一种快速压铸工艺及压铸设备的制作方法
- 国知局
- 2024-06-20 15:23:37
本发明属于压铸领域,具体的说是一种快速压铸工艺及压铸设备。
背景技术:
1、压铸设备是进行压铸工艺所使用的设备,压铸设备提供高压将熔融的金属液体注入压铸模具型腔内,铸件在模具型腔内冷却凝固后,使用推杆将铸件从模具型腔中推出,便可完成铸件的压铸。
2、现有技术也提出一些解决方案,如公开号为cn218785178u的一项专利申请公开了一种压铸设备,包括压铸设备底箱,压铸设备底箱的上方安装有压铸设备外箱,该申请通过把定位卡块插入到第二定位槽和第一定位槽内部,使上压板和下压板贴合的更加紧密。
3、压铸设备脱模时使用推杆顶推铸件,若铸件与型腔粘附力大,则需较大推力,会增加脱模难度,还会对推杆和相关设备造成较大负荷,且直推铸件可能导致铸件变形或损坏模具型腔。
4、为此,本发明提供一种快速压铸工艺及压铸设备。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种快速压铸工艺,该压铸工艺步骤如下所示:
3、s1:检查并清理模具,将模具安装于压铸设备内,利用压铸设备将所需合金熔化,保持合适的温度;
4、s2:利用压铸设备使模具闭合形成压铸型腔,将熔化的合金注入压铸设备的压室,在高压下将合金压入压铸型腔内,充填成型;
5、s3:使模具内维持一定压力,确保铸件致密,并让铸件在模具中冷却凝固;
6、s4:利用压铸设备使模具开启,配合脱模机构将铸件从模具中推出,取出铸件,完成压铸。
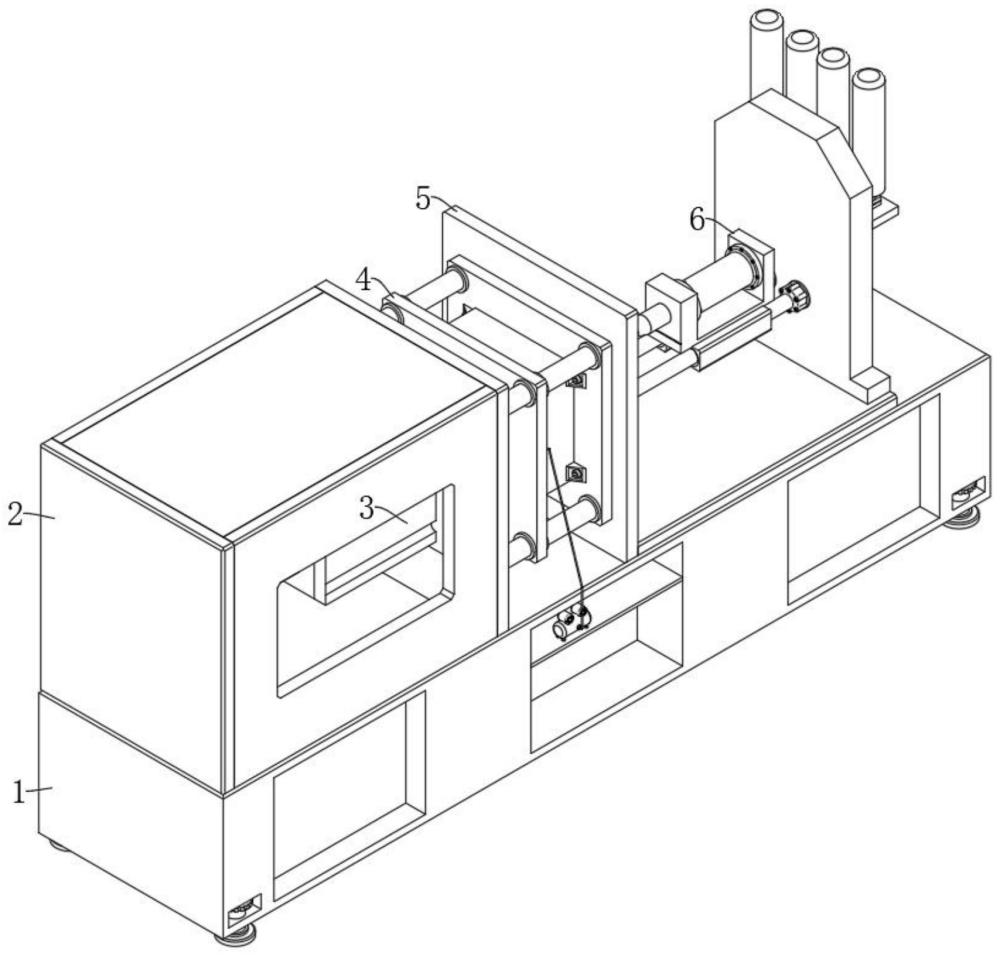
7、优选的,压铸设备包括机台,机台的顶部固定有机箱,机箱的前端设置有动板,机箱的内部安装有液压伸缩杆,液压伸缩杆的前端由机箱内部延伸而出并与动板固定连接,动板的前端设置有定板,定板固定于机台上,动板与定板之间设置有动模具和定模具,动模具安装于动板的前部,定模具安装于定板的背部,定板的前端设置有压射组件,压射组件用以将金属液充填到模具型腔中以及提供压铸所需的压力,动模具内部的后端设置有推料组件,推料组件用以顶推模具型腔中的铸件,推料组件的上下两端均设置有顶推组件,顶推组件用以推动推料组件移动,动模具内部的上下两端均设置有吹气组件,吹气组件用以对模具型腔中鼓气,动模具前部的上下两端均设置有封堵组件,封堵组件用以对吹气组件封堵。
8、优选的,推料组件包括开设在动模具内部后端的内腔,内腔的内部设置有内置板,内置板的前部固定有推料柱,推料柱的前端延伸至动模具内的型腔中,内置板的两侧均开始有导向槽,导向槽的内部贯穿有导向柱,导向柱固定于内腔内,导向柱的外部缠绕有复位弹簧,复位弹簧置于内置板的前端,复位弹簧的一端与内置板固定连接,复位弹簧的另一端与内腔的内壁固定连接。
9、优选的,导向槽的内径与导向柱的外径相匹配,内置板通过导向槽在导向柱的外部滑动。
10、优选的,顶推组件包括开设在动模具上下两端的通腔,通腔与内腔的内部相连通,内置板的上下两端均固定有顶推块,顶推块由通腔内延伸而出,顶推块的背部固定有顶推槽,动板内部的上下两端均开设有通槽,通槽与顶推槽的位置正对应,机箱前部的上下两端均固定有顶推板,顶推板与通槽和顶推槽的位置正对应。
11、优选的,顶推板能够由通槽穿过并插入顶推槽中,顶推块能够在通腔中水平移动。
12、优选的,吹气组件包括开设在动模具内部上下两端的连接槽,连接槽的一端开设有气孔,气孔与动模具内部的型腔相连通,动模具的上下两端均安装有导气盒,导气盒的内部与连接槽相连通,动模具的侧壁固定有注气盒,注气盒的上下两端均连接有连接管,连接管的另一端与导气盒相连接,注气盒的一侧连接有引气管,引气管的一端连接有空气压缩机,空气压缩机安装于机台的侧壁上。
13、优选的,气孔与连接槽的数量相同,气孔与连接槽在动模具内部的上下两端等间距分布。
14、优选的,封堵组件包括开设在动模具内部上下两端的插槽,插槽位于气孔的底端且与气孔相连通,插槽的内部设置有封堵销,封堵销的顶端伸入至气孔中,封堵销的外部固定有动块,动块的顶部与插槽的内壁抵触,动块的底端设置有定块,封堵销的底端贯穿于定块内,定块固定于插槽中,定块的顶部固定有伸缩弹簧,伸缩弹簧的顶部与动块固定连接,伸缩弹簧缠绕于封堵销的外部,定模具背部的上下两端均固定有插块,插块的端部固定有顶块,顶块位于封堵销的底部。
15、优选的,顶块的端部为倾斜端面,顶块的倾斜端面能够将封堵销的底部铲起。
16、本发明的有益效果如下:
17、1.本发明所述的一种快速压铸工艺及压铸设备,通过动模具的移动,使顶推块与顶推板接触,从而利用顶推板推动内置板上下两端的顶推块带动内置板移动,使内置板前部的推料柱移入动模具内的型腔中将成型铸件推出以进行脱模操作,并配合使用空气压缩机产生压缩气体通过气孔向型腔内注入,利用气体作用于型腔与铸件之间,减小铸件与型腔之间的粘附力,在减小粘附力后,顶推板所需的推力减小,使得脱模更加容易,而且,通过鼓气的方式降低铸件与型腔内壁的粘附力,避免因粘附力过大导致直接推动铸件时,损坏模具型腔和铸件本体,不仅提高了成品率,还有助于延长模具的使用寿命。
18、2.本发明所述的一种快速压铸工艺及压铸设备,通过液压伸缩杆推动动板带动动模具朝向定模具的位置移动使模具闭合时,定模具背部上下两端的插块与其端部的顶块逐步移入插槽中,顶块的倾斜端面将封堵销的底部铲起使封堵销上移,封堵销的顶部移入气孔内将气孔封堵,同时上移的封堵销通过带动动块上移拉动伸缩弹簧伸长,在利用液压伸缩杆拉动动板带动动模具远离定模具使模具开启时,定模具背部上下两端的插块与其端部的顶块逐步从插槽中移出,封堵销失去顶块的推力作用,在伸缩弹簧的弹力作用下,伸缩弹簧通过拉动动块带动封堵销从气孔的内部移出使气孔开启,在模具合模进行合金的注入时,封堵销的端部移入气孔中进行封堵使气孔关闭,在模具开模时,封堵销的端部从气孔中移出使气孔开启,通过对气孔的封堵,防止了模具在合模压铸时,熔化的合金流入气孔内,造成气孔的堵塞或影响铸件的成型效果。
技术特征:1.一种快速压铸工艺,其特征在于:该压铸工艺步骤如下所示:
2.一种压铸设备,该压铸设备应用于上述权利要求1所述一种快速压铸工艺,其特征在于:压铸设备包括机台(1),机台(1)的顶部固定有机箱(2),机箱(2)的前端设置有动板(4),机箱(2)的内部安装有液压伸缩杆(3),液压伸缩杆(3)的前端由机箱(2)内部延伸而出并与动板(4)固定连接,动板(4)的前端设置有定板(5),定板(5)固定于机台(1)上,动板(4)与定板(5)之间设置有动模具(7)和定模具(8),动模具(7)安装于动板(4)的前部,定模具(8)安装于定板(5)的背部,定板(5)的前端设置有压射组件(6),压射组件(6)用以将金属液充填到模具型腔中以及提供压铸所需的压力,动模具(7)内部的后端设置有推料组件(10),推料组件(10)用以顶推模具型腔中的铸件,推料组件(10)的上下两端均设置有顶推组件(9),顶推组件(9)用以推动推料组件(10)移动,动模具(7)内部的上下两端均设置有吹气组件(11),吹气组件(11)用以对模具型腔中鼓气,动模具(7)前部的上下两端均设置有封堵组件(12),封堵组件(12)用以对吹气组件(11)封堵。
3.根据权利要求2所述的一种压铸设备,其特征在于:推料组件(10)包括开设在动模具(7)内部后端的内腔(101),内腔(101)的内部设置有内置板(102),内置板(102)的前部固定有推料柱(103),推料柱(103)的前端延伸至动模具(7)内的型腔中,内置板(102)的两侧均开始有导向槽(104),导向槽(104)的内部贯穿有导向柱(105),导向柱(105)固定于内腔(101)内,导向柱(105)的外部缠绕有复位弹簧(106),复位弹簧(106)置于内置板(102)的前端,复位弹簧(106)的一端与内置板(102)固定连接,复位弹簧(106)的另一端与内腔(101)的内壁固定连接。
4.根据权利要求3所述的一种压铸设备,其特征在于:导向槽(104)的内径与导向柱(105)的外径相匹配,内置板(102)通过导向槽(104)在导向柱(105)的外部滑动。
5.根据权利要求4所述的一种压铸设备,其特征在于:顶推组件(9)包括开设在动模具(7)上下两端的通腔(93),通腔(93)与内腔(101)的内部相连通,内置板(102)的上下两端均固定有顶推块(94),顶推块(94)由通腔(93)内延伸而出,顶推块(94)的背部固定有顶推槽(95),动板(4)内部的上下两端均开设有通槽(92),通槽(92)与顶推槽(95)的位置正对应,机箱(2)前部的上下两端均固定有顶推板(91),顶推板(91)与通槽(92)和顶推槽(95)的位置正对应。
6.根据权利要求5所述的一种压铸设备,其特征在于:顶推板(91)能够由通槽(92)穿过并插入顶推槽(95)中,顶推块(94)能够在通腔(93)中水平移动。
7.根据权利要求2所述的一种压铸设备,其特征在于:吹气组件(11)包括开设在动模具(7)内部上下两端的连接槽(112),连接槽(112)的一端开设有气孔(111),气孔(111)与动模具(7)内部的型腔相连通,动模具(7)的上下两端均安装有导气盒(113),导气盒(113)的内部与连接槽(112)相连通,动模具(7)的侧壁固定有注气盒(114),注气盒(114)的上下两端均连接有连接管(115),连接管(115)的另一端与导气盒(113)相连接,注气盒(114)的一侧连接有引气管(117),引气管(117)的一端连接有空气压缩机(116),空气压缩机(116)安装于机台(1)的侧壁上。
8.根据权利要求7所述的一种压铸设备,其特征在于:气孔(111)与连接槽(112)的数量相同,气孔(111)与连接槽(112)在动模具(7)内部的上下两端等间距分布。
9.根据权利要求8所述的一种压铸设备,其特征在于:封堵组件(12)包括开设在动模具(7)内部上下两端的插槽(121),插槽(121)位于气孔(111)的底端且与气孔(111)相连通,插槽(121)的内部设置有封堵销(124),封堵销(124)的顶端伸入至气孔(111)中,封堵销(124)的外部固定有动块(127),动块(127)的顶部与插槽(121)的内壁抵触,动块(127)的底端设置有定块(125),封堵销(124)的底端贯穿于定块(125)内,定块(125)固定于插槽(121)中,定块(125)的顶部固定有伸缩弹簧(126),伸缩弹簧(126)的顶部与动块(127)固定连接,伸缩弹簧(126)缠绕于封堵销(124)的外部,定模具(8)背部的上下两端均固定有插块(122),插块(122)的端部固定有顶块(123),顶块(123)位于封堵销(124)的底部。
10.根据权利要求9所述的一种压铸设备,其特征在于:顶块(123)的端部为倾斜端面,顶块(123)的倾斜端面能够将封堵销(124)的底部铲起。
技术总结本发明属于压铸领域,具体的说是一种快速压铸工艺及压铸设备,压铸设备包括机台,机台的顶部固定有机箱,本发明通过动模具的移动,使顶推块与顶推板接触,从而利用顶推板推动内置板上下两端的顶推块带动内置板移动,使内置板前部的推料柱移入动模具内的型腔中将成型铸件推出以进行脱模操作,并配合使用空气压缩机产生压缩气体通过气孔向型腔内注入,利用气体作用于型腔与铸件之间,减小铸件与型腔之间的粘附力,在减小粘附力后,顶推板所需的推力减小,使得脱模更加容易,而且,通过鼓气的方式降低铸件与型腔内壁的粘附力,避免因粘附力过大导致直接推动铸件时,损坏模具型腔和铸件本体,不仅提高了成品率,还有助于延长模具的使用寿命。技术研发人员:王强受保护的技术使用者:惠州市双诚五金压铸制品有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240619/12016.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表