一种镁铝合金烧结镜及其加工方法与流程
- 国知局
- 2024-06-21 12:06:49
本发明涉及光学系统,具体涉及一种镁铝合金烧结镜及其加工方法。
背景技术:
1、对于一些先进的光学系统,如飞机火控系统、侦察系统、气象观测系统等,烧结反射镜是重要的组成部分,其质量的好坏直接影响着光学系统的整体性能。随着科学技术的迅猛发展,对镜体的整体性能要求也越来越高,如:轻量化、高功率密度、热稳定性好等。所谓轻量化技术就是指减小光学镜子单位面积的质量,而不影响光学镜子的成像质量的加工技术。从轻量化的概念来看,主要有两个方面的工作要做:一是减轻反射镜的重量,二是保证反射镜的光学成像质量。
2、现有技术中,高祀建,关铭,朱永昌等,公开了一种轻质表面玻璃化钛金属平面反射镜及一种特种玻璃,cn101021580[p],该反射镜由钛金属基底、特种玻璃层和反射膜层构成。其中钛金属基底为纯钛或钛合金,钛基底可为平板也可为满足轻量化设计要求的蜂窝状结构。反射镜是由镜面和基体通过焊接或者胶结等方式组成的,其中,镜面的作用使用来保证电磁波的反射,而基体的作用是通过定位和支撑镜面以保证镜面的面型精度。轻质反射镜是通过背部支撑设置的基体固定在设备上,安装后受到的载荷为过载、冲击和振动等。传统的轻质反射镜为钛合金或碳化硅基体表面烧结玻璃的方式制作,在实际使用过程中,由于密度高,质量大,在空间应用上面不具有优势,因此成本较高,且现有轻质反射镜采用的背部基体支撑结构未根据反射镜的实际受载状态设计,特别对于异形轻质反射镜,其在垂直于镜面的方向上的结构刚度较低,因而在过载情况下轻质反射镜的镜面容易变形,影响光学成像质量。
3、现有的轻质反射镜的抛光方法为传统古典抛光法,使用抛光粉对反射面进行抛光达到面型要求。但镁铝合金烧结镜易被抛光粉腐蚀,故本发明采用磁流变抛光法及离子束抛光法对镁铝合金进行反射面的面型加工。
4、镁铝合金具有强度高,密度小,散热好等优点,广泛用于电子,汽车,航天等领域。相同减重设计的情况下,镁铝合金的重量为碳化硅的56.25%,为钛合金的39.91%,镁铝合金作为镜基体不仅使整个光学系统制造成本大大降低,而且在空间轻量化方面更具优势。
技术实现思路
1、本发明的目的是提供一种镁铝合金烧结镜及其加工方法,密度低,且具有很好的强度、刚性和尺寸稳定性,且镁铝合金的密度比钛合金更低,在空间轻量化方向更具优势。
2、本发明为实现上述目的所采用的技术方案为:一种镁铝合金烧结镜,包括基体以及一体化安装在基体上的烧结镜,基体的化学成分为镁铝合金,密度为1.8g/cm3;基体上设有改性层,改性层为陶瓷、玻璃或者光学晶体材料,改性层与基体通过胶合、焊接或者烧结的方式组合成整体。
3、一种镁铝合金烧结镜的加工方法,包括以下步骤:
4、步骤一、根据预设的烧结镜、基体二者的尺寸参数对镁铝合金光坯进行制备,对镁铝合金光坯的需求面进行烧结改性层;
5、步骤二、对镁铝合金光坯的需求面使用劳尔铣磨机进行铣磨,表面粗糙度控制在0.8um以内;
6、其优点在于:由于镁铝合金容易与传统的精磨用砂及抛光粉发生反应,且传统金刚砂及抛光粉对镁铝合金都具有一定的腐蚀性,故采用劳尔铣磨机进行精磨。
7、步骤三、对镁铝合金光坯的需求面进行磁流变修形,根据三维驻留时间分布,控制表面面型达到0.1um以内;
8、步骤四、将烧结镜和基体一体化结构进行时效处理;
9、步骤五、使用离子束抛光对烧结镜的需求面精修面型后,将烧结镜和基体一体化结构进行时效处理;
10、步骤六、利用离子束抛光机对烧结镜的需求面反复修抛面型,根据步骤五的方法进行反复修抛面型并每次进行时效处理,重复6~7次,直至面型满足1/30波长以内。
11、其中,步骤五使用离子束抛光对烧结镜的需求面精修面型方法:通过软件得到不同栅网对材料的去除函数,得到面型图和三维图,通过去除函数和三维图得到离子源在工件不同位置的驻留时间,去除高点得到一个更平整的表面,实现面型的提升。
12、步骤五使用离子束抛光对烧结镜的需求面精修面型方法具体为:
13、1.离子束抛光控制面型达到rms0.028波长,第一次时效后,面型为0.11波长;变形量为0.073波长;先使用37mm*37mm的栅网;面型达到0.06波长~0.05波长之间,再使用20mm*20mm的栅网面型精度达到0.05波长~0.03波长之间,最后使用10mm*10mm的栅网面型精度要达到0.03波长以内;
14、2.离子束抛光控制面型达到rms0.029波长,第二次时效后,面型为0.07波长;变形量为0.041波长;先使用37mm*37mm的栅网;面型达到0.06波长~0.05波长之间,再使用20mm*20mm的栅网面型精度达到0.05波长~0.03波长之间,最后使用10mm*10mm的栅网面型精度要达到0.03波长以内;
15、3.离子束抛光控制面型达到rms0.026波长,第三次时效后,面型为0.05波长;变形量为0.024波长;先使用20mm*20mm的栅网;面型精度达到0.05波长~0.03波长之间,最后使用10mm*10mm的栅网面型精度要达到0.03波长以内;
16、4.离子束抛光控制面型达到rms0.028波长,第四次时效后,面型为0.04波长;变形量为0.012波长;先使用20mm*20mm的栅网;面型精度达到0.05波长~0.03波长之间,最后使用10mm*10mm的栅网面型精度要达到0.03波长以内;
17、5.离子束抛光控制面型达到rms0.029波长,第五次时效后,面型为0.035波长;变形量为0.006波长;使用10mm*10mm的栅网;面型精度要达到0.03波长以内;
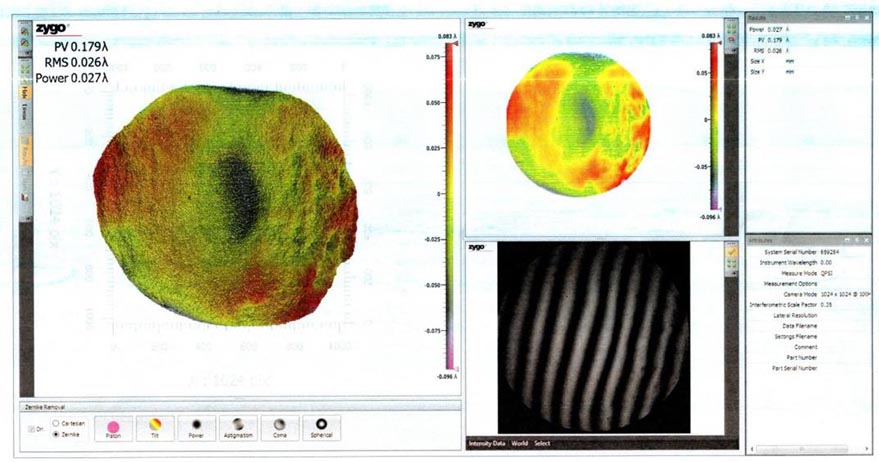
18、6.离子束抛光控制面型达到rms0.025波长,第六次时效后,面型为0.026波长;变形量为0.001波长;使用10mm*10mm的栅网;面型精度要达到0.03波长以内;
19、7.第七次时效后,面型精度为0.026波长,面型未发生降低情况,面型稳定。
20、进一步的,当面型精度在0.1波长以上时,使用37mm*37mm的栅网进行离子束抛光,面型精度可达到0.06波长~0.05波长之间;面型精度达到0.05波长~0.04波长之间,使用20mm×20mm的栅网,面型精度可达到0.03波长左右;面型精度要达到0.03波长以内时,使用10mm×10mm的栅网,可控制面型精度在0.03波长以内。
21、本发明的步骤六中,利用离子束抛光机对烧结镜的需求面反复修抛面型,具体操作为:根据干涉仪测试面型结果,通过反向修抛的方式进行保证面型满足要求。
22、本发明的步骤四和步骤五的时效处理均为:温度200±10℃,保温时间24h,自然冷却10h。通过反复进行时效,并通过自然冷却的方式,确保最终面型满足要求。
23、本发明中,步骤一的烧结温度为1000±10℃。
24、本发明中,镁铝合金具有强度高,密度小,散热好等优点,而镁铝合金作为烧结镜基体使其在空间轻量化方面更具优势,其和玻璃粘接后通过抛光工艺处理面型稳定,从而使整个光学系统制造成本大大降低。
25、本发明的烧结镜其密度低,且具有很好的强度、刚性和尺寸稳定性。本发明通过多次精修面型和反复高温时效的方法,解决了镁铝合金烧结镜在高温出现变形的问题,面型稳定性更强,环境适应性更强,且镁铝合金的密度比钛合金更低,在空间轻量化方向更具优势。
本文地址:https://www.jishuxx.com/zhuanli/20240618/25642.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表