木材的自动雕刻方法
- 国知局
- 2024-06-21 12:56:52
本发明涉及一种雕刻方法,特别涉及一种对木材的自动化雕刻方法。
背景技术:
1、在家具行业中,木材的雕刻是非常重要的工序,木材雕刻的效率以及精准度是影响产品质量的重要因素,在目前的木材雕刻领域中,对于方形木材的雕刻方法,通常是通过人工的方式将木材搬运至雕刻机中进行锁紧定位,并进行一面的雕刻,完成一面的雕刻后,再进行拆卸再进行其他面的雕刻,如此往复。现有的雕刻方法,需要人工多次进行拆卸、安装,并且需要人工的多次参与,容易造成疲劳。
技术实现思路
1、为解决现有技术中存在的不足,本发明的目的是提供一种可以快速的对方形木材四个面进行雕刻的雕刻方法,利用本发明提供的雕刻方法,可以减少人工的参与,并且整个过程中不需要人工进行搬运,极大的降低了操作工人的疲劳程度,整体生产效率的提升,有助于降低生产成本;并且姿态调整机构将木材进行抬升时,木材的势能会增加,该部分增加的势能可以转化成后续木材转动的动力。
2、为实现上述的技术目的,本发明所采用的技术方案如下。
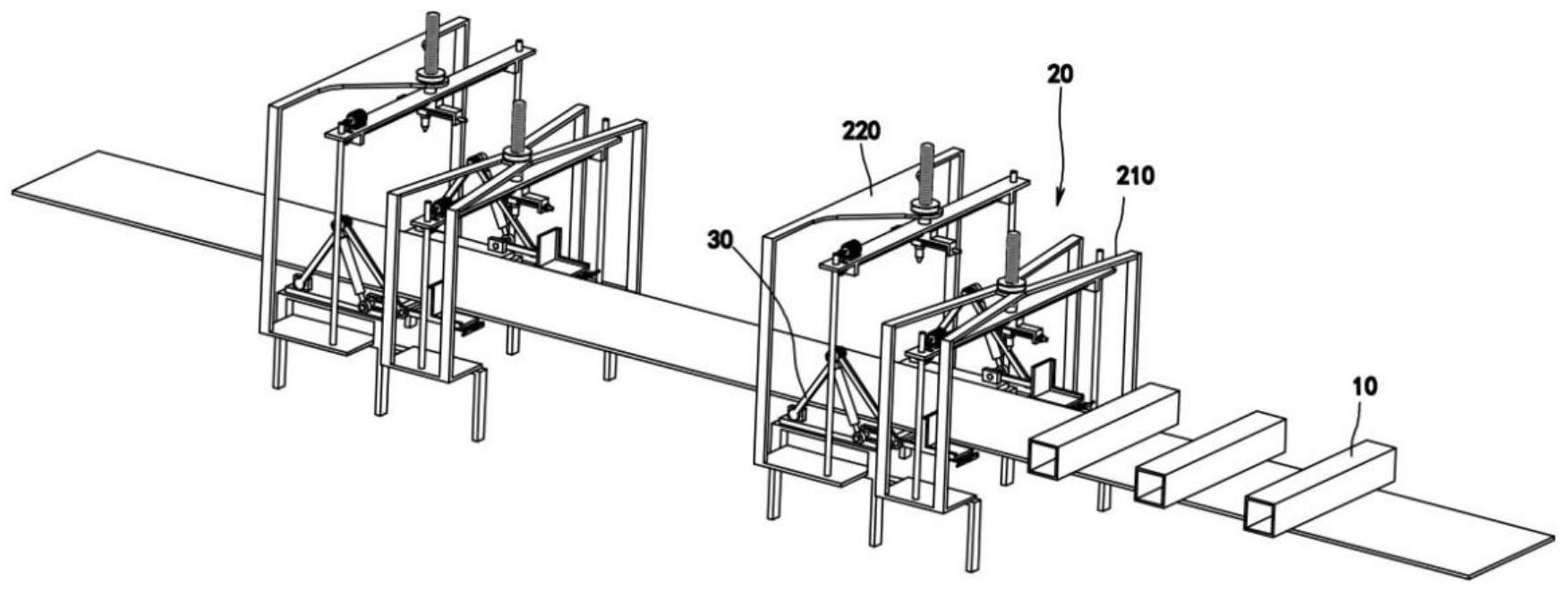
3、自动雕刻方法,其包括执行以下步骤,在传送带的运送作用下,将待加工件运送至第一雕刻机构,姿态调整机构承接待加工件,第一雕刻机构对待加工件上端部处于水平状态的a面进行雕刻加工,其特征在于,通过姿态调整机构调节待加工件旋转90°,第一雕刻机构对待加工件上端部处于水平状态的b面进行雕刻加工;继续通过姿态调整机构调节待加工件的角度,并使得待加工件落入传动带时,待加工件能够旋转90°,待加工件的a面呈水平布置并且位于下端部。
4、通过姿态调整机构对待加工件的姿态调整,实现待加工件的上端水平面在a面与b面之前切换调整,第一雕刻机构可以快速的完成雕刻工作,在对a面以及b面雕刻时,是需要一次夹持固定,相对于传统的雕刻方式,其效率有明显提升;并且待加工件的上水平面由a面调整至b面时,待加工件的势能增加,该部分增加的势能能够转换成待加工件再次翻转90°的动力,以便于后续的加工作业。
5、进一步的优化,继续执行上述的步骤,通过传送带将待加工件传送至第二雕刻机构,第二雕刻机构的姿态调整机构承接待加工件,第二雕刻机构对待加工件上端部处于水平状态c面进行雕刻加工;通过第二雕刻机构的姿态调整机构调节待加工件旋转90°,第二雕刻机构对待加工件上端部处于水平状态的d面进行雕刻加工。
6、利用两个雕刻机构的协同加工,实现对方形待加工件的四面快速雕刻,相对于传统的雕刻方式,其效率大大提升,并且整个雕刻过程中,不需要进行人工的搬运操作,有效的节约人工。
7、优化措施,继续通过第二雕刻机构的姿态调整机构调节待加工件的角度,并使得待加工件落入传送带时,待加工件能够旋转90°,待加工件的a面呈水平布置并且位于上端部。
8、当第二雕刻机构完成雕刻任务后,利用第二雕刻机构中的姿态调整机构对待加工件进行再次调整,使得待加工件恢复至雕刻前的位置状态,即a面保持水平并且位于上端部,便于后续的生产加工。
9、对本发明进行的进一步改进措施,姿态调整机构拥有如下三种加工状态:
10、第一加工状态,利用夹持机构将待加工件锁紧,此时待加工件的a面呈水平布置并且位于上端侧,利用第一雕刻机构的第一雕刻单元对待加工件的a面进行雕刻加工;
11、第二加工状态,姿态调整机构将待加工件的b面调整至呈水平布置并且位于上端侧,利用第一雕刻机构的第二雕刻单元对待加工件的b面进行雕刻加工;
12、第三加工状态,待加工件从姿态调整机构上脱离,并且运动至传送带上的待加工件的a呈水平布置并且位于下端侧。
13、姿态调整机构的三种加工状态,可以与第一/二雕刻单元进行有效的配合,并进行高效的雕刻作业,姿态调整机构在状态切换过程中,会产生势能的积蓄,而且待加工件的上端面可以稳定的保持于水平状态。
14、进一步的改进措施,姿态调整机构包括支撑架,支撑架上的a安装块铰接有a连杆,a连杆的另一端铰接有b连杆,支撑架上的b安装块铰接有c连杆,b连杆的另一端铰接于c连杆的中间位置。
15、基于本发明所提供的设计方案,姿态调整机构利用c连杆的抬升,以实现对待加工件加工方位的改变,c连杆的抬升过程,实现了待加工件势能的增加,为后续的待加工件的势能转换提供动力来源。
16、进一步的改进措施,气缸的固定端铰接于b安装块并且气缸的旋转中心与c连杆的旋转中心重合,a连杆、b连杆的铰接处设置有铰接轴,气缸的伸缩端铰接于铰接轴。
17、结合本发明所提供的设计方案,由气缸为姿态调整机构提供稳定的动力来源,实现c连杆能够自由的绕b安装块的铰接点转动,相对于其他的动力提供方式,其更加稳定可靠,并且成本更低。
18、进一步的改进措施,c连杆的悬置端设置有与c连杆平行并且向支撑架中心延伸的a承接板,c连杆上还设置有与a承接板相垂直的b承接板,a承接板与b承接板之间形成的空间用于安装待加工件;夹持机构装配于姿态调整机构的边缘处。
19、通过在c连杆的端部装配a/b承接板,实现对待加工件的安放,并结合夹持机构的定位作用,可以将待加工件稳定的安装于夹持区域内,并且在待加工件脱离时,便于待加工件的势能进行转化。
技术特征:1.自动雕刻方法,其特征在于,其包括执行以下步骤,
2.根据权利要求1所述的自动雕刻方法,其特征在于,继续执行上述的步骤,通过传送带将待加工件(10)传送至第二雕刻机构,第二雕刻机构的姿态调整机构承接待加工件(10),第二雕刻机构对待加工件(10)上端部处于水平状态c面进行雕刻加工;通过第二雕刻机构的姿态调整机构(30)调节待加工件(10)旋转90°,第二雕刻机构对待加工件(10)上端部处于水平状态的d面进行雕刻加工。
3.根据权利要求2所述的自动雕刻方法,其特征在于,继续通过第二雕刻机构的姿态调整机构调节待加工件(10)的角度,并使得待加工件(10)落入传送带时,待加工件(10)能够旋转90°,待加工件(10)的a面呈水平布置并且位于上端部。
4.根据权利要求1所述的自动雕刻方法,其特征在于,姿态调整机构(30)拥有如下三种加工状态:
5.根据权利要求4所述的自动雕刻方法,其特征在于,姿态调整机构(30)包括支撑架(310),支撑架(310)上的a安装块铰接有a连杆(320),a连杆(320)的另一端铰接有b连杆(330),支撑架(310)上的b安装块铰接有c连杆(340),b连杆(330)的另一端铰接于c连杆(340)的中间位置。
6.根据权利要求5所述的自动雕刻方法,其特征在于,气缸(350)的固定端铰接于b安装块并且气缸(350)的旋转中心与c连杆(340)的旋转中心重合,a连杆(320)、b连杆(330)的铰接处设置有铰接轴,气缸(350)的伸缩端铰接于铰接轴。
7.根据权利要求6所述的自动雕刻方法,其特征在于,当气缸(350)位于初始状态时,c连杆(340)处于水平状态,此时位于姿态调整机构(30)上的待加工件(10)的a面呈水平布置;控制气缸(350)向外伸展,利用b连杆(330)牵引c连杆(340)绕c连杆(340)与b安装块的铰接点转动,并实现姿态调整机构(30)由第一加工状态向第二加工状态切换;控制气缸(350)继续向外伸展,此时待加工件(10)的b面呈倾斜布置,松开夹持机构(40),并使得落入至传送带的待加工件(10)的a面呈水平布置并且位于下端部。
8.根据权利要求7所述的自动雕刻方法,其特征在于,c连杆(340)的悬置端设置有与c连杆(340)平行并且向支撑架(310)中心延伸的a承接板,c连杆(340)上还设置有与a承接板相垂直的b承接板,a承接板与b承接板之间形成的空间用于安装待加工件(10)。
9.根据权利要求4所述的自动雕刻方法,其特征在于,夹持机构(40)装配于姿态调整机构(30)的边缘处。
10.根据权利要求9所述的自动雕刻方法,其特征在于,夹持机构(40)包括与姿态调整机构(30)滑动连接的运动板(410),姿态调整机构(30)上装配有用于推动运动板(410)向姿态调整机构(30)聚拢的弹簧,运动板(410)上转动连接有夹持件(420)。
技术总结本发明公布了自动雕刻方法,其包括执行以下步骤,在传送带的运送作用下,将待加工件运送至第一雕刻机构,姿态调整机构承接待加工件,第一雕刻机构对待加工件上端部处于水平状态的A面进行雕刻加工,通过姿态调整机构调节待加工件旋转90°,第一雕刻机构对待加工件上端部处于水平状态的B面进行雕刻加工;继续通过姿态调整机构调节待加工件的角度,并使得待加工件落入传动带时,待加工件能够旋转90°,待加工件的A面呈水平布置并且位于下端部;整个过程中不需要人工进行搬运,整体生产效率的提升,有助于降低生产成本;并且姿态调整机构将木材进行抬升时,木材的势能会增加,该部分增加的势能可以转化成后续木材转动的动力。技术研发人员:王克铸,王尚尚,陈丹莉受保护的技术使用者:六安职业技术学院技术研发日:技术公布日:2024/1/13本文地址:https://www.jishuxx.com/zhuanli/20240618/30226.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。