加工机以及用于在加工机中排齐基材的方法与流程
- 国知局
- 2024-07-05 15:54:30
本发明涉及根据权利要求1的前序部分所述的加工机以及根据权利要求37的前序部分所述的用于在加工机中将基材排齐的方法。
背景技术:
1、在特别是用于诸如瓦楞纸板单张纸的单张纸的加工机中使用各种加工总成。单张纸借助至少一个着墨总成被加载印刷流体,并且附加地或替代地,单张纸借助至少一个成型装置在其质量和/或形状和/或轮廓方面改变。一种可行的着墨方法是柔版印刷。柔版印刷的长处是:印版滚筒具有柔性的印版。可行的成型装置通常是冲头、特别是旋转冲头。为了确保最终产品的高质量,有必要在加工机中将基材符合套准地排齐。
2、基材的排齐通常在加工机的进纸器中进行、即在第一加工总成之前进行。例如,ep2 456 698 b1示出这样一种加工机,其具有布置在第一加工总成前面的引入元件。引入元件具有用于在侧向方向上移动的侧驱动装置和两个用于在纵向方向上移动的纵向驱动装置。
3、wo 98/18053 a1公开了一种单页单张纸印刷机中的页张排齐装置。排齐装置的传送装置可横向于传送方向移动,以便将页张的侧边沿定位在额定印刷位置的高度上。
4、de 20 2012 100 708 u1示出一种冲裁装置,其具有将材料单张纸进给至冲裁滚筒的进给单元以及使材料单张纸和冲裁滚筒的运动同步的控制装置。设置有检测材料单张纸的位置的探测装置,控制装置被设计成:根据检测装置的信号来控制进给总成的速度。
5、特别是基于加工总成对基材的加工或者还基于传送机构对基材的传送,而可能使基材的定位相对于沿着通过加工机的传送路径的理想排齐情况、特别是在至少一个第一加工总成之后发生改变。
6、通过de 10 2019 119 372 a1已知一种加工机,其中,给着墨总成分配至少一个布置在着墨总成之前的单张纸传感器,该单张纸传感器检测纸张到达单张纸传感器的位置的时间点,以便补偿传送方向上对版的差错。然而,不可能补偿横向方向上的套准差错,即当单张纸横向移动时,和/或不可能补偿由于单张纸的歪斜位置使得的对版差错。
7、wo 2016/174221 a1教导了一种具有多个用于加工单张纸的加工站的机器结构,其中,这些加工站中的至少一个设计为无印版印刷装置。排齐装置沿纸张的传送方向布置在无印版印刷装置和处于无印版印刷装置之后的加工站之间,该排齐装置使单张纸分别至少在其轴向套准和/或在其圆周套准方面符合套准地相对于布置在无印版印刷装置之后的加工站的加工位置排齐。
8、de 10 2018 201 918 a1公开了一种单张纸加工机,其具有涂覆总成和具备冲裁滚筒的成型总成。传送总成布置在涂覆总成和成型总成之间,其中,单张纸的传送路径可以位于传送面下方。待加工的单张纸的排齐在涂覆总成之前的进纸装置中进行。通过借助传感器检测套准标记并随后进行评估来确定圆周套准、侧面套准和/或对角套准。据此,对加工总成的滚筒的在其相对位置方面进行调整。
9、de 10 2018 204 314 a1教导了一种单张纸加工机,具有涂覆总成和具备冲裁滚筒的成型总成。传送总成布置在涂覆总成和成型总成之间,其中,单张纸的传送路径可以位于传送面下方。待加工的单张纸在涂覆总成前面的进纸装置中排齐。进纸装置具有排齐滚轮,该排齐滚轮可以沿横向方向部分地或整体地移动。待加工的单张纸平放着在排齐滚轮的区域内传送。
10、de 694 06 962 t2公开了一种用于使单个瓦楞纸板单张纸连续地穿过苯胺印刷分区和冲裁分区的装置。为此,在苯胺印刷分区和冲裁分区之间布置具有被驱动的给送机的传送分段。用于检测单张纸的传感器机构布置在传送分段中。通过将传送带从其正常驱动速度加速和减速,然后返回到正常驱动速度来调校单张纸的位置精度。
技术实现思路
1、本发明的目的在于:提出一种加工机和一种用于在加工机中将基材排齐的方法。
2、根据本发明,该目的通过权利要求1和37的特征来实现。从属权利要求示出所发现的解决方案的有利改进和/或设计。
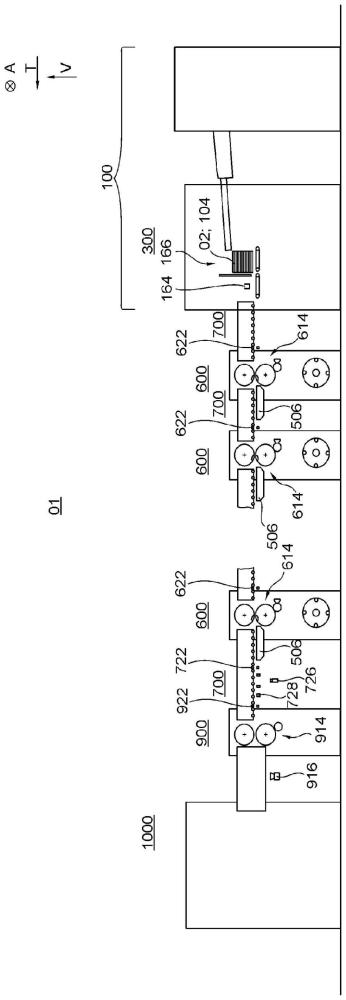
3、优选提出一种如下的加工机。该加工机具有至少一个加工总成。加工机优选地具有至少两个加工总成,这些加工总成优选地执行彼此不同的加工过程。优选地,至少一个加工总成、例如在前的加工总成被设计为着墨总成。优选地,至少一个加工总成、例如后续的加工总成被设计为成型总成。在基材的传送方向上,至少一个设计为着墨总成的加工总成优选地跟随有至少一个优选设计为成型总成的加工总成、进一步优选设计为冲裁总成,或者优选为设计为着墨总成的加工总成,而在中间没有其他的加工总成。特别地,第一加工总成之后的是至少一个另外的加工总成。后续的加工总成优选设计为成型总成、进一步优选设计为冲裁总成。
4、至少一个传送总成布置在沿基材的传送方向跟随在其之后的至少一个加工总成之前。至少一个传送总成之后优选地跟随有至少一个加工总成,优选地直接跟随在其之后,进一步优选在其间没有其他的加工总成。后续的加工总成优选设计为成型总成、进一步优选设计为冲裁总成。优选地,至少一个传送总成布置在至少一个设计为着墨总成的加工总成和至少一个后续的加工总成之间,优选地作为成型总成、进一步优选地作为冲裁总成。设置用于传送基材的传送路径的由传送总成确定的分段优选位于传送总成的传送面下方。有利的是,实现了悬挂式地传送基材。至少一个传送总成优选地具有至少一个传送元件。特别地,至少一个传送总成具有多个传送元件、优选至少两个传送元件。至少一个传送元件、优选为多个传送元件中的至少一个传送元件优选可以沿轴向移位。至少一个传送元件、优选为多个传送元件中的至少一个传送元件优选根据对至少一个成像元素、优选为至少一个印刷标记的检测而沿轴向移位。有利地,这使得能够实现基材相对于对加工基材的加工总成得到最佳的排齐。
5、优选地,提出一种用于在加工机中将基材排齐的方法。特别地,使基材相对于加工机的加工总成排齐。优选地,在基材的传送方向上,跟在加工机的至少一个传送总成后面的是加工机的至少一个加工总成,优选地在中间没有其他的加工总成。在基材的传送方向上,跟在至少一个设计为着墨总成的加工总成后面的优选是至少一个优选设计为成型总成的、进一步优选设计为冲裁总成、或者优选被设计为着墨总成的加工总成。优选地,至少一个传送总成布置在至少一个设计为着墨总成的加工总成和至少一个后续的、优选设计为成型总成、进一步优选设计为冲裁总成的加工总成之间。优选地,设置用于传送基材的传送路径的由至少一个传送总成确定的分段位于传送总成的传送面下方。有利的是,由此至少利用至少一个用于排齐基材的传送总成实现悬挂式地传送基材。至少一个传送总成优选地具有至少一个传送元件。特别地,至少一个传送总成具有多个传送元件、优选为至少两个传送元件。至少一个传送元件、优选为多个传送元件中的至少一个传送元件优选沿轴向移位。至少一个用于排齐基材的传感器优选检测基材的至少一个成像元素。至少一个传送元件、优选为多个传送元件中的至少一个传送元件、优选为至少一个印刷标记沿轴向移位。至少一个用于排齐基材的传感器优选调节和/或控制至少一个用于沿轴向移位至少一个传送元件的单独驱动器。
6、在一优选实施方案中,至少一个传送总成具有多个传送元件。因此,至少一个优选设计用于排齐基材的传送总成优选具有至少两个、优选至少三个、进一步优选至少四个、进一步优选至少五个传送元件。例如,至少一个传送总成具有至多二十个、优选至多十二个、进一步优选至多十一个传送元件。优选地,多个传送元件中的传送元件在传送方向上彼此先后地布置。多个传送元件优选地可以单独地沿轴向移位或成组地沿轴向移位。优选地,多个传送元件单独地沿轴向移位,或者可选地,多个传送元件成组地沿轴向移位。
7、在一优选实施方案中,至少一个传送总成、特别是至少一个用于排齐基材的传送总成被设计为作为抽吸盒构造的抽吸传送机构,也称为滚轮抽吸系统。有利的是,特别是其厚度方面不同的基材可以被加工并精确排齐。作为抽吸盒的设计优选地能够实现各个传送元件的差别化移位,而不会对保持基材的保持力产生负面影响。有利的是,实现了可靠的基材引导和基材排齐,而基材不会被例如抓持的保持机构损坏。特别地,当悬挂式传送基材时,可以实现简单的基材引导和基材排齐。
8、至少一个传送元件优选地具有用于沿轴向移位的单独驱动器。优选地,至少一个传送总成具有至少一个传送元件和至少一个另外的沿传送方向在后和/或在前布置的传送元件,所述传送元件分别具有用于沿轴向移位的单独驱动器。换言之,至少一个另外的传送元件布置在该至少一个传送元件之后,和/或至少一个另外的传送元件布置在该至少一个传送元件之前,所述传送元件分别具有用于沿轴向移位的单独驱动器。因此,这些传送元件优选分别可以沿轴向移位。优选地,至少两个传送元件分别具有用于沿轴向移位的单独驱动器。有利地,至少一个单独驱动器以简单的方式实现了对传送元件进行个别移位,并且因此能够根据基材的必要取向进行个别适配。
9、至少一个传送总成优选地具有至少一个主驱动器,该主驱动器设计用于产生至少一个传送元件的旋转运动。优选地,多个传送元件与至少一个主驱动器联接。优选地,至少一个用于识别基材的前边沿的传感器借助至少一个控制单元与至少一个主驱动器连接。
10、有利地,借助至少一个固定的或可移动的止挡在基材进给装置中排齐基材。除了在基材进给装置中的排齐之外,有利地还借助至少一个传送总成来排齐基材。
11、有利地,在至少一个加工总成、优选在每个加工总成之前布置有至少一个优选用于识别基材的前边沿的传感器。优选地,根据该至少一个传感器,使基材的待加工的区域到达加工部位的时间点相对于加工总成的加工工具到达加工部位的时间点得到调整和/或能够调整。有利地,该传感器节省空间,尤其是例如相对于图像检测装置而言。
12、加工机有利地具有至少一个检查装置、优选为至少一个印刷图监控系统和/或至少一个套准监控系统和/或至少一个冲裁监控系统。优选地,至少一个检查装置与加工机的至少一个驱动器和/或与至少一个用于排出基材的单张纸道岔件和/或加工机的至少一个另外的部件相连接。优选地,加工机的至少一个驱动器和/或至少一个用于排出基材的单张纸道岔件和/或加工机的至少一个另外的部件根据由至少一个检查装置对基材的监控而被控制和/或调节。至少一个检查装置优选借助至少一个控制单元与至少一个单独驱动器和/或与至少一个传送总成的至少一个主驱动器连接。因此,当操控至少一个传送总成时有利地顾及到检查结果。
13、有利地,排齐发生在两个加工总成之间,以便在至少一个第一加工之后调整和/或后续调整基材的排齐。有利的是,在正在进行的加工过程期间提高排齐基材的精确度。因此有利地提高了加工的精度。由此,有利地提高了所生产的产品的质量。有利的是,还提高了加工机的生产效率。有利地简化了基材引导。
14、有利地,当基材被布置在至少一个传送总成上时,优选地当基材借助至少一个传送总成被传送时,使基材的差错位置被校正。有利地,基材在至少一个传送总成上沿传送方向和/或沿横向方向和/或相对于歪斜位置得到排齐。
15、加工总成中的至少一个加工总成的至少一个印版滚筒优选地具有至少一个用于使印版滚筒沿轴向移位的驱动器。进一步优选地,优选设计为冲裁总成或着墨总成的、后续的加工总成的至少一个印版滚筒优选具有至少一个用于使印版滚筒沿轴向移位的驱动器。优选地,印版滚筒还具有至少一个在圆周方向上的驱动器。有利地,至少一个印版滚筒相对于待加工基材的相对位置被优化。优选地,加工总成中的至少一个加工总成的至少一个印版滚筒借助至少一个用于使印版滚筒沿轴向移位的驱动器而沿轴向移位和/或能够移位。进一步优选地,后续的加工总成的至少一个印版滚筒优选借助至少一个用于使印版滚筒沿轴向移位的驱动器而沿轴向移位和/或可以沿轴向移位。有利地,通过印版滚筒在其轴向位置和/或相对于导引轴值的正确定位,可以实现对对版的最佳适配。优选地,至少一个加工总成、优选至少一个着墨总成和/或至少一个成型总成、进一步优选地每个加工总成、特别是着墨总成和/或位于着墨总成之后的加工总成具有至少一个用于沿轴向移位加工总成的至少一个印版滚筒的驱动器。优选地,至少一个加工总成、优选至少一个着墨总成和/或至少一个成型总成、进一步优选地每个加工总成、特别是着墨总成和/或位于着墨总成之后的加工总成具有至少一个在加工总成的至少一个印版滚筒的圆周方向上的驱动器。有利地实现了:加工总成的印版滚筒在轴向方向和/或圆周方向上的移位、优选是其旋转速度,和/或实现用于补偿印版滚筒的歪斜位置的移位。
16、有利地,基材可以在其通过至少一个着墨总成之后被排齐。有利地,优选地除了在加工机的例如设计为基材进给装置的第一总成中的排齐之外,特别是在至少一个成型总成之前,还优选对基材进行排齐。特别地,实现了由至少一个成型总成对基材的加工、例如至少一个冲裁轮廓相对于由至少一个着墨总成对基材的加工、例如至少一个印刷图的高精确度。
本文地址:https://www.jishuxx.com/zhuanli/20240618/39167.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表