超薄浮法玻璃锡槽中玻璃板异物的控制方法与流程
- 国知局
- 2024-06-20 12:40:12
本发明涉及玻璃生产,具体涉及一种超薄浮法玻璃锡槽中玻璃板异物的控制方法。
背景技术:
1、在浮法超薄电子玻璃锡槽成型阶段,需要实时监控锡槽内玻璃的生产状况、设备运行情况,以避免玻璃生产出现问题以及设备出现故障对产品造成不良影响,而在此过程中,玻璃板异物是锡槽玻璃生产中需要重点管控的一环。
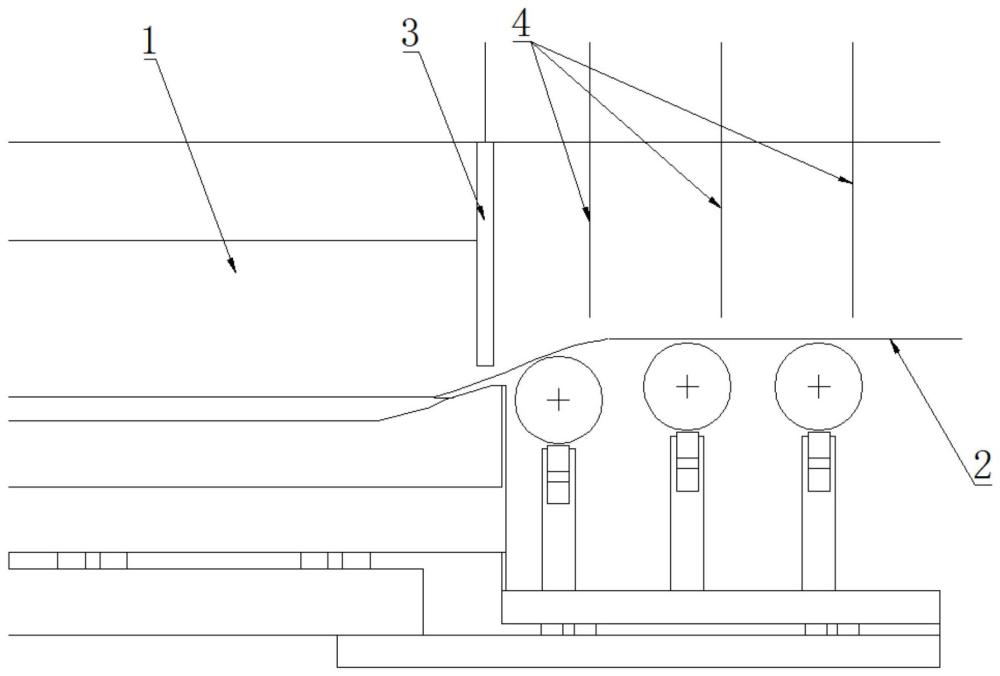
2、玻璃板异物主要是由玻璃原料熔化不良形成的,未熔好的料团或成分异常的玻璃液夹在玻璃板中,外观一般为白色团状或带状,另外还有耐火材料烧损掉到玻璃上的块状物、煊滴等。锡槽中的玻璃板到达锡槽出口时,需以一定曲度爬坡上辊道进行运输(如图1所示),爬坡时的玻璃需要一定的韧性,当玻璃板上存在异物时,就会导致玻璃局部应力承受能力下降,从而在锡槽出口处发生断板事故,这时玻璃板无法由辊道拉出锡槽,会造成较大的产量损失。发生断板后,需要在锡槽现场进行应急处理:首先引板,恢复玻璃板运行后再调整参数至生产出合格的玻璃。由于断板期间生产不出玻璃良品,因此会造成极大的损失。因此需要提供一种控制方法,以便于及时发现玻璃板异物并预防或快速进行应急处理,以减少损失。
技术实现思路
1、本发明要解决的技术问题是:克服现有技术的不足,提供一种超薄浮法玻璃锡槽中玻璃板异物的控制方法,针对浮法成型玻璃过程中的锡槽段,根据不同的异物情况对应采取不同的控制措施,能够及时发现异物并预防或快速进行应急处理,最终降低了玻璃板异物带来的生产损失。
2、本发明的技术方案为:
3、超薄浮法玻璃锡槽中玻璃板异物的控制方法:
4、s1异物为团状
5、s11异物的最大直径<20mm时,无需控制;
6、s12异物的最大直径≥20mm且最大直径/玻璃板出口爬坡最大线倾角<6.1时,升高锡槽出口温度,使玻璃粘度下降,即其柔韧性上升、硬脆性下降,玻璃抗折性能提升,来抵抗由异物造成的局部抗折能力的下降;同时升高挡墙和挡帘高度;当异物通过锡槽出口后,将锡槽出口温度及挡墙、挡帘高度恢复为原值;
7、s13异物的最大直径≥20mm且最大直径/玻璃板出口爬坡最大线倾角≥6.1时,升高锡槽出口温度、增大玻璃板厚度并升高挡墙和挡帘高度;当异物通过锡槽出口后,将锡槽出口温度、玻璃板厚度及挡墙、挡帘高度恢复为原值;其中,拉边机最前端的拉边轮牵引浮在锡槽液面上的具有一定粘度的玻璃板前进,因此可通过调节拉边轮的线速度、拉边轮的水平摆角、平面倾角,实现控制玻璃板厚度及稳定玻璃板宽度。
8、s2异物为带状
9、s21异物的最大厚度<18mm时,无需控制;
10、s22异物的最大厚度≥18mm且最大厚度/玻璃板出口爬坡最大线倾角<5.3时,升高锡槽出口温度并升高挡墙和挡帘高度;当异物通过锡槽出口后,将锡槽出口温度恢复至原温度值,并调整挡墙、挡帘高度为原高度值;
11、s23异物的最大厚度≥18mm且最大厚度/玻璃板出口爬坡最大线倾角≥5.3时,升高锡槽出口温度、增大玻璃板厚度并升高挡墙和挡帘高度;当异物通过锡槽出口后,将锡槽出口温度、玻璃板厚度及挡墙、挡帘高度恢复为原值。
12、优选地,步骤s12中,锡槽出口温度升高幅度为δt1,δt1=0.0023×最大直径2×最大直径/锡槽出口爬坡线最大倾角,其中δt1的单位为℃,0.0023的单位为°℃/mm3,最大直径的单位为mm,锡槽出口爬坡线最大倾角的单位为°。
13、优选地,为保证步骤s12的升温对生产影响最小,需确定最佳升温点,当异物移动至最佳升温点时,锡槽出口处开始升温;如图3所示,最佳升温点距锡槽出口的距离l1=δt1÷升温速率×玻璃板移动速度,其中l1的单位为m,δt1的单位为℃,升温速率的单位为℃/min,玻璃板移动速度的单位为m/min。
14、优选地,步骤s12及步骤s13中,挡墙和挡帘高度升高幅度为δh1,δh1=最大直径+5-挡墙挡帘原高度值,其中δh1的单位为mm,最大直径的单位为mm,5的单位为mm,挡墙挡帘原高度值的单位为mm。
15、优选地,步骤s13中,锡槽出口温度升高幅度为δt2,δt2=0.0023×最大直径2×最大直径/锡槽出口爬坡线最大倾角,其中δt2的单位为℃,0.0023的单位为°℃/mm3,最大直径的单位为mm,锡槽出口爬坡线最大倾角的单位为°,最大直径/锡槽出口爬坡线最大倾角=6.1mm/°;玻璃板厚度增幅δd1=3.1×10-7×最大直径4,其中δd1的单位为mm,3.1×10-7的单位为mm-3,最大直径的单位为mm。
16、优选地,步骤s22中,锡槽出口温度升高幅度为δt3,δt3=0.0033×最大厚度2×最大厚度/锡槽出口爬坡线最大倾角,其中δt3的单位为℃,0.0033的单位为°℃/mm3,最大厚度的单位为mm,锡槽出口爬坡线最大倾角的单位为°。
17、优选地,步骤s22中,当异物移动至最佳升温点时,锡槽出口处开始升温,最佳升温点距锡槽出口的距离l2=δt3÷升温速率×玻璃板移动速度,其中l2的单位为m,δt3的单位为℃,升温速率的单位为℃/min,玻璃板移动速度的单位为m/min。
18、优选地,步骤s22及步骤s23中,挡墙和挡帘高度升高幅度为δh2,δh2=最大厚度+5-挡墙挡帘原高度值,其中δh2的单位为mm,最大厚度的单位为mm,5的单位为mm,挡墙挡帘原高度值的单位为mm。
19、优选地,步骤s23中,锡槽出口温度升高幅度为δt4,δt4=0.0033×最大厚度2×最大厚度/锡槽出口爬坡线最大倾角,其中δt4的单位为℃,0.0033的单位为°℃/mm3,最大厚度的单位为mm,锡槽出口爬坡线最大倾角的单位为°,最大厚度/锡槽出口爬坡线最大倾角=5.3mm/°;玻璃板厚度增幅δd2=5.3×10-7×最大厚度4,其中δd2的单位为mm,5.3×10-7的单位为mm-3,最大厚度的单位为mm。
20、本发明与现有技术相比,具有以下有益效果:本发明针对浮法成型玻璃过程中的锡槽段,根据不同的异物情况对应采取不同的控制措施,能够及时发现异物并预防或快速进行应急处理,最终降低了玻璃板异物带来的生产损失。
技术特征:1.超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,
2.如权利要求1所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s12中,锡槽(1)出口温度升高幅度为δt1,δt1=0.0023×最大直径2×最大直径/锡槽(1)出口爬坡线最大倾角,其中δt1的单位为℃,0.0023的单位为°℃/mm3,最大直径的单位为mm,锡槽(1)出口爬坡线最大倾角的单位为°。
3.如权利要求2所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s12中,当异物(7)移动至最佳升温点时,锡槽(1)出口处开始升温,最佳升温点距锡槽(1)出口的距离l1=δt1÷升温速率×玻璃板(2)移动速度,其中l1的单位为m,δt1的单位为℃,升温速率的单位为℃/min,玻璃板(2)移动速度的单位为m/min。
4.如权利要求1所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s12及步骤s13中,挡墙(3)和挡帘(4)高度升高幅度为δh1,δh1=最大直径+5-挡墙(3)挡帘(4)原高度值,其中δh1的单位为mm,最大直径的单位为mm,5的单位为mm,挡墙(3)挡帘(4)原高度值的单位为mm。
5.如权利要求1所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s13中,锡槽(1)出口温度升高幅度为δt2,δt2=0.0023×最大直径2×最大直径/锡槽(1)出口爬坡线最大倾角,其中δt2的单位为℃,0.0023的单位为°℃/mm3,最大直径的单位为mm,锡槽(1)出口爬坡线最大倾角的单位为°,最大直径/锡槽(1)出口爬坡线最大倾角=6.1mm/°;玻璃板(2)厚度增幅δd1=3.1×10-7×最大直径4,其中δd1的单位为mm,3.1×10-7的单位为mm-3,最大直径的单位为mm。
6.如权利要求1所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s22中,锡槽(1)出口温度升高幅度为δt3,δt3=0.0033×最大厚度2×最大厚度/锡槽(1)出口爬坡线最大倾角,其中δt3的单位为℃,0.0033的单位为°℃/mm3,最大厚度的单位为mm,锡槽(1)出口爬坡线最大倾角的单位为°。
7.如权利要求6所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s22中,当异物(7)移动至最佳升温点时,锡槽(1)出口处开始升温,最佳升温点距锡槽(1)出口的距离l2=δt3÷升温速率×玻璃板(2)移动速度,其中l2的单位为m,δt3的单位为℃,升温速率的单位为℃/min,玻璃板(2)移动速度的单位为m/min。
8.如权利要求1所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s22及步骤s23中,挡墙(3)和挡帘(4)高度升高幅度为δh2,δh2=最大厚度+5-挡墙(3)挡帘(4)原高度值,其中δh2的单位为mm,最大厚度的单位为mm,5的单位为mm,挡墙(3)挡帘(4)原高度值的单位为mm。
9.如权利要求1所述的超薄浮法玻璃锡槽中玻璃板异物的控制方法,其特征在于,步骤s23中,锡槽(1)出口温度升高幅度为δt4,δt4=0.0033×最大厚度2×最大厚度/锡槽(1)出口爬坡线最大倾角,其中δt4的单位为℃,0.0033的单位为°℃/mm3,最大厚度的单位为mm,锡槽(1)出口爬坡线最大倾角的单位为°,最大厚度/锡槽(1)出口爬坡线最大倾角=5.3mm/°;玻璃板(2)厚度增幅δd2=5.3×10-7×最大厚度4,其中δd2的单位为mm,5.3×10-7的单位为mm-3,最大厚度的单位为mm。
技术总结本发明公开了一种超薄浮法玻璃锡槽中玻璃板异物的控制方法,异物为团状,最大直径≥20mm且最大直径/玻璃板出口爬坡最大线倾角<6.1时,升高锡槽出口温度及挡墙和挡帘高度;异物最大直径≥20mm且最大直径/玻璃板出口爬坡最大线倾角≥6.1时,升高锡槽出口温度及挡墙和挡帘高度、增大玻璃板厚度;异物为带状,最大厚度≥18mm且最大厚度/玻璃板出口爬坡最大线倾角<5.3时,升高锡槽出口温度及挡墙和挡帘高度;异物最大厚度≥18mm且最大厚度/玻璃板出口爬坡最大线倾角≥5.3时,升高锡槽出口温度及挡墙和挡帘高度、增大玻璃板厚度。本发明根据不同的异物情况采取不同的控制措施,降低了玻璃板异物带来的生产损失。技术研发人员:王全新,杨剑,王松,武琛林,姜杰,王化俊受保护的技术使用者:青岛融合新材料科技有限公司技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240619/6435.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种有机肥发酵免翻堆装置
下一篇
返回列表