目标零件及其增材制造方法、特征零件与流程
- 国知局
- 2024-06-20 15:37:52
本发明涉及增材制造领域,尤其涉及一种目标零件及其增材制造方法、特征零件。
背景技术:
1、针对风扇叶片或风扇叶片金属加强边等零件,通常具有尺寸较大、曲面复杂、弯掠程度较大、厚度小等特征结构,且该类航空航天零件为保证较高的比强度通常选用钛合金进行加工制造。
2、目前一种制造方法是采用模锻+机加的方式进行加工制造,由于钛合金难机加难变形,导致模锻变形难度大,对设备和工装模具均具有较高的要求。且该模锻+机加方法加工效率低,制造周期长,材料利用率很低,一般材料利用率不到10%。通常模锻下料钛合金原材料几十公斤,最终机加后的零件仅几百克,材料利用率不到3%,造成材料的极大浪费。同时工装模具需定制,若小批量生产该类零件,将极大的增加零件加工制造成本。另外,另一种制造方法是多级蠕变的方式进行加工制造,该工艺技术难度大、工序复杂。
3、增材制造(additive manufacturing,am)技术作为一种新兴制造技术近年来发展迅猛,激光熔化沉积(laser melting deposition,lmd)技术是在快速原型制造(rapidprototyping,rp)基础上发展起来的一种先进的直接能量沉积增材制造技术,与传统的锻造-机械加工成形技术相比,具有:(1)材料利用率高,机加工量小;(2)生产过程工序少,工艺简单,具有较高的柔性和快速反应能力;(3)成形过程无需模具、生产制造成本低,周期短的工艺特点,能极大的满足高熔点、难加工、价格昂贵的金属材料的低成本制造,广泛应用于航空航天、汽车、船舶等领域。
4、对于上述介绍的针对风扇叶片或风扇叶片金属加强边等零件,也有采用增材制造的方案,直接采用增材制造近净成形该类零件的方案,由于该类零件具有大尺寸复杂曲面特征结构,在后续机加过程难度大,如钛合金难机加、缺少机加定位基准、机加过程易发生变形、尺寸精度难控制。此外,还存在直接在平直面基板上进行增材制造的方案,对曲面结构位置需进行支撑设计和制造,极大地增加了成形时间和后续机加去除时间,且同时还会造成材料的浪费。增加零件制造成本。对于大尺寸复杂薄壁曲面增材制造后机加过程,难以装夹和实现精准定位,机加后的尺寸精度难以满足要求。
技术实现思路
1、本发明的目的在于提供一种目标零件的增材制造方法。
2、本发明的目的还在于提供一种目标零件。
3、本发明的目的还在于提供一种特征零件。
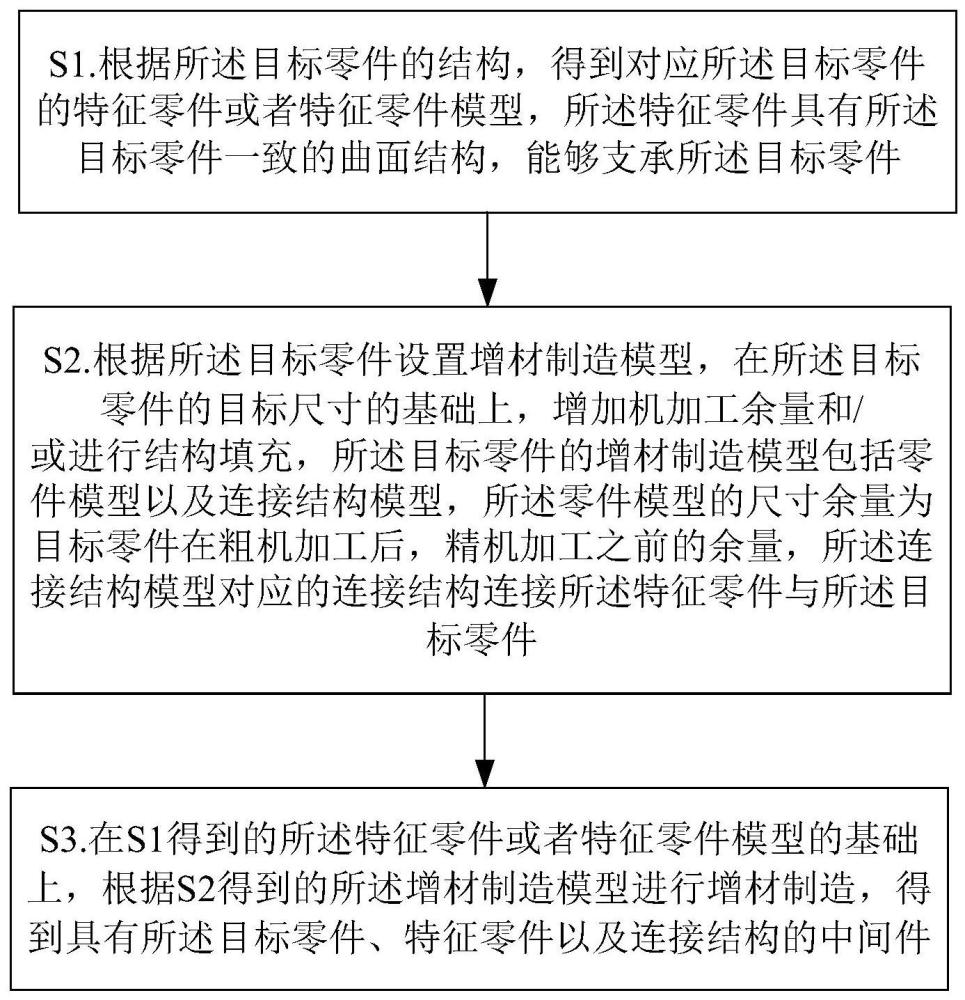
4、根据本发明第一方面的一种目标零件的增材制造方法,包括:s1.根据所述目标零件的结构,得到对应所述目标零件的特征零件或者特征零件模型,所述特征零件具有所述目标零件一致的曲面结构,能够支承所述目标零件;s2.根据所述目标零件设置增材制造模型,在所述目标零件的目标尺寸的基础上,增加机加工余量和/或进行结构填充,所述目标零件的增材制造模型包括零件模型以及连接结构模型,所述零件模型的尺寸余量为目标零件在粗机加工后,精机加工之前的余量,所述连接结构模型对应的连接结构连接所述特征零件与所述目标零件;s3.在s1得到的所述特征零件或者特征零件模型的基础上,根据s2得到的所述增材制造模型进行增材制造,得到具有所述目标零件、特征零件以及连接结构的中间件。
5、在所述增材制造方法的一个或多个实施方式中,所述增材制造方法还包括s4.所述s3之后,所述中间件整体地进行热处理。
6、在所述增材制造方法的一个或多个实施方式中,所述增材制造方法还包括s5.所述s4之后,对所述目标零件进行精机加工或表面处理。
7、在所述增材制造方法的一个或多个实施方式中,所述增材制造方法还包括s6.所述s5之后,从所述中间结构将所述目标零件与所述特征零件分离。
8、在所述增材制造方法的一个或多个实施方式中,所述增材制造方法还包括所述s6之后,对于另一所述目标零件,仍采用分离后的得到的所述特征零件进行增材制造。
9、在所述增材制造方法的一个或多个实施方式中,在所述s1中,所述特征零件还具有所述目标零件的机加工基准,和/或装夹定位工装,和/或固定工装。
10、在所述增材制造方法的一个或多个实施方式中,所述目标零件为风扇叶片加强边,在所述s2中,在所述目标零件的目标尺寸的基础上,对所述风扇叶片加强边的薄壁增加机加工余量,和/或对所述风扇叶片加强边的v形槽填充。
11、在所述增材制造方法的一个或多个实施方式中,所述连接结构的高度为0.1mm-3mm。
12、在所述增材制造方法的一个或多个实施方式中,所述特征零件与所述风扇叶片加强边的曲面具有一个或两个维度方向的仿形特点。
13、在所述增材制造方法的一个或多个实施方式中,在所述s2中,所述零件模型的尺寸余量为目标零件在粗铣加工后,精铣加工之前的余量。
14、在所述增材制造方法的一个或多个实施方式中,在所述s1中得到所述特征零件模型,在所述s3中,根据所述特征零件模型以及s2得到的所述增材制造模型,得到一体成型的所述目标零件、连接结构以及特征零件。
15、在所述增材制造方法的一个或多个实施方式中,在所述s1中得到所述特征零件,通过锻造或者铸造工艺得到;或者通过增材制造得到。
16、在所述增材制造方法的一个或多个实施方式中,采用同轴送粉激光熔化沉积增材制造成形,工艺参数包括激光功率1500w-3000w、扫描速率800mm/min-1200mm/min、送粉转速5%-12%、搭接率30%-60%;或者采用粉床式增材制造或送粉/送丝式增材制造成形。
17、根据本发明第二方面的一种目标零件,通过如第一方面所述的增材制造方法得到。
18、根据本发明第三方面的一种特征零件,适用于第一方面所述的增材制造方法。
19、以上介绍的实施例的有益效果包括但限于以下之一或者组合:
20、1.本发明通过特征零件的设计和制造,无需支撑设计和制造,能极大的减少材料的浪费,提高材料利用率;
21、2.特征零件可以机加基准和装夹定位工装的设计,为零件的机加提供基准,能有效降低机加难度,有效避免近净成形复杂曲面零件机加无基准、装夹定位难等问题;
22、3.特征零件还可重复使用,有效降低零件制造成本;
23、4.通过对零件模型进行特殊设计,设计特征零件与目标零件间仿形实体连接结构,设计零件模型余量添加,例如对于风扇叶片加强边的薄壁加厚、深槽实体填充等,可设计零件模型为锻件粗铣后、精铣前余量尺寸,不仅能减少机加过程材料浪费,提高材料利用率,而且能极大的缩短零件机加时间,无需锻件机加工艺的粗铣过程,降低成本,另外,该零件模型可以针对薄壁深槽进行实体填充的特殊设计,能有效避免机加薄壁深槽导致的变形、振动等问题,有效保证零件机加的高尺寸精度;
24、综上,以上实施例介绍的制造方法不仅无需模具,而且材料利用率高、制造周期短、工序简单、具有机加基准、变形可控,能极大的降低加工制造成本,具有广阔应用前景。
技术特征:1.一种目标零件的增材制造方法,其特征在于,包括:
2.如权利要求1所述的增材制造方法,其特征在于,还包括:
3.如权利要求2所述的增材制造方法,其特征在于,还包括:
4.如权利要求3所述的增材制造方法,其特征在于,还包括:
5.如权利要求4所述的增材制造方法,其特征在于,所述s6之后,对于另一所述目标零件,仍采用分离后的得到的所述特征零件进行增材制造。
6.如权利要求1所述的增材制造方法,其特征在于,在所述s1中,所述特征零件还具有所述目标零件的机加工基准,和/或装夹定位工装,和/或固定工装。
7.如权利要求1所述的增材制造方法,其特征在于,所述目标零件为风扇叶片加强边,在所述s2中,在所述目标零件的目标尺寸的基础上,对所述风扇叶片加强边的薄壁增加机加工余量,和/或对所述风扇叶片加强边的v形槽填充。
8.如权利要求7所述的增材制造方法,其特征在于,所述连接结构的高度为0.1mm-3mm。
9.如权利要求7所述的增材制造方法,其特征在于,所述特征零件与所述风扇叶片加强边的曲面具有一个或两个维度方向的仿形特点。
10.如权利要求7所述的增材制造方法,其特征在于,在所述s2中,所述零件模型的尺寸余量为目标零件在粗铣加工后,精铣加工之前的余量。
11.如权利要求1所述的增材制造方法,其特征在于,在所述s1中得到所述特征零件模型,在所述s3中,根据所述特征零件模型以及s2得到的所述增材制造模型,得到一体成型的所述目标零件、连接结构以及特征零件组成的中间件。
12.如权利要求1所述的增材制造方法,其特征在于,在所述s1中得到所述特征零件,通过锻造或者铸造工艺得到;或者通过增材制造得到。
13.如权利要求11所述的增材制造方法,其特征在于,采用同轴送粉激光熔化沉积增材制造成形,工艺参数包括激光功率1500w-3000w、扫描速率800mm/min-1200mm/min、送粉转速5%-12%、搭接率30%-60%;或者采用粉床式增材制造或送粉/送丝式增材制造成形。
14.一种目标零件,其特征在于,通过如权利要求1-13任意一项所述的增材制造方法得到。
15.一种特征零件,其特征在于,适用于如权利要求1-13任意一项所述的增材制造方法。
技术总结本发明提供一种目标零件及其增材制造方法、特征零件。目标零件的增材制造方法,包括:S1.根据所述目标零件的结构,得到对应所述目标零件的特征零件或者特征零件模型,所述特征零件具有所述目标零件一致的曲面结构,能够支承所述目标零件;S2.根据所述目标零件设置增材制造模型,在所述目标零件的目标尺寸的基础上,增加机加工余量和/或进行结构填充,所述目标零件的增材制造模型包括零件模型以及连接结构模型,所述零件模型的尺寸余量为目标零件在粗机加工后,精机加工之前的余量,所述连接结构模型对应的连接结构连接所述特征零件与所述目标零件。技术研发人员:付俊,焦宗戈,付鑫,周新民,雷力明受保护的技术使用者:中国航发上海商用航空发动机制造有限责任公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240619/12283.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表