体而言,涉及一种适用于铁路轨道零部件加工的斜面转换工装。
背景技术:
1、在现有技术中,特别是高速铁路轨道零部件加工过程中存在大量梁、接头、连接件等零件,加工该类零件的特点在于多面加工、零件批量大。
2、且高速铁路轨道零部件采用高硬度钢、加工毛坯余量大,在实际加工过程中常采用五轴加工,但是加工成本高,且装夹时间长,从而导致五轴机床暂机时间长。
技术实现思路
1、本实用新型的目的在于提供一种适用于铁路轨道零部件加工的斜面转换工装,其能够为加工铁路轨道零部件提供新的解决思路,实现高效低成本加工。
2、本实用新型的实施例是这样实现的:
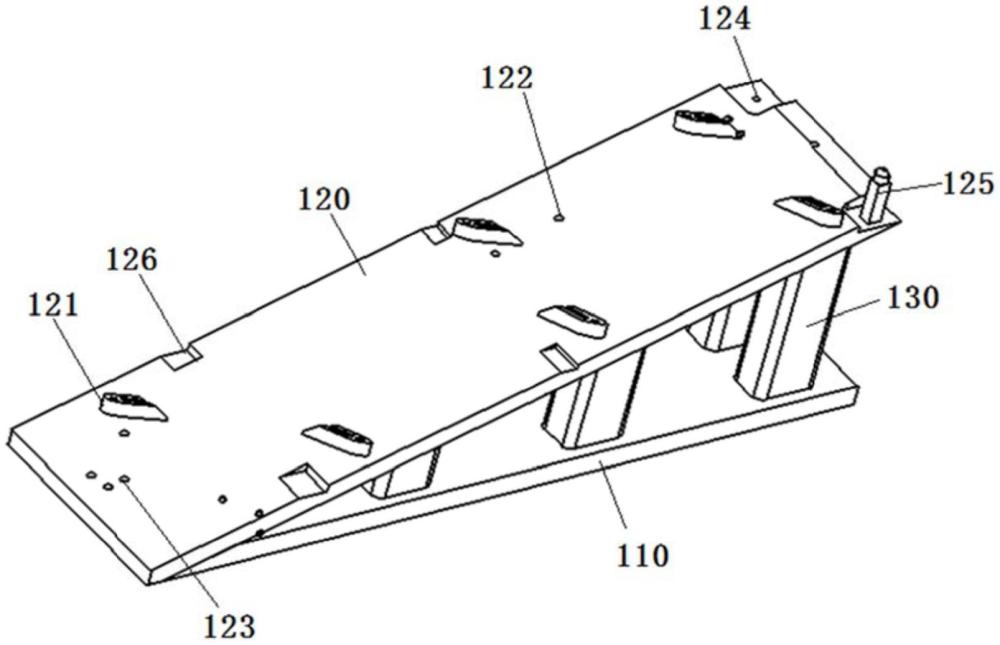
3、一种适用于铁路轨道零部件加工的斜面转换工装,该斜面转换工装包括:工装装夹板、零件装夹基板、焊接立柱和第二基板,工装装夹板为水平板,通过第一螺栓将工装装夹板固定设置于机床上;零件装夹基板的一端与工装装夹板的一端连接,零件装夹基板向上倾斜与工装装夹板形成夹角;零件装夹基板的表面设置有多个u型压板,每个u型压板处对应设置有有t型螺母;零件装夹基板和工装装夹板之间通过多根焊接立柱连接;第二基板通过锁紧螺钉固定于零件装夹基板的表面,且第二基板的环侧设置有多个u型压板。
4、在本实用新型的较佳实施例中,上述零件装夹基板的表面两侧还下沉设置有多个找平基准面。
5、在本实用新型的较佳实施例中,上述零件装夹基板的表面两侧还设置有多个用于零件定位的侧面定位销孔。
6、在本实用新型的较佳实施例中,上述零件装夹基板的其中一端设置有端面定位销孔;零件装夹基板的另一端两侧分别设置有原点精孔和竖直方向上设置的验证柱。
7、在本实用新型的较佳实施例中,上述第二基板上设置有第二基板定位销,将第二基板定位销装配进侧面定位销孔。
8、在本实用新型的较佳实施例中,上述第二基板还设置有锁紧螺钉,锁紧螺钉依次通过u型压板、第二基板和零件装夹基板连接螺钉压紧孔。
9、本实用新型实施例的有益效果是:
10、在本实用新型中的零件装夹基板通过工装装夹板和焊接立柱形成具有斜度的倾斜斜面,然后使用第二基板和u型压板装配零件,使得加工工装能够根据被加工零件的需求切换不同的角度,使得原本需要在五轴机床上加工的铁路轨道零部件能够在三轴机床上加工,保证被加工零件的加工刚性的同时,还能够一次性装夹多部位,实现高效及稳定的切削。
技术特征:1.一种适用于铁路轨道零部件加工的斜面转换工装,其特征在于,包括:工装装夹板,所述工装装夹板为水平板,通过第一螺栓将所述工装装夹板固定设置于机床上;
2.根据权利要求1所述的适用于铁路轨道零部件加工的斜面转换工装,其特征在于,所述零件装夹基板的表面两侧还下沉设置有多个找平基准面。
3.根据权利要求1所述的适用于铁路轨道零部件加工的斜面转换工装,其特征在于,所述零件装夹基板的表面两侧还设置有多个用于零件定位的侧面定位销孔。
4.根据权利要求1所述的适用于铁路轨道零部件加工的斜面转换工装,其特征在于,所述零件装夹基板的其中一端设置有端面定位销孔;所述零件装夹基板的另一端两侧分别设置有原点精孔和竖直方向上设置的验证柱。
5.根据权利要求3所述的适用于铁路轨道零部件加工的斜面转换工装,其特征在于,所述第二基板上设置有第二基板定位销,将第二基板定位销装配进所述侧面定位销孔。
6.根据权利要求3所述的适用于铁路轨道零部件加工的斜面转换工装,其特征在于,所述第二基板还设置有锁紧螺钉,锁紧螺钉依次通过所述u型压板、第二基板和零件装夹基板连接所述螺钉压紧孔。
技术总结本技术提供一种适用于铁路轨道零部件加工的斜面转换工装,其能够为加工铁路轨道零部件提供新的解决思路,实现高效低成本加工,该斜面转换工装包括:工装装夹板、零件装夹基板、焊接立柱和第二基板,工装装夹板为水平板,通过第一螺栓将工装装夹板固定设置于机床上;零件装夹基板的一端与工装装夹板的一端连接,零件装夹基板向上倾斜与工装装夹板形成夹角;零件装夹基板的表面设置有多个U型压板,每个U型压板处对应设置有有T型螺母;零件装夹基板和工装装夹板之间通过多根焊接立柱连接;第二基板通过锁紧螺钉固定于零件装夹基板的表面,且第二基板的环侧设置有多个U型压板。技术研发人员:熊杨,汤晟受保护的技术使用者:成都朝合普尔航空科技股份有限公司技术研发日:20231122技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240618/16601.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表