一种铝合金热处理装置及热处理方法与流程
- 国知局
- 2024-06-20 15:13:53
本发明涉及金属热处理技术的领域,尤其是涉及一种铝合金热处理装置及热处理方法。
背景技术:
1、铝合金是一种具有轻质、高强度、耐腐蚀等优良特质的金属材料,在各个行业均具有广泛的应用,例如在汽车行业中,铝合金可用于加工车身骨架、车门或者汽车轮毂等等。但铝合金材料本身也具有强度低、铸造性能差的问题,因此需要通过热处理装置对铝合金板材进行加工。
2、相关技术可参考公告号为cn219568003u的中国专利公开了一种热处理装置,涉及热处理技术领域,包括炉体、夹持部、调节组件,炉体内部设置有热处理腔体,炉体的侧壁上开设有至少两个安装槽;调节组件与安装槽的数量一致,且每一安装槽内安装一个调节组件,调节组件包括滑轨、滑动杆、螺纹杆以及转动部,滑轨连接在安装槽内部,滑动杆与滑轨滑动连接,滑动杆的一端向热处理腔体内部延伸、并与一个夹持部连接,滑动杆的另一端与螺纹杆的一端螺纹连接,螺纹杆的另一端与转动部连接,转动部与安装槽转动连接。该装置通过设置调节组件对夹持部的位置进行调节,仅需要操作人员在外部操作转动部进行转动,即可调节炉体内对工件的夹持,结构简单且操作方便。
3、针对上述中的相关技术,在对汽车部件的热处理加工通常需要批量进行,在进行热处理工作时,需要将多个铝合金部件通过支架进行固定,之后再将支架放置于炉体内,完成热处理之后再将支架和铝合金部件一同取出进行冷却,但支架内部的铝合金部件距离炉体内的加热机构距离较远,使得支架外部与支架内部的铝合金部件受热不均,因此亟需一种在能够批量对铝合金部件进行热处理的同时,提高铝合金部件受热均匀性的装置。
技术实现思路
1、为了在批量对铝合金部件进行热处理的同时,提高铝合金部件受热均匀性,本技术提供一种铝合金热处理装置及热处理方法。
2、第一方面,本技术提供一种铝合金热处理装置,采用如下的技术方案:
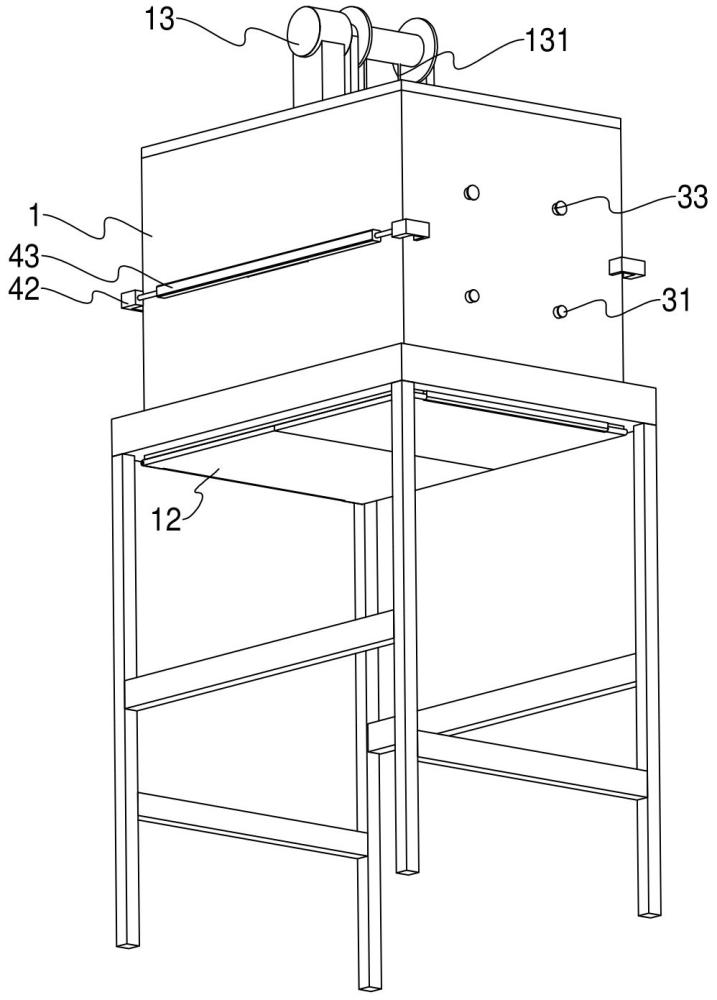
3、一种铝合金热处理装置,包括炉体,炉体内设有加热机构,所述炉体内设有定位架,且炉体的一侧开设有进出口并设有与进出口适配的封门,所述炉体上端部固设有卷扬机构,卷扬机构设有拉升钢缆,定位架包括两个沿竖向设置的矩形框和连接件,连接件连接于两个矩形框上端部,用于和拉升钢缆连接,两个矩形框相互靠近的一侧布设有若干安装盘,炉体设有定位管,定位管穿过炉体并且与炉体固定连接,炉体外侧设有与定位管转动连接的转柄,转柄靠近定位架的一端开设有多棱孔,转柄沿多棱孔长度方向滑动连接有移动杆,移动杆位于多棱孔内且与多棱孔内壁贴合,移动杆远离转柄的一端固定连接有多棱柱,安装盘靠近多棱柱的一端同轴设置有安装柱,安装柱旋转时带动安装盘转动,安装柱开设有与多棱柱适配的转孔,炉体设有用于带动移动杆沿轴线移动的驱动组件,安装盘背离矩形框的一侧布设有若干移动盘,位于同一轴线内的两个移动盘之间设有至少两个支撑板,支撑板螺纹连接有用于固定铝合金部件的定位杆。
4、通过采用上述技术方案,初始状态下,定位架位于炉体外侧,将多个铝合金部件放置在同轴的两个移动盘中间,且使铝合金部件处于相应移动盘的所有支撑板之间,通过旋转定位杆,定位杆对铝合金部件进行定位。通过卷扬机构带动拉升钢缆提升,使得拉升钢缆通过连接件带动两个矩形框沿进出口进入炉体内,关闭封门,操纵加热机构进行加热。在定位架进入炉体并且静止后,转孔与移动杆正对,通过驱动组件带动移动杆移动,使得移动杆带动多棱柱插设于转孔内,在定位管的支撑作用下转动转柄,使得转柄通过多棱孔的限位作用带动移动杆转动,移动杆转动时通过多棱柱与转孔的配合带动安装柱旋转,使得安装柱带动安装盘转动,安装盘转动时带动所有移动盘移动,进而使移动盘通过支撑板和定位杆带动铝合金部件移动,使得定位架内外部的铝合金部件受热均匀,进而在批量对铝合金部件进行热处理的同时,提高铝合金部件的受热均匀性。
5、可选的,所述炉体沿竖向滑动连接有横板,定位架位于横板下方,移动盘开设有便于拉升钢缆穿过的通孔,移动盘铰接有与封门一一对应的连接杆,连接杆远离封门的一端固定连接有移动柱,封门开设有滑槽,滑槽位于封门的侧边,移动柱位于滑槽内并且与封门滑动连接,横板下端部开设有若干定位槽,矩形框上端部固设有与定位槽适配的定位块。
6、通过采用上述技术方案,初始状态下,横板位于炉体下端部,此时封门处于开启状态,当通过卷扬机构带动定位架进入炉体后,矩形框上端部与横板底面接触,并且定位块插设于相应定位槽内。矩形框继续移动时带动横板移动,进而使横板通过连接杆带动移动柱移动,移动柱通过与滑槽的配合带动封门闭合,横板通过定位槽与定位块的配合对矩形框进行限位,进而有利于提高定位架在炉体内的稳定性。
7、可选的,所述连接件包括横杆、竖杆和隔温块,横杆固定连接于两个矩形框之间,竖杆固定连接于横杆上端部,竖杆上端部固定连接有用于连接拉升钢缆的固定环,隔温块与通孔适配且固定连接于横杆和竖杆之间,横板上端部铺设有隔温层。
8、通过采用上述技术方案,拉升钢缆收卷或者放卷时通过固定环带动竖杆和横杆移动,当定位架完全进入炉体,并且封门闭合时,隔温块位于通孔中并且与横板贴合,此时隔温块与隔温层配合,有利于减少拉升钢缆与固定环受到温度影响的概率,进而降低拉升钢缆损坏的概率。
9、可选的,所述安装盘靠近矩形框的一端固定连接有圆柱,圆柱穿过矩形框与矩形框转动连接,圆柱远离安装盘的一端同轴转动有齿轮一,安装柱同轴固定于齿轮一靠近多棱柱的一侧,矩形框转动连接有与齿轮一啮合的齿轮二,齿轮二同轴固定有转杆,转杆穿过矩形框并且与矩形框转动连接,转杆远离齿轮二的一端固定连接有摆动杆,摆动杆远离齿轮二的一端固定连接有驱动柱,安装盘沿轴线指向外圆的方向设有四个导轨,驱动柱位于任意导轨内并且与导轨滑动连接,安装盘沿周向均匀布设有四个弧形板,摆动杆远离驱动柱的一端固定连接有与弧形板适配的弧形块。
10、通过采用上述技术方案,安装柱转动时带动齿轮一旋转,使得齿轮一带动齿轮二转动,齿轮二通过转杆带动摆动杆移动,摆动杆移动时带动驱动柱移动,初始状态下,驱动柱位于任意导轨内,弧形块与任意弧形板均不抵触,此时驱动柱通过与导轨内壁的配合带动安装盘转动,当驱动柱离开导轨后,弧形块与相邻导轨之间的弧形板接触,并且与弧形板滑动连接,此时安装盘处于静止状态,当驱动柱再次进入另一导轨内后,带动驱动安装盘继续转动,驱动柱与不同导轨配合时,安装盘带动铝合金部件转动不同的角度,进而有利于提高调整铝合金位置时的定位准确性。
11、可选的,所述驱动组件包括两个移动板、延伸块和驱动气缸,两个移动板均位于炉体内并且沿横向与炉体滑动连接,定位架位于两个移动板之间,延伸块穿过炉体并且与移动板固定连接,驱动气缸安装于炉体外侧,并且驱动气缸输出端与延伸块固定连接,移动杆穿过移动板并且与移动板滑动连接,移动杆固定连接有两个定位盘,移动板位于两个定位盘之间,移动板与定位盘之间设有支撑弹簧,支撑弹簧的一端与移动板固定连接,另一端与任意定位盘固定连接。
12、通过采用上述技术方案,通过驱动气缸带动延伸块移动,延伸块移动时带动相应移动板移动,当移动板向定位架靠近时,通过支撑弹簧和定位盘带动移动杆移动,当多棱柱与转孔未正对时,多棱柱位于转孔外侧并且与转杆抵触,此时移动板带动支撑弹簧变形,转动移动杆,当多棱柱与转孔正对后,支撑弹簧带动多棱柱插设于转孔内,进而完成多棱柱与转孔的配合,有利于降低转孔与多棱柱未偏斜导致移动板卡死的概率。
13、可选的,所述支撑板的两端均垂直固定有固定板,移动盘沿径向开设有与固定板适配的固定槽,固定板位于固定槽内并且与移动盘滑动连接,固定板螺纹连接有定位螺栓,移动盘沿固定槽长度方向开设有若干与定位螺栓适配的螺纹孔一。
14、通过采用上述技术方案,定位螺栓与螺纹孔一配合对固定板进行限位,使得两个固定板配合对支撑板进行固定。当需要夹持不同直径的铝合金部件时,拆卸定位螺栓后将固定板沿固定槽移动,进而调节不同支撑板之间的间距,进而便于向同一轴线的两个移动盘之间放置不同大小的铝合金部件。
15、可选的,所述移动盘靠近安装盘的一端固定连接有转动管,安装盘固定连接有与转动管适配的定位轴,定位轴与转动管转动连接,定位轴外侧转动连接有齿轮三,矩形框固定连接有与安装盘一一对应的齿轮环,位于同一安装盘上的所有齿轮三均与齿轮环啮合,转动管同轴固定有连接盘,连接盘设有若干连接螺栓,齿轮三开设有与连接螺栓适配的螺纹孔二。
16、通过采用上述技术方案,当安装盘移动时带动定位轴移动,进而通过定位轴与转动管的配合作用带动移动盘移动,同时定位轴移动时带动齿轮三沿齿轮环移动,在齿轮环的作用下,齿轮三绕自身轴线转动。当连接螺栓穿过连接盘与螺纹孔二配合时,齿轮三转动时通过连接螺栓带动移动盘旋转,进而使得移动盘通过支撑板带动铝合金部件移动。
17、第二方面,本技术提供一种应用于铝合金热处理装置的热处理方法,采用如下的技术方案:
18、预处理:对铝合金部件外表的灰尘杂物进行清理;
19、装载:将铝合金部件放置在同轴的两个移动盘之间,通过支撑板对铝合金部件进行固定;
20、运输:通过卷扬机构将定位架移入炉体内,关闭封门;
21、加热:通过加热机构对炉体内的铝合金部件进行加热:
22、翻转:转动安装盘,使安装盘带动所有移动盘和相应铝合金部件移动,将定位架外侧与内部的铝合金部件的位置进行调换;
23、保温:在预定温度下,将铝合金部件在炉体内停留一定时间;
24、淬火:将定位架从炉体内取出,通过降温介质对铝合金部件进行冷却;
25、后处理:对淬火后的铝合金部件进行清洁,并且对其进行质检。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.初始状态下,定位架位于炉体外侧,将多个铝合金部件放置在同轴的两个移动盘中间,且使铝合金部件处于相应移动盘的所有支撑板之间,通过旋转定位杆,定位杆对铝合金部件进行定位。通过卷扬机构带动拉升钢缆提升,使得拉升钢缆通过连接件带动两个矩形框沿进出口进入炉体内,关闭封门,操纵加热机构进行加热。在定位架进入炉体并且静止后,转孔与移动杆正对,通过驱动组件带动移动杆移动,使得移动杆带动多棱柱插设于转孔内,在定位管的支撑作用下转动转柄,使得转柄通过多棱孔的限位作用带动移动杆转动,移动杆转动时通过多棱柱与转孔的配合带动安装柱旋转,使得安装柱带动安装盘转动,安装盘转动时带动所有移动盘移动,进而使移动盘通过支撑板和定位杆带动铝合金部件移动,使得定位架内外部的铝合金部件受热均匀,进而在批量对铝合金部件进行热处理的同时,提高铝合金部件的受热均匀性;
28、2.初始状态下,横板位于炉体下端部,此时封门处于开启状态,当通过卷扬机构带动定位架进入炉体后,矩形框上端部与横板底面接触,并且定位块插设于相应定位槽内。矩形框继续移动时带动横板移动,进而使横板通过连接杆带动移动柱移动,移动柱通过与滑槽的配合带动封门闭合,横板通过定位槽与定位块的配合对矩形框进行限位,进而有利于提高定位架在炉体内的稳定性;
29、3.安装柱转动时带动齿轮一旋转,使得齿轮一带动齿轮二转动,齿轮二通过转杆带动摆动杆移动,摆动杆移动时带动驱动柱移动,初始状态下,驱动柱位于任意导轨内,弧形块与任意弧形板均不抵触,此时驱动柱通过与导轨内壁的配合带动安装盘转动,当驱动柱离开导轨后,弧形块与相邻导轨之间的弧形板接触,并且与弧形板滑动连接,此时安装盘处于静止状态,当驱动柱再次进入另一导轨内后,带动驱动安装盘继续转动,驱动柱与不同导轨配合时,安装盘带动铝合金部件转动不同的角度,进而有利于提高调整铝合金位置时的定位准确性。
本文地址:https://www.jishuxx.com/zhuanli/20240619/11742.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。