一种气缸头铸造用排气块的制作方法
- 国知局
- 2024-06-20 15:38:09
本技术属于低压铸造,具体涉及一种气缸头铸造用排气块。
背景技术:
1、铝合金气缸头的铸造方法主要是压力铸造技术、重力铸造技术、低压铸造技术、消失模铸造技术和cosworth技术(即冷芯盒砂芯组芯造型)。压力铸造是铝合金缸体最广泛、最普遍采用的方法,但是,它只能生产开舱结构缸体,而且铸件壁厚处易产生缩孔,易产生气孔,设备投资大。
2、而采用低压铸造技术可以生产带有砂芯的铝合金气缸头,可以获得闭舱结构的气缸头。与压力铸造相比,设备和模具投资大为减少,并且可以满足多品种小批量生产需要。
3、大排量摩托车的气缸头为铝合金铸件,其水道由砂芯形成,其结构复杂、型腔封闭,在低压铸造过程中,火花塞水道处易出现冷隔缺陷,其原因在于相关部位处在铸造铝水充型过程中,型腔空气无法快速排出。
技术实现思路
1、为了解决上述技术问题,本实用新型采用了如下技术方案:
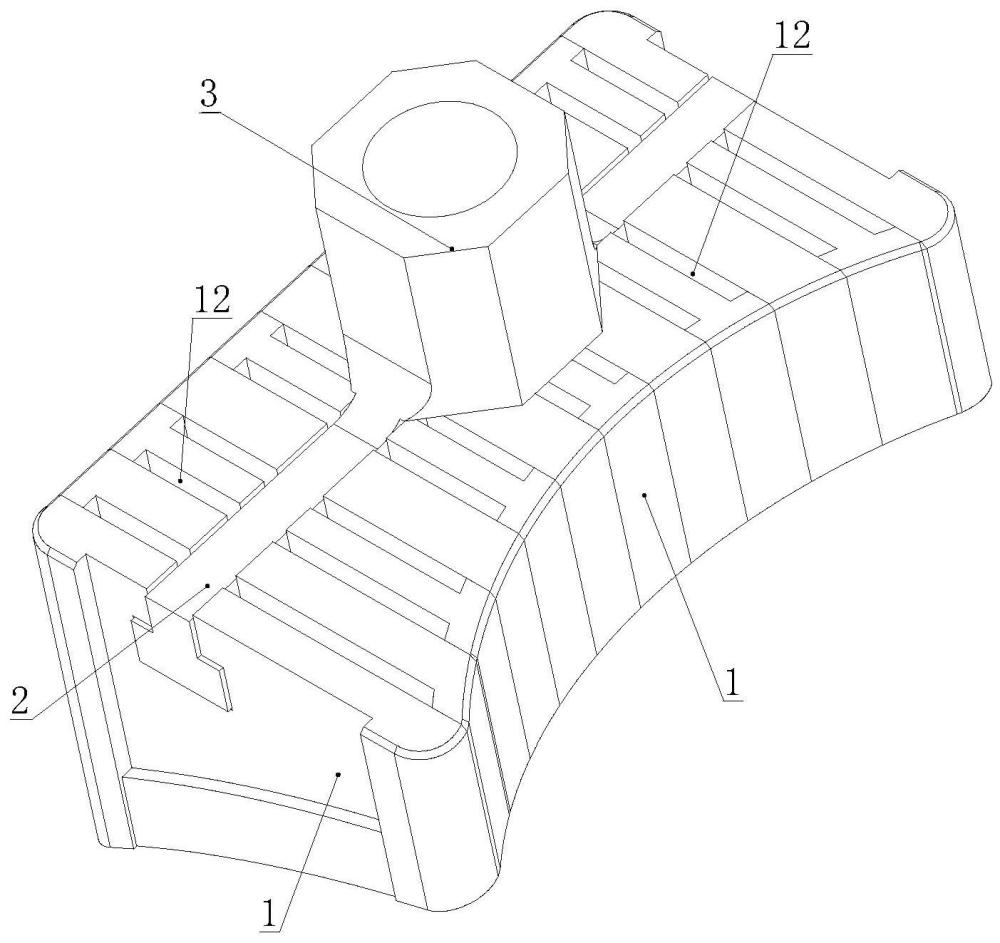
2、一种气缸头铸造用排气块,包括:
3、片形件,多个所述片形件堆叠排列;
4、相邻两个所述片形件形成间隙不相等的进气端与出气端,所述进气端位于靠近金属溶液一侧,所述出气端位于靠近模具一侧;
5、t型槽,开设于所述片形件上;
6、连接凸棱,沿所述片形件堆叠方向延伸,在所述连接凸棱与t型槽相配合后,多个所述片形件被所述连接凸棱串连而限制相对滑动;
7、连接部,设置于所述出气端外侧且与连接凸棱相连接。
8、进一步,所述片形件横截面为工字型。
9、进一步,所述片形件两侧部设置有间隙肋,通过所述间隙肋,相邻两个片形件之间形成条形的进气端。
10、进一步,所述t型槽开设于片形件靠近出气端的一侧。
11、进一步,所述连接凸棱与连接部一体成型。
12、进一步,所述连接部包括螺母。
13、本实用新型与现有技术相比,具有如下有益效果:
14、在缺陷处模具上设计该排气块,当铸造充型时,型腔内气体通经模具上排气块中的间隙快速排出型腔外,减少铝水充型的阻力,解决了气缸头水道冷隔缺陷,使得铸件合格率得以提升。
技术特征:1.一种气缸头铸造用排气块,其特征在于,包括:
2.如权利要求1所述的一种气缸头铸造用排气块,其特征在于:所述片形件横截面为工字型。
3.如权利要求2所述的一种气缸头铸造用排气块,其特征在于:所述片形件两侧部设置有间隙肋,通过所述间隙肋,相邻两个片形件之间形成条形的进气端。
4.如权利要求1所述的一种气缸头铸造用排气块,其特征在于:所述t型槽开设于片形件靠近出气端的一侧。
5.如权利要求4所述的一种气缸头铸造用排气块,其特征在于:所述连接凸棱与连接部一体成型。
6.如权利要求5所述的一种气缸头铸造用排气块,其特征在于:所述连接部包括螺母。
技术总结本技术公开了一种气缸头铸造用排气块,它包括片形件,多个所述片形件堆叠排列;相邻两个所述片形件形成间隙不相等的进气端与出气端,所述进气端位于靠近金属溶液一侧,所述出气端位于靠近模具一侧;T型槽开设于所述片形件上;连接凸棱沿所述片形件堆叠方向延伸,在所述连接凸棱与T型槽相配合后,多个所述片形件被所述连接凸棱限制相对滑动,本技术在铸造充型时,型腔内气体通经模具上排气块中的间隙快速排出型腔外,减少铝水充型的阻力,解决了气缸头水道冷隔缺陷,使得铸件合格率得以提升。技术研发人员:张成美受保护的技术使用者:重庆高金实业股份有限公司技术研发日:20230928技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240619/12295.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种假饵打磨机的制作方法
下一篇
返回列表