一种分化零件的整版酸腐工艺制备方法与流程
- 国知局
- 2024-06-21 11:59:19
本发明属于光学元件制备,具体涉及一种分化零件的整版酸腐工艺制备方法。
背景技术:
1、超精密光学元件的制备过程关键涉及微纳技术,这是一种通过微观和纳米级别的加工来生产微纳结构、特殊光学性能或呈现特殊视觉效果的技术。在这一领域,分化零件的精准制备变得至关重要,它们在整个超精密光学元件中扮演着重要角色。分化零件作为超精密光学元件的组成部分,通过微纳技术的运用,实现了特定区域的精准腐蚀和形状定制。这些分化零件可能包含微小的光学结构,对光的传播和控制起着关键作用。投影光刻机、曝光光学系统以及其他高端精密光学装备往往要求制备超精密光学元件,而分化零件的精准性直接影响着这些光学设备的性能和效果。通过对分化零件的微纳制备,可以实现对光学元件特性的定制,进而提高投影光刻机、曝光光学系统等设备的整体性能。
2、目前,分化零件的腐蚀工艺通常采用单个零件的刻蚀方法。在这一过程中,由于前期保护效率较慢,人工涂保护方式难以完全到达图形边缘,未保护区域容易在酸腐过程中受到溶液的侵蚀,导致产品不良。整版酸腐的难题主要在于非酸腐区域的保护,这成为当前工艺中的一项挑战。传统工艺中,采用单一的腐蚀工艺进行整版酸腐时,难以有效地保护不需要腐蚀的区域。这导致了制备时间的延长和产品良率的降低,因为难以避免非酸腐区域受到腐蚀的问题。人工涂保护存在的问题在于难以实现对图形边缘的完全覆盖,容易导致保护层的缺失。在当前的分化零件腐蚀工艺中,存在一系列问题限制了工艺的效率和产品的质量。首先,传统单一腐蚀工艺下,前期保护效率较低,导致制备时间的延长。其次,人工涂保护方式存在局限性,难以实现对图形边缘的完全保护,容易导致未保护区域的产品不良。整版酸腐的难点主要体现在非酸腐区域的精准保护上,这直接影响着产品的生产效率和良率。
3、新的方法和技术的引入将有助于解决当前工艺中的瓶颈问题,提高整版酸腐工艺的效率和产品的质量。针对前期保护效率慢和保护方式不精准等问题,创新性的方法将有助于优化制备流程,缩短生产周期,提高产品的生产良率。因此,对分化零件腐蚀工艺的改进仍然是当前研究和发展的关键方向。当前的工艺面临的问题不仅限于效率和精准性,还涉及到整体制程的复杂性和可控性。传统方法在保护区域的清洁和定位上存在一定的困难,影响了后续步骤的顺利进行。因此,仍需寻求一种更高效、更精确、更可控的分化零件腐蚀工艺。
技术实现思路
1、本发明旨在至少解决现有技术中存在的上述技术问题之一。为此,本发明提供了一种分化零件的整版酸腐工艺制备方法,实现了图形的精准保护,大幅提高了酸腐工艺时间及产品良率。
2、本发明的第一方面提供了一种分化零件的整版酸腐工艺制备方法,包括以下步骤:
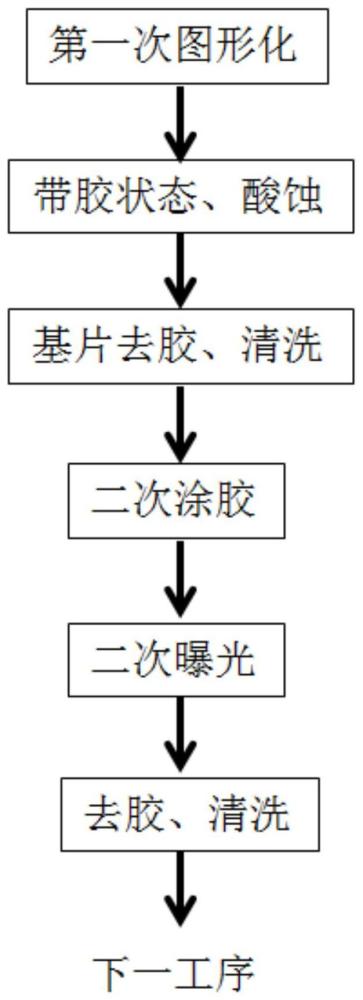
3、s1:通过光刻进行第一次图形化,在基片带胶状态下进行酸蚀,形成刻蚀凹槽;
4、s2:基片去胶,清洗基片表面;
5、s3:对步骤s2处理后的基片表面进行二次涂胶;
6、s4:通过ccd定位靶标进行二次曝光,刻蚀出铬图形区域;
7、s5:对步骤s4处理后的基片进行去胶和清洗处理。
8、本发明关于分化零件的整版酸腐工艺制备方法中的一个技术方案,至少具有以下有益效果:
9、目前分化零件的腐蚀工艺主要是单个零件的刻蚀,且前期做保护效率很慢,人工涂保护方式没法完全到图形边缘,未保护区域酸腐过程溶液腐蚀玻璃,造成产品不良。整版酸腐的难点为非酸腐区域的保护。本发明分化零件的整版酸腐工艺制备方法,通过两次光刻方式,实现了图形的精准保护,大大提高了酸腐工艺时间及产品良率。
10、“分化零件”是指产品中需要进行差异处理的特定部分或组件。
11、根据本发明的一些实施方式,步骤s1中,第一次图形化的光刻中,曝光时间为16s~25s。
12、根据本发明的一些实施方式,步骤s1中,第一次图形化的光刻中,以安智系列薄胶为例,曝光时间可以为20s左右,不同胶型曝光参数略有不同。
13、根据本发明的一些实施方式,步骤s1中,第一次图形化的光刻中,光强为600uw/cm~1000uw/cm。
14、根据本发明的一些实施方式,步骤s1中,第一次图形化的光刻中,光强为800uw/cm左右。
15、根据本发明的一些实施方式,步骤s1中,形成刻蚀凹槽的酸蚀溶液包括氢氟酸。
16、根据本发明的一些实施方式,步骤s1中,形成刻蚀凹槽的酸蚀溶液还可以包括其他强酸,根据腐蚀槽效果及腐蚀的玻璃材料不同,酸配比及浓度可以进行相应调整。
17、根据本发明的一些实施方式,步骤s1中,所述酸蚀的时间为25s~35s。
18、根据本发明的一些实施方式,步骤s1中,所述酸蚀的时间可以为30s所有。
19、根据本发明的一些实施方式,步骤s2中,所述清洗包括碱洗、水洗和酸洗。
20、清洗会根据表面的去胶残留液及酸腐液的残留,通过碱,纯水,酸性,纯水等清洗槽超声清洗。
21、根据本发明的一些实施方式,步骤s3中,二次涂胶的涂覆转速为1500rpm~2500rpm。
22、根据本发明的一些实施方式,步骤s3中,二次涂胶的涂覆转速可以为2000rpm左右。
23、根据本发明的一些实施方式,所述二次涂胶的胶厚为480nm~520nm。
24、二次涂胶胶厚为500nm左右薄胶实现二次图形化。
25、根据本发明的一些实施方式,步骤s4中,所述二次曝光的曝光时间为16s~25s。
26、根据本发明的一些实施方式,步骤s4中,所述二次曝光的曝光时间为20s左右。
27、根据本发明的一些实施方式,步骤s4中,所述二次曝光的光强为600uw/cm~1000uw/cm。
28、根据本发明的一些实施方式,步骤s4中,所述二次曝光的光强为800uw/cm左右。
29、不同胶型曝光参数略有不同。
30、干法蚀刻为另一种玻璃腐蚀方式,是通过先干法等离子体到一定深度,然后再结合湿法腐蚀,优势是能达到更深宽比的凹槽,本发明的方法中,图形化都是湿法的。整版玻璃刻蚀工艺的优势是比传统单个腐蚀效率高,保护区通过光刻对位比人工涂保护漆方式更精确,因此酸腐不良少,最后产品良率高。
技术特征:1.一种分化零件的整版酸腐工艺制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s1中,第一次图形化的光刻中,曝光时间为16s~25s。
3.根据权利要求2所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s1中,第一次图形化的光刻中,光强为600uw/cm~1000uw/cm。
4.根据权利要求1所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s1中,形成刻蚀凹槽的酸蚀溶液包括氢氟酸。
5.根据权利要求4所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s1中,所述酸蚀的时间为25s~35s。
6.根据权利要求1所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s2中,所述清洗包括碱洗、水洗和酸洗。
7.根据权利要求1所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s3中,二次涂胶的涂覆转速为1500rpm~2500rpm。
8.根据权利要求7所述的分化零件的整版酸腐工艺制备方法,其特征在于,所述二次涂胶的胶厚为480nm~520nm。
9.根据权利要求1所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s4中,所述二次曝光的曝光时间为16s~25s。
10.根据权利要求1所述的分化零件的整版酸腐工艺制备方法,其特征在于,步骤s4中,所述二次曝光的光强为600uw/cm~1000uw/cm。
技术总结本发明提供了一种分化零件的整版酸腐工艺制备方法。该方法先通过光刻技术进行第一次图形化,在基片带胶状态下进行酸蚀,形成刻蚀凹槽,然后基片去胶,清洗基片表面,之后对处理后的基片表面进行二次涂胶,然后通过CCD定位靶标进行二次曝光,刻蚀出铬图形区域,最后处理后的基片进行去胶和清洗处理。本发明的方法,实现了图形的精准保护,大幅提高了酸腐工艺时间及产品良率。技术研发人员:江启明,邓辉,李铁峰受保护的技术使用者:长沙韶光芯材科技有限公司技术研发日:技术公布日:2024/5/12本文地址:https://www.jishuxx.com/zhuanli/20240618/24913.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表