一种大规格铝合金环件的冷变形方法与流程
- 国知局
- 2024-06-20 14:27:18
本申请涉及铝合金冷变形,特别是涉及一种大规格铝合金环件的冷变形方法。
背景技术:
1、铝合金环件是火箭重要的结构件,为了满足运载能力的提升需求,火箭规格增大,相应的铝合金环件规格也增大,因此,环件的制造工艺也面临新的问题,如直径5米级的2219扁平环制造工艺中,需要进行冷变形进行消除残余应力和提升强度,目前可采用的方法主要有2种:一种是胀形工艺,而现有的胀形装置,对于5米级的2219扁平环来说胀形力不足,不能满足要求;另一种是采用锻压机分步压制,这是目前实际采用的工艺,但该工艺均匀性较差,且效率低,一般需耗时1~2小时。
2、为了提高大规格扁平环的性能均匀性及效率,需要开发一种新的冷变形方法。
技术实现思路
1、为解决上述技术问题,本申请提供一种大规格铝合金环件的冷变形方法,它具有高效率、高均匀性等优点。
2、本申请提供的技术方案如下:
3、一种大规格铝合金环件的冷变形方法,包括如下操作步骤:
4、s1、固溶淬火:将大规格铝合金环件加热至500~540℃,保温一段时间后立即转移至冷却水中进行淬火;
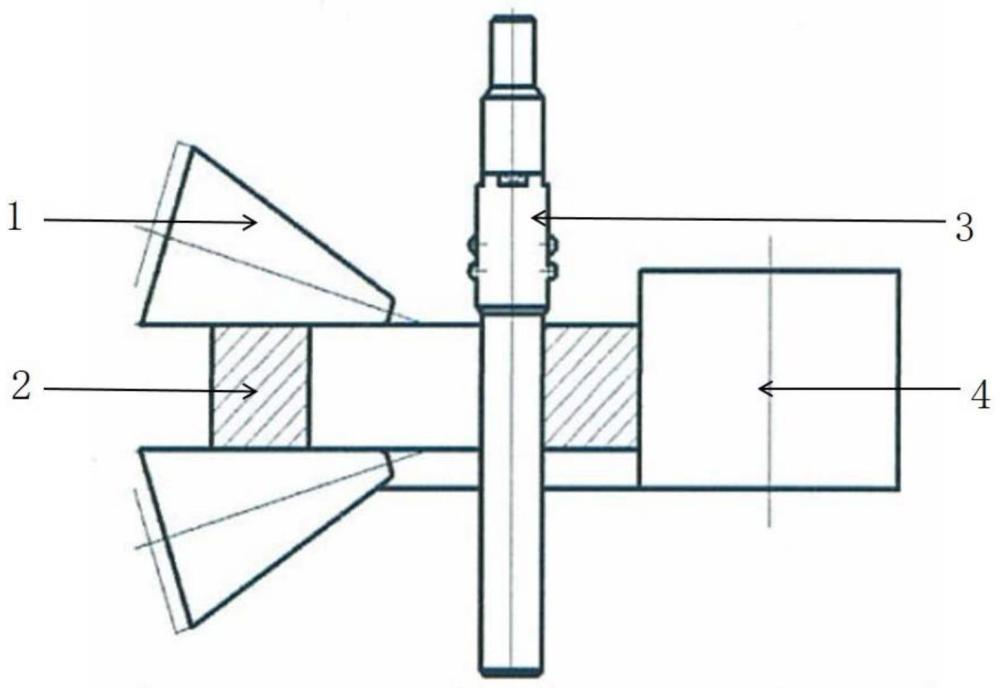
5、s2:冷变形:淬火完成后,将环件转移至径-轴向环轧机,采用辊碾的方法;
6、s3、时效:将环件加热至150~170℃,保温一段时间,即得冷变形完成后的大规格铝合金环件。
7、优选地,所述步骤s2中锥辊下压高度为3.5~7%,冷变形的作用有两个:一是降低残余应力,二是提高强度,变形量偏低则应力消除不彻底,强度提升不足,变形量过高则会导致新的应力产生,塑性降低。
8、优选地,所述步骤s2中锥棍进给速度为0.5~2mm/min,速度偏小则效率低,偏高则抗力增大,易产生损伤。
9、优选地,所述步骤s2中径-轴向环轧机进行辊碾时,利用上、下锥辊对坯料进行轴向压制,设置主辊线速度为0.3~1m/s,芯辊进给量初始设置值为环件壁厚t-2~5mm,芯辊进给量终止设置值为环件壁厚t+2~10mm。
10、优选地,所述步骤s1中大规格铝合金环件为直径不小于3000mm、高度不大于300mm、壁厚不小于150mm的铝合金环形件。
11、优选地,所述步骤s1中保温时间为3~7h,保温后的转移至冷却水中的时间不超过15s,转移时间长,则过饱和固溶体会分解,降低强度。
12、优选地,所述步骤s3中保温时间为20~30h。
13、本申请相对于现有技术存在如下优点:
14、本申请的大规格铝合金环件的冷变形方法,与胀形工艺相比,本申请利用环轧机高效率,且可实现轴向均匀变形的特点,解决了目前不适宜胀形工艺的大规格铝合金扁平环的冷变形问题;与轴向冷压缩工艺相比,本发明利用锥棍在环件高度上设置进给量,主辊驱动环件做圆周运动,沿环向均匀碾压,同时利用主辊和芯辊在对壁厚方向进行约束,使环件壁厚增加是在有约束力的条件下进行,可提高冷变形效率和性能均匀性,尤其适用于大规格铝合金扁平环。
技术特征:1.一种大规格铝合金环件的冷变形方法,其特征在于,包括如下操作步骤:
2.根据权利要求1所述的大规格铝合金环件的冷变形方法,其特征在于,所述步骤s2中锥辊下压高度为3.5~7%。
3.根据权利要求1所述的大规格铝合金环件的冷变形方法,其特征在于,所述步骤s2中锥棍进给速度为0.5~2mm/min。
4.根据权利要求1所述的大规格铝合金环件的冷变形方法,其特征在于,所述步骤s2中径-轴向环轧机进行辊碾时,利用上、下锥辊对坯料进行轴向压制,设置主辊线速度为0.3~1m/s,芯辊进给量初始设置值为环件壁厚t-2~5mm,芯辊进给量终止设置值为环件壁厚t+2~10mm。
5.根据权利要求1-4中任一项所述的大规格铝合金环件的冷变形方法,其特征在于,所述步骤s1中大规格铝合金环件为直径不小于3000mm、高度不大于300mm、壁厚不小于150mm的铝合金环形件。
6.根据权利要求1-4中任一项所述的大规格铝合金环件的冷变形方法,其特征在于,所述步骤s1中保温时间为3~7h,保温后的转移至冷却水中的时间不超过15s。
7.根据权利要求1-4中任一项所述的大规格铝合金环件的冷变形方法,其特征在于,所述步骤s3中保温时间为20~30h。
技术总结本申请公开了一种大规格铝合金环件的冷变形方法,包括如下操作步骤:S1、固溶淬火:将大规格铝合金环件加热至500~540℃,保温一段时间后立即转移至冷却水中进行淬火;S2:冷变形:淬火完成后,将环件转移至径‑轴向环轧机,采用辊碾的方法;S3、时效:将环件加热至150~170℃,保温一段时间,即得冷变形完成后的大规格铝合金环件。本申请提供的大规格铝合金环件的冷变形方法,具有高效率、高均匀性等优点。技术研发人员:范曦,黄诚,黄元春,李晓勇,盛智勇,罗顺成,周亮,吴凡受保护的技术使用者:湖南中创空天新材料股份有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/10315.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表