移动静态好氧发酵系统及发酵方法与流程
- 国知局
- 2024-06-20 12:33:33
本发明属于发酵设备技术与工艺领域,具体涉及一种移动静态好氧发酵系统及发酵方法。
背景技术:
1、利用工农业有机废物等有机物料生产加工有机肥料需要进行好氧发酵,为了降低项目投资成本和生产成本,我公司从2018年起先后发明并申请了《有机物料袋式发酵移动式自动装袋机》(201810001770.6)、《发酵物料移动装袋机及其装袋应用方法》(201910969588.4)和《发酵物料自卸转运车及使用方法》(201911161458.4)等专利。上述所发明的移动式好氧发酵系统的发明在生产中均取得了较好的应用效果,相较人工装袋的袋式发酵作业效率大幅度提高,生产成本也大幅度降低,相较全自动的空间多层好氧发酵系统投资成本也大幅度降低,但在实际应用中也还存在一些不足,主要体现在以下方面:一是由于发酵袋是软的,装袋后需要人工拖拽摆放在发酵场地上,劳动强度大,且拖拽容易使发酵袋中的发酵料变实,影响好氧发酵的透气供氧,发酵周期变长;二是发酵完成后需要人工将发酵料从发酵袋中倒出,劳动强度大,效率低;三是由作业过程需要较多人工及劳动强度较大,生产成本较高。
2、因此,要充分发挥袋式等移动式好氧发酵生产工艺运行高效、投资和生产成本较低的优势,研发一种辅助用工更少、劳动强度更低的移动好氧发酵系统及发酵方法十分有必要。
技术实现思路
1、本发明的目的在于,解决现有袋式等移动发酵技术工艺作业过程中存在的技术问题,提供一种移动静态好氧发酵系统及发酵方法。
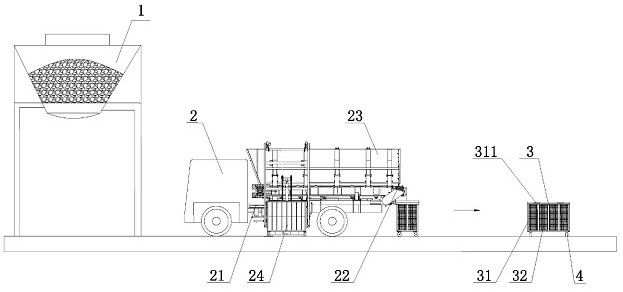
2、本发明的目的及解决其技术问题是采用以下技术方案来实现的。依据本发明提出的一种移动静态好氧发酵系统,包括配料装置、布料/收料车、发酵托盘;所述发酵托盘摆放于发酵场地上,所述布料/收料车从所述配料装置运送发酵物料装入所述发酵托盘及将所述发酵托盘内发酵完成的发酵熟料收运回所述配料装置配料发酵及做其他深加工利用;
3、所述布料/收料车由驱动底盘、厢底输送机、车厢、托盘提升倒料机构成;所述厢底输送机连接安装于所述驱动底盘上,所述车厢连接安装于所述厢底输送机上,所述托盘提升倒料机连接安装于厢底输送机和所述车厢外侧部;
4、所述发酵托盘由盘体框架、发酵筒构成;所述发酵筒连接安装于所述盘体框架内;所述盘体框架上设置安装有升降扣件。
5、本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
6、较佳地,前述的移动静态好氧发酵系统,其所述厢底输送机由液压马达驱动。
7、较佳地,前述的移动静态好氧发酵系统,其所述托盘提升倒料机有两台,分别连接安装于所述车厢的左右两侧。
8、较佳地,前述的移动静态好氧发酵系统,其所述盘体框架下连接安装有移动滚轮;所述移动滚轮至少安装四个,分别连接安装于所述盘体框架下方的四个角。
9、较佳地,前述的移动静态好氧发酵系统,其所述发酵筒为2~18个、成1~3排连接安装于所述盘体框架内;
10、所述发酵筒为高500~1500mm、直径、边长或对角线长200~2000mm的圆形、四边形或八边形不锈钢网筒、塑料网筒或袋筒。
11、较佳地,前述的移动静态好氧发酵系统,其还包括托盘移动升降车;所述托盘移动升降车用于所述发酵托盘的移动和单层及多层层叠摆放。
12、较佳地,前述的移动静态好氧发酵系统,其还包括装盘导料槽;所述装盘导料槽铰接于所述车厢的尾部及所述厢底输送机的输出端下方。
13、本发明公开一种移动静态好氧发酵系统的发酵方法,其包括以下步骤:
14、s1:发酵料配制:启动移动静态发酵系统的所述配料装置,将需要发酵的物料与发酵熟料返料及辅料投放入所述配料装置,经所述配料装置自动称量投放、搅拌、破碎成细颗粒状、水分35%~55%的发酵料;
15、s2:布料/收料车装料:启动所述布料/收料车,将其行驶到所述配料装置的装料点,通过装载车、输送机或高位给料斗将发酵料装入所述布料/收料车;
16、s3:发酵料转运:所述布料/收料车完成发酵料装车,行驶到发酵场地装盘作业区;
17、s4:发酵料装盘:将所述发酵托盘移送到所述布料/收料车后方,启动所述布料/收料车的所述厢底输送机,所述厢底输送机将发酵料排出所述车厢装入下方的所述发酵托盘内;
18、s5:发酵托盘摆放:将装满发酵料的所述发酵托盘移送单层或多层层叠摆放到发酵场地上;
19、s6:发酵料发酵:发酵料在所述发酵托盘中进行2~10天的静态好氧发酵,转化为水分20%~35%的发酵熟料;
20、s7:发酵收料:将所述布料/收料车行驶到发酵场地,将完成发酵的所述发酵托盘移送到所述布料/收料车侧方,启动所述布料/收料车的所述托盘提升倒料机,所述托盘提升倒料机将所述发酵托盘提升到所述车厢上方,翻转使所述发酵托盘内的发酵熟料倾倒入所述车厢内;
21、s8:发酵熟料转运:所述布料/收料车完成发酵熟料装车,行驶到所述配料装置或熟料堆场,启动所述布料/收料车的所述厢底输送机,所述厢底输送机将发酵熟料排出所述车厢,如此完成一个移动静态好氧好氧发酵系统的发酵过程。
22、本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
23、较佳地,前述的移动静态好氧发酵系统的发酵方法,还包括s4中所述布料/收料车完成全部发酵料的装盘后直接在发酵场地上用于s7的发酵熟料收料;
24、还包括s7中所述发酵托盘排放出发酵熟料后直接在发酵场地上用于s4的发酵料装盘;
25、还包括s8中所述布料/收料车完成全部发酵熟料的排出后直接在所述配料装置处用于s2的发酵料装料。
26、本发明与现有技术相比具有明显的优点和有益效果。借由上述技术方案,本发明移动静态好氧发酵系统及发酵方法至少具有下列优点及有益效果:
27、一是布料/收料车一车四用,既能运送发酵料和经发酵托盘装发酵料,还能完成发酵托盘的熟料倒料与发酵熟料的收料转运;
28、二是作业效率高,辅助用工少,劳动强度低,综合生产成本低;
29、三是项目投资成本低,处理效率高,对发酵厂房等土建设施要求低,处理规模大小灵活度高、适应性强,极大有利于移动式发酵技术工艺的推广应用和有机废物资源化循环利用战略新兴产业发展。
技术特征:1.一种移动静态好氧发酵系统,其特征在于:包括配料装置、布料/收料车、发酵托盘;所述发酵托盘摆放于发酵场地上,所述布料/收料车从所述配料装置运送发酵物料装入所述发酵托盘及将所述发酵托盘内发酵完成的发酵熟料收运回所述配料装置配料发酵及做其他深加工利用;
2.根据权利要求1所述的移动静态好氧发酵系统,其特征在于:所述厢底输送机由液压马达驱动。
3.根据权利要求1所述的移动静态好氧发酵系统,其特征在于:所述托盘提升倒料机有两台,分别连接安装于所述车厢的左右两侧。
4.根据权利要求1所述的移动静态好氧发酵系统,其特征在于:所述盘体框架下连接安装有移动滚轮;所述移动滚轮至少安装四个,分别连接安装于所述盘体框架下方的四个角。
5.根据权利要求1所述的移动静态好氧发酵系统,其特征在于:所述发酵筒为2~18个、成1~3排连接安装于所述盘体框架内;
6.根据权利要求1所述的移动静态好氧发酵系统,其特征在于:还包括托盘移动升降车;所述托盘移动升降车用于所述发酵托盘的移动和单层及多层层叠摆放。
7.根据权利要求1所述的移动静态好氧发酵系统,其特征在于:还包括装盘导料槽;所述装盘导料槽铰接于所述车厢的尾部及所述厢底输送机的输出端下方。
8.一种根据权利要求1~7任一所述的移动静态好氧发酵系统的发酵方法,其特征在于:其包括以下步骤:
9.一种根据权利要求8所述的移动静态好氧发酵系统的发酵方法,其特征在于:
技术总结本发明公开一种移动静态好氧发酵系统及发酵方法,其包括配料装置、布料/收料车、发酵托盘;发酵托盘摆放于发酵场地上,布料/收料车从配料装置运送发酵物料装入发酵托盘及将发酵托盘内发酵完成的发酵熟料收运回配料装置配料发酵及做其他深加工利用;布料/收料车由驱动底盘、厢底输送机、车厢、托盘提升倒料机构成;发酵托盘由盘体框架、发酵筒构成。本发明的布料/收料车一车四用,既能运送发酵料和经发酵托盘装发酵料,还能完成发酵托盘的熟料倒料与发酵熟料的收料转运;作业效率高,综合生产成本低;处理规模大小灵活度高、适应性强,极大有利于移动式发酵技术工艺的推广应用和有机废物资源化循环利用战略新兴产业发展。技术研发人员:邓秀泉受保护的技术使用者:广西力源宝科技有限公司技术研发日:技术公布日:2024/5/19本文地址:https://www.jishuxx.com/zhuanli/20240619/6134.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表