一种改善金属导流板内图案尺寸均匀度的蚀刻方法与流程
- 国知局
- 2024-06-20 14:55:21
本发明涉及金属导流板蚀刻监管,具体是一种改善金属导流板内图案尺寸均匀度的蚀刻方法。
背景技术:
1、金属导流板作为新能源电池包内的重要部件,承担着导流散热的重要功能,其上流道图案的均匀度,关系到新能源电池整体散热的性能,均匀度不达标,容易导致热量在某部位的蓄积,从而导致燃烧甚至爆炸的危险;
2、传统的方法一般是开模生产,然而,模具成本高昂,并且,开模周期很长,一旦测试不过关,容易浪费模具费用。重新开模,又要等待新的周期。
3、因此,采用刻蚀方式来生产金属导流板是更加经济和高效的方式。
4、然而,在蚀刻前难以自动检测并合理反馈金属导流板表面质量状况,以及无法对金属导流板蚀刻过程进行全面监测分析并及时预警,不利于保证金属导流板蚀刻效果,容易导致金属导流板内图案尺寸均匀度差,影响产品质量和性能,智能化和自动化程度低;
5、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种改善金属导流板内图案尺寸均匀度的蚀刻方法,解决了现有技术在蚀刻前难以自动检测并合理反馈金属导流板表面质量状况,以及无法对金属导流板蚀刻过程进行全面监测分析并及时预警,不利于保证金属导流板蚀刻效果,智能化和自动化程度低的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种改善金属导流板内图案尺寸均匀度的蚀刻方法,包括以下步骤:
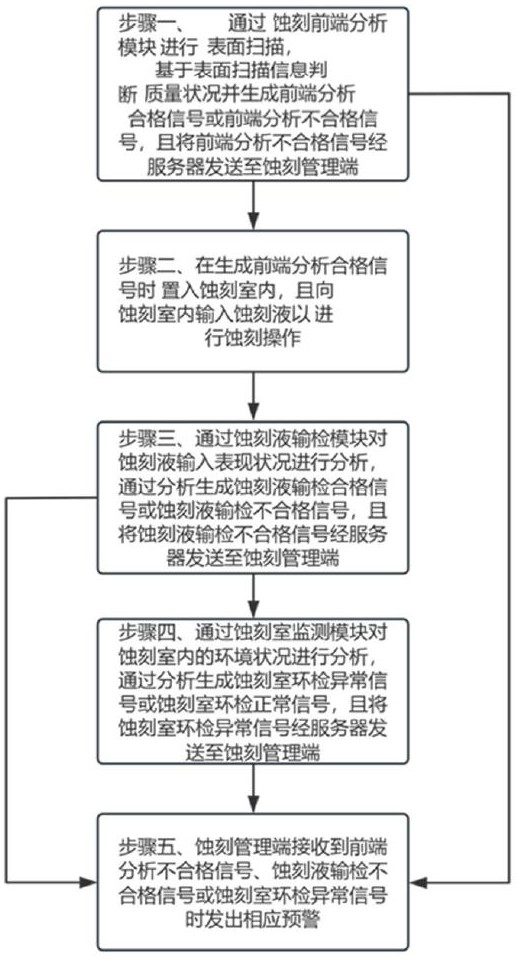
4、步骤一、通过金属导流板蚀刻前端分析模块对等待进行蚀刻的金属导流板进行表面扫描,基于表面扫描信息判断金属导流板质量状况并生成前端分析合格信号或前端分析不合格信号,且将前端分析不合格信号经服务器发送至蚀刻管理端;
5、步骤二、在生成前端分析合格信号时将金属导流板置入蚀刻室内,且向蚀刻室内输入蚀刻液以对金属导流板进行蚀刻操作;
6、步骤三、通过蚀刻液输检模块对蚀刻液输入表现状况进行分析,通过分析生成蚀刻液输检合格信号或蚀刻液输检不合格信号,且将蚀刻液输检不合格信号经服务器发送至蚀刻管理端;
7、步骤四、通过蚀刻室监测模块对蚀刻室内的环境状况进行分析,通过分析生成蚀刻室环检异常信号或蚀刻室环检正常信号,且将蚀刻室环检异常信号经服务器发送至蚀刻管理端;
8、步骤五、蚀刻管理端接收到前端分析不合格信号、蚀刻液输检不合格信号或蚀刻室环检异常信号时发出相应预警。
9、进一步的,金属导流板蚀刻前端分析模块的具体分析过程如下:
10、在金属导流板表面划设若干个检测区域,采集到对应检测区域的表面粗糙度,将表面粗糙度与预设表面粗糙度阈值进行数值比较,若表面粗糙度超过预设表面粗糙度阈值,则将对应检测区域标记为粗糙区域;获取到金属导流板表面上粗糙区域的数量并将其标记为粗糙区表值,将所有检测区域的表面粗糙度进行均值计算以得到粗糙检测值,通过将粗糙区表值和粗糙检测值进行数值计算得到金属导流板面析值,将金属导流板面析值与预设金属导流板面析阈值进行数值比较,若金属导流板面析值超过预设金属导流板面析阈值,则生成前端分析不合格信号。
11、进一步的,若金属导流板面析值未超过预设金属导流板面析阈值,则获取到金属导流板表面存在的所有缺陷,将存在缺陷的检测区域标记为缺陷区域,将缺陷区域的数量标记为缺陷占况值,将缺陷占况值与预设缺陷占况阈值进行数值比较,若缺陷占况值超过预设缺陷占况阈值,则生成前端分析不合格信号。
12、进一步的,若缺陷占况值未超过预设缺陷占况阈值,则对金属导流板表面存在的所有缺陷进行分类,将对应类型缺陷的存在数量标记为缺陷类检值,事先设定每种类型缺陷分别对应一组预设缺陷权重值,将对应类型缺陷的缺陷类检值与相应的预设缺陷权重值相乘以得到缺陷类况值,将金属导流板表面存在的所有类型缺陷的缺陷类况值进行求和计算以得到缺陷表况值,将缺陷表况值与预设缺陷表况阈值进行数值比较,若缺陷表况值超过预设缺陷表况阈值,则生成前端分析不合格信号;若缺陷表况值未超过预设缺陷表况阈值,则生成前端分析合格信号。
13、进一步的,蚀刻液输检模块的具体运行过程包括:
14、采集到向蚀刻室内输入蚀刻液的速度并将其标记为蚀刻液输速值,将蚀刻液输速值与预设蚀刻液输速标准值的偏离值标记为蚀刻液速偏值,将检测时段内若干个检测时点的蚀刻液速偏值进行均值计算以得到蚀刻液输检值,且将蚀刻液速偏值超过预设蚀刻液速偏阈值的检测时点的数量占比值标记为蚀刻液输异值,通过将蚀刻液输检值和蚀刻液输异值进行数值计算以得到蚀刻液输况值,将蚀刻液输况值与预设蚀刻液输况阈值进行数值比较,若蚀刻液输况值超过预设蚀刻液输况阈值,则生成蚀刻液输检不合格信号。
15、进一步的,若蚀刻液输况值未超过预设蚀刻液输况阈值,则采集到检测时段内若干个检测时点的蚀刻液的浓度数据和温度数据,将蚀刻液的浓度数据相较于预设标准浓度值的偏离值标记为蚀刻液浓析值,同理获取到蚀刻液温析值,以及采集到检测时段内若干个检测时点的蚀刻液中的杂质数据并将其标记为蚀刻液杂析值;
16、将对应检测时点的蚀刻液浓析值、蚀刻液温析值和蚀刻液杂析值进行数值计算以得到蚀刻液点析值,将检测时段内所有检测时点的蚀刻液点析值进行均值计算以得到蚀刻液况表值,且将蚀刻液点析值超过预设蚀刻液点析阈值的检测时点的数量占比值标记为蚀刻液异占值;将蚀刻液况表值和蚀刻液异占值与预设蚀刻液况表阈值和预设蚀刻液异占阈值分别进行数值比较,若蚀刻液况表值或蚀刻液异占值超过对应预设阈值,则生成蚀刻液输检不合格信号;若蚀刻液况表值和蚀刻液异占值均未超过对应预设阈值,则生成蚀刻液输检合格信号。
17、进一步的,蚀刻室监测模块的具体运行过程包括:
18、实时采集到蚀刻室内的气压值,以及实时采集到蚀刻室内的液体搅动速度值,将检测时段内气压值未处于预设适宜气压值范围的总时长标记为气压异时值,将液体搅动速度未处于预设液体搅动速度范围的总时长标记为搅动异时值;将气压异时值和搅动异时值与预设气压异时阈值和预设搅动异时阈值分别进行数值比较,若气压异时值或搅动异时值超过对应预设阈值,则生成蚀刻室环检异常信号。
19、进一步的,若气压异时值和搅动异时值均未超过对应预设阈值,则将检测时段内所有气压值的平均值相较于预设适宜气压值范围的中值的偏差值标记为气压检况值,同理获取到搅动检况值;
20、通过将气压异时值、搅动异时值、气压检况值和搅动检况值进行数值计算得到蚀刻室监测值,将蚀刻室监测值与预设蚀刻室监测阈值进行数值比较,若蚀刻室监测值超过预设蚀刻室监测阈值,则生成蚀刻室环检异常信号;若蚀刻室监测值未超过预设蚀刻室监测阈值,则生成蚀刻室环检异常信号。
21、进一步的,服务器与蚀刻监控评估模块通信连接,蚀刻监控评估模块在金属导流板上设定若干个蚀刻监控区域,在金属导流板的蚀刻过程中,实时采集到各个蚀刻监控区域的蚀刻速率,将所有蚀刻监控区域的蚀刻速率进行方差计算以得到蚀刻速况值,将蚀刻速况值与预设蚀刻速况阈值进行数值比较,若蚀刻速况值超过预设蚀刻速况阈值,则生成蚀刻异常信号;将蚀刻异常信号经服务器发送至蚀刻管理端,蚀刻管理端接收到蚀刻异常信号时发出相应预警。
22、进一步的,若蚀刻速况值未超过预设蚀刻速况阈值,则将所有蚀刻速率进行均值计算以得到蚀刻速表值,将蚀刻速表值与预设时刻速表阈值进行数值比较,若蚀刻速表值未超过预设蚀刻速表阈值,则生成蚀刻低效信号;将蚀刻低效信号经服务器发送至蚀刻管理端,蚀刻管理端接收到蚀刻低效信号时发出相应预警。
23、与现有技术相比,本发明的有益效果是:
24、1、本发明中,通过金属导流板蚀刻前端分析模块对等待进行蚀刻的金属导流板进行表面扫描,基于表面扫描信息判断金属导流板质量状况,蚀刻液输检模块对蚀刻液输入表现状况进行分析,蚀刻室监测模块对蚀刻室内的环境状况进行分析,在生成前端分析不合格信号、蚀刻液输检不合格信号或蚀刻室环检异常信号时使蚀刻管理端发出相应预警,以及时提醒管理人员作出相应措施调整,从而保证金属导流板蚀刻效果并改善金属导流板内图案尺寸均匀度,智能化和自动化程度高;
25、2、本发明中,通过蚀刻监控评估模块在金属导流板上设定若干个蚀刻监控区域,在金属导流板的蚀刻过程中,对各个蚀刻监控区域的蚀刻速率进行监测,判断金属导流板表面各部分的蚀刻效率差异状况,在金属导流板表面各部分的蚀刻效率差异较小时判断金属导流板表面的整体蚀刻效率状况,在生成蚀刻异常信号或蚀刻低效信号时使蚀刻管理端发出相应预警,以便及时作出相应调控,从而保证金属导流板表面的蚀刻效率和蚀刻均匀性。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11242.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表