一种油道泥芯的定位固定结构的制作方法
- 国知局
- 2024-06-20 14:47:42
本技术涉及铸造设备领域,具体涉及一种油道泥芯的定位固定结构。
背景技术:
1、阀体零件的油道为高压油道,阀体通常采用浇铸成型,浇铸温度1565℃,浇铸时间35-45s,浇铸完成后要求油道泥芯不能断层钻铁,油道内整体光亮,无颗粒状杂物、氧化皮等杂质。然后进行耐压检测,试验压力≥30mpa,保压时间≥5min,不得有泄露或渗漏现象。现有一种阀体零件,其油道口直径为φ28mm/φ34mm,一个油道长度990mm,另一个油道长度2000mm,长径比最高达到59,远超常规产品,这样的铸件油道由于太长而无法借助工具打磨,并且油道最薄壁厚仅有6.5mm,现有的铸模使用时常因为油道泥芯变形而出现断层钻铁,因为泥芯定位不准、偏心、上浮导致铸件壁厚薄进而耐压检测不合格。
技术实现思路
1、本实用新型意在提供一种油道泥芯的定位固定结构,以解决现有的铸模使用时常因为油道泥芯变形而出现断层钻铁,因为泥芯定位不准、偏心导致铸件壁厚薄进而耐压检测不合格的问题。
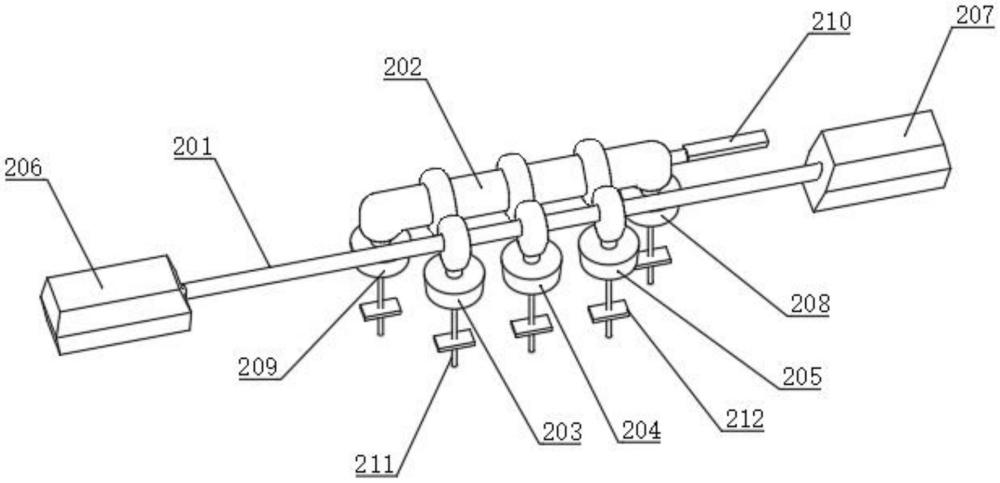
2、为达到上述目的,本实用新型采用如下技术方案:一种油道泥芯的定位固定结构,包括内部加工有浇铸腔的铸箱,铸箱以分型面分为底箱和盖箱,铸箱内设有位于浇铸腔内的油道泥芯,油道泥芯包括并排设置的第一泥芯和第二泥芯,第一泥芯的中部并排设有芯头一、芯头二和芯头三,第一泥芯的两端分别设有芯头四和芯头五,第二泥芯的中部设有芯头六,第二泥芯的两端分别设有芯头七和芯头八,芯头一至芯头八均与底箱呈锥形定位配合。
3、优选的,作为一种改进,芯头四和芯头五的顶部均与盖箱呈梯形定位配合。
4、优选的,作为一种改进,第一泥芯和第二泥芯内均设有芯骨,芯头一至芯头八均包裹在芯骨外。
5、优选的,作为一种改进,芯骨上对应芯头一、芯头二、芯头三、芯头六和芯头七的位置设有挂钩,挂钩底端穿过底箱并连接有竖向限位件,芯头一、芯头二、芯头三、芯头六和芯头七均包裹在挂钩外。
6、优选的,作为一种改进,竖向限位件包括连接在挂钩下部的盖板和紧固件,通过紧固件可将盖板抵压在底箱底部。
7、本方案的原理及优点是:实际应用时,铸箱内的浇铸腔形状为阀体零件的外形,油道泥芯用于在浇铸过程中形成油道。第一泥芯和第二泥芯用于成型阀体零件内的长、短两个油道,芯骨为第一泥芯和第二泥芯提供长度方向的结构支撑,保证油道泥芯整体性,芯头四、芯头五、芯头八作为端部结构采用锥形、梯形的定位配合方式,提高第一泥芯和第二泥芯在铸箱内的定位准确性和稳定性,芯头一、芯头二、芯头三、芯头六、芯头七位于中部,对应油道中部成型部位,采用与底箱的锥形定位配合,对油道中部成型部位的油道泥芯进行支撑,确保较长的油道泥芯的中部支撑稳定、定位准确,不会变心、偏心。这样通过芯头一至芯头八与底箱、盖箱之间的锥形、梯形定位配合,提高了油道泥芯的定位准确性及稳定性。更优的,通过在芯骨上设置挂钩,通过挂钩、盖板、紧固件与底箱的配合,对油道中部成型部位的油道泥芯提供更好的支撑,使得超长的油道泥芯定位稳定、结构稳定、不易变形、不易偏心、不易开裂,进而保证浇铸成型后的油道泥芯内不存在断层钻铁,成型的油道内壁整体光亮、无颗粒状杂物、氧化皮等杂质。
技术特征:1.一种油道泥芯的定位固定结构,包括内部加工有浇铸腔的铸箱,铸箱以分型面分为底箱和盖箱,铸箱内设有位于浇铸腔内的油道泥芯,其特征在于:油道泥芯包括并排设置的第一泥芯和第二泥芯,第一泥芯的中部并排设有芯头一、芯头二和芯头三,第一泥芯的两端分别设有芯头四和芯头五,第二泥芯的中部设有芯头六,第二泥芯的两端分别设有芯头七和芯头八,芯头一至芯头八均与所述底箱呈锥形定位配合。
2.根据权利要求1所述的一种油道泥芯的定位固定结构,其特征在于:芯头四和芯头五的顶部均与所述盖箱呈梯形定位配合。
3.根据权利要求2所述的一种油道泥芯的定位固定结构,其特征在于:第一泥芯和第二泥芯内均设有芯骨,芯头一至芯头八均包裹在芯骨外。
4.根据权利要求3所述的一种油道泥芯的定位固定结构,其特征在于:芯骨上对应芯头一、芯头二、芯头三、芯头六和芯头七的位置设有挂钩,挂钩底端穿过所述底箱并连接有竖向限位件,芯头一、芯头二、芯头三、芯头六和芯头七均包裹在挂钩外。
5.根据权利要求4所述的一种油道泥芯的定位固定结构,其特征在于:所述竖向限位件包括连接在挂钩下部的盖板和紧固件,通过紧固件可将盖板抵压在底箱底部。
技术总结本技术涉及铸造设备领域,公开了一种油道泥芯的定位固定结构,包括内部加工有浇铸腔的铸箱,铸箱以分型面分为底箱和盖箱,铸箱内设有位于浇铸腔内的油道泥芯,油道泥芯包括并排设置的第一泥芯和第二泥芯,第一泥芯的中部并排设有芯头一、芯头二和芯头三,第一泥芯的两端分别设有芯头四和芯头五,第二泥芯的中部设有芯头六,第二泥芯的两端分别设有芯头七和芯头八,芯头一至芯头八均与底箱呈锥形定位配合。本技术可解决现有的铸模使用时常因为油道泥芯变形而出现断层钻铁,因为泥芯定位不准、偏心导致铸件壁厚薄进而耐压检测不合格的问题。技术研发人员:黄金亮,刘滔,张茂广,章千,赵志胜,秦大国受保护的技术使用者:重庆长征重工有限责任公司技术研发日:20231115技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10965.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表