用于焊接面罩的自动变光系统及包括其的焊接面罩的制作方法
- 国知局
- 2024-06-21 12:17:10
本技术涉及电焊保护的,具体涉及用于焊接面罩的带有混合时延特性的自动变光系统,本技术还涉及包括所述自动变光系统的焊接面罩。
背景技术:
1、在焊接、冶炼、玻璃、陶瓷、机械热加工等作业中,生产工人经常接触到高温炉窑等热源,其温度一般在1050-2150度之间,对应的热辐射中短红外波段0.78微米-3微米。在此温度下,能产生约占70%以上的红外线和大量可见光、紫外线。其中,电焊产生的紫外线对眼球短时间照射就会引起眼角膜和结膜组织的损伤(以28nm光最严重);而产生的强烈红外线容易引起眼晶体混浊。电焊用护目镜能很好阻截以上红外线和紫外线。这种镜片以光学玻璃为基础,采用氧化铁、氧化钴和氧化铬等着色剂,另外还加入一定量的氧化铈以增加对紫外线的吸收。外观呈绿色或黄绿色。能全部阻截紫外线,红外线透过率<5%,可见光透过率约为0.1%。
2、通常的护目镜是不可变光的,对于可变光的滤光镜通常在焊接期间,而在焊接后的观察中,一般仅提供焊接保护暗度的简单时延,固定暗度的设置,且存在暗度较大范围跳变问题。通常的焊接过程暗度模式如图1所示,熄弧后保持原有暗度一定延迟时间后,陡峭地由暗态回到亮态,因此无法灵活地适应大电流高温焊接熔池的温度及其光强的变化。
3、在实际焊接过程中,通常有两类场景应用起来不太舒适。一类是大电流焊接,熄弧后工件保持发光时间很长,需要设置很大的时延,这样容易导致熄弧后长时间看不清工件;第二类是快速连续点焊,必须设置很小的时延,这样容易导致退出的反差过大,造成眼睛的反复刺激和疲劳。需要寻找更好的时延控制方法来解决这些问题。
4、目前通常存在两种方法来寻求改善。第一种是针对点焊,熄弧后立即进入到一个固定的较低暗度,维持一段时间再恢复到亮态,其暗度模式如图2所示;第二种是针对一般情况,熄弧后的一段时间内,暗度从熄弧时工作暗度梯级变化到亮态,其暗度模式如图3所示。上述第一种方法能够改善快速点焊反差,但是熄弧后过渡过于生硬,仍然容易晃眼,而且对于大电流焊接工件发光时间长的情况,不起作用。上述第二种方法在快速点焊时总时间必须设置很短,起不到减轻反差的作用;对于大电流焊接工件发光时间长的情况总时间必须设长,看见工件的速度比不变暗度同样时延快一些,但是还是需要较长时间。
5、需要说明的是,“背景技术”段落只是用来帮助了解本实用新型的内容,因此在“背景技术”段落所公开的内容可能包含一些没有构成本领域技术人员所知道的现有技术。在“背景技术”段落所公开的内容,不代表该内容或者本实用新型一个或多个实施例所要解决的问题,在本实用新型申请前已被本领域技术人员所知晓或认知。
技术实现思路
1、鉴于现有技术中的上述缺陷,有必要针对上述大电流熔池亮光保持时间长以及连续点焊等多种焊接情况,提供一种能在各种焊接条件下熄弧后都能提供良好保护的自动变光系统及对其焊接操作后的时延和暗度进行控制的方法。
2、为实现上述目的,本实用新型提供了一种用于焊接面罩的自动变光系统,所述自动变光系统包括自动变光滤光镜以及对其暗度进行控制的控制系统,所述自动变光滤光镜包括液晶盒组件,所述控制系统包括:
3、微控制单元;
4、与所述微控制单元电连接的光电传感器检测单元,用于检测起弧和熄弧操作下的光信号并将其转换为电信号以及将所述电信号发送至所述微控制单元;
5、与所述微控制单元电连接的工作参数设置单元,用于将工作参数发送至所述微控制单元;
6、与所述微控制单元电连接的液晶供电控制电路,所述微控制单元能够基于所述电信号以及所述工作参数产生输出控制信号并发送至所述液晶供电控制电路;以及
7、在所述液晶供电控制电路的下游与其电连接的液晶驱动电路,其中所述液晶供电控制电路能够基于来自所述微控制单元的输出控制信号向所述液晶驱动电路提供驱动所述液晶盒组件所需的控制电压;
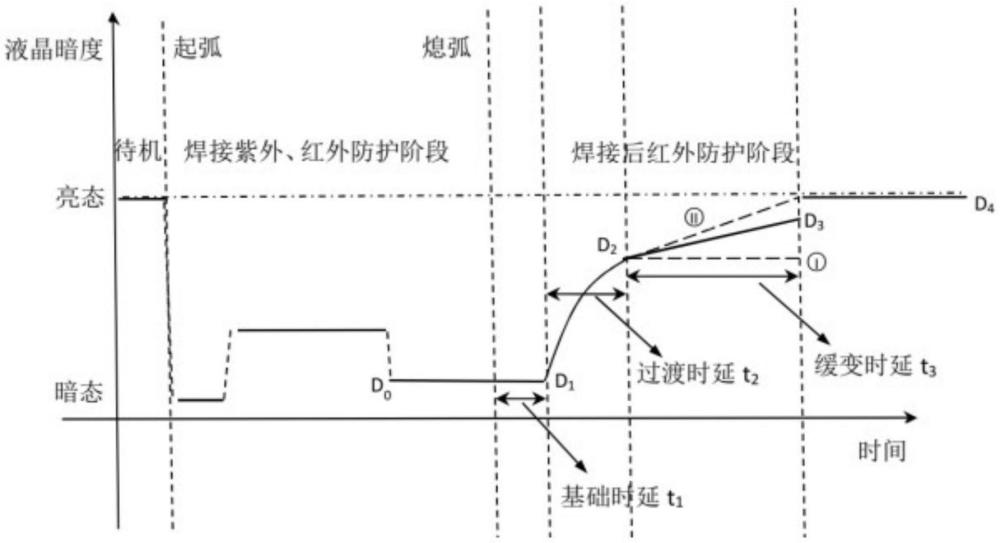
8、所述液晶驱动电路驱动所述液晶盒组件以使其在亮态和暗态之间变换,其中在熄弧操作后的一定时延范围内,所述液晶盒组件的连续暗度曲线按时序如下分布:在所述时延范围的第一阶段,暗度维持不变;在所述时延范围的第二阶段,暗度及其变化率均递减;以及在所述时延的第三阶段,暗度维持线性分布。
9、优选地,所述工作参数为所述自动变光系统出厂时预先设置的工作参数或是由操作者基于实际工况手工输入的工作参数,所述工作参数包括时延范围各个阶段的持续时间、起始暗度和结束暗度。
10、优选地,所述第一阶段的持续时间在0~1000毫秒之间可调节,所述第一阶段的起始暗度和结束暗度为熄弧操作时所述液晶盒组件的第一暗度。
11、优选地,所述第二阶段的持续时间在100~300毫秒之间可调节,所述第二阶段的起始暗度为熄弧操作时所述液晶盒组件的第一暗度,所述第二阶段的结束暗度为比所述第一暗度小的第二暗度。
12、优选地,所述第三阶段的持续时间在0~2秒之间可调节,所述第三阶段的起始暗度为所述第二阶段的结束暗度,以及所述第三阶段的结束暗度不大于所述第三阶段的起始暗度且不小于所述液晶盒组件的亮态暗度。
13、优选地,所述第一暗度在din8~15之间,所述第二暗度在din3~7之间。
14、优选地,所述液晶供电控制电路包括第一液晶供电控制电路和第二液晶供电控制电路,所述自动变光系统还包括与所述第一液晶供电控制电路和所述第二液晶供电控制电路选择性接通的切换开关,其中所述第一液晶供电控制电路在所述第一阶段与所述切换开关接通以向所述液晶驱动电路提供所述驱动电压;以及所述第二液晶供电控制电路在所述第二阶段和所述第三阶段与所述切换开关接通以向所述液晶驱动电路提供所述驱动电压。
15、优选地,所述液晶供电控制电路包括数模转换模块、脉冲宽度调制模块以及rc放电模块中的至少一种。
16、优选地,所述输出控制信号包括在所述时延范围内不同时序下对液晶盒组件进行驱动的控制电压的有关信息,所述第一阶段的控制电压大于整个第二阶段的控制电压,并且第二阶段结束时的控制电压大于所述第三阶段的控制电压。
17、根据本实用新型的又一个方面,提供一种焊接面罩,包括:面罩本体以及如以上内容所述的自动变光系统,其中所述自动变光系统中的自动变光滤光镜安装于所述面罩本体的正面开口处,并且所述自动变光系统中的控制系统集成地安装于所述面罩本体。
18、根据本技术,一种对用于焊接面罩的自动变光系统进行暗度控制的方法包括如下步骤:
19、提供如上所述的自动变光系统;
20、经由所述工作参数设置单元将所述自动变光系统的工作模式设置于混合时延模式,并将相应的工作参数发送至所述微控制单元;
21、利用所述光电传感器检测单元对起弧和熄弧操作下的光信号进行检测,将所述光信号转换为电信号并发送至所述微控制单元;
22、当所述微控制单元接收到表示熄弧操作的电信号时,所述微控制单元将基于所述工作参数而产生的输出控制信号发送至所述液晶供电控制电路;
23、所述液晶供电控制电路基于来自所述微控制单元的输出控制信号向所述液晶驱动电路提供驱动所述液晶盒组件所需的控制电压;以及
24、所述液晶驱动电路驱动所述液晶盒组件以使其在亮态和暗态之间变换,所述控制电压的大小和持续时间被配置为使得在熄弧操作后的一定时延范围内,所述液晶盒组件的连续暗度曲线按时序如下分布:在所述时延范围的第一阶段,暗度维持不变;在所述时延范围的第二阶段,暗度及其变化率均递减;以及在所述时延的第三阶段,暗度维持线性分布。
25、优选地,所述液晶供电控制电路借助于数模转换、脉冲宽度调制及rc放电中的至少一种对所述控制电压进行调节。
本文地址:https://www.jishuxx.com/zhuanli/20240618/26462.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表