后桥法兰板焊接调整工装的制作方法
- 国知局
- 2024-07-17 13:20:02
本技术涉及汽车零配件加工领域,特别涉及一种后桥法兰板焊接调整工装。
背景技术:
1、在现有技术中,后桥焊接总成是汽车底盘重要结构件,用于支撑弹簧、减震器、后轮轮边制动模块及管路线束等,传递悬架载荷,属于非独立悬架。作为非独立悬架的后桥焊接总成的法兰面,需要提供较高精度的前束、外倾角等四轮定位参数,以便满足整车装配后的四轮定位要求,满足整车操控性设计需求。
2、图1为后桥焊接总成的结构示意图。如图1所示,后桥焊接总成由横梁10、悬架臂11、车身套管12、弹簧盘13、减震器支架14、法兰板15及加强板焊接而成。
3、图2为传统的后桥总拼op10工序焊接工装示意图。图3为传统的法兰板调整机构示意图。如图2和图3所示,传统的后桥焊接总成的总拼op10工序工装20在两侧的法兰板外侧各布置了一个法兰板定位调整机构21。法兰板定位调整机构21由法兰板定位块22、滑轨23、底座24以及压紧机构25等组成。法兰板定位块22的法兰板定位面26上布置有四个定位点27,四个定位点27后端采用螺杆安装在定位块的定位面上,在焊接调整中通过这四个定位点螺杆的旋转调整四个定位点的凸起高度,从而实现与定位点压紧贴合的法兰板在后桥总拼上的定位。
4、现有的法兰板调整机构需要人工手动调整,无有效的数值识别,存在调整难度大、调整精度较低、调整轮次多等缺点。同时法兰板会存在焊接变形影响焊接后的尺寸精度,故传统后桥焊接总成在焊接完成后需要增加法兰面机加工道序,存在设备投资大、加工成本高等问题。
5、有鉴于此,本申请实用新型人设计了一种后桥法兰板焊接调整工装及工艺方法,以期克服上述技术问题。
技术实现思路
1、本实用新型要解决的技术问题是为了克服现有技术中法兰板调整机构需要人工手动调整,调整难度大,精度较低且调整轮次多等缺陷,提供一种后桥法兰板焊接调整工装及工艺方法。
2、本实用新型是通过下述技术方案来解决上述技术问题的:
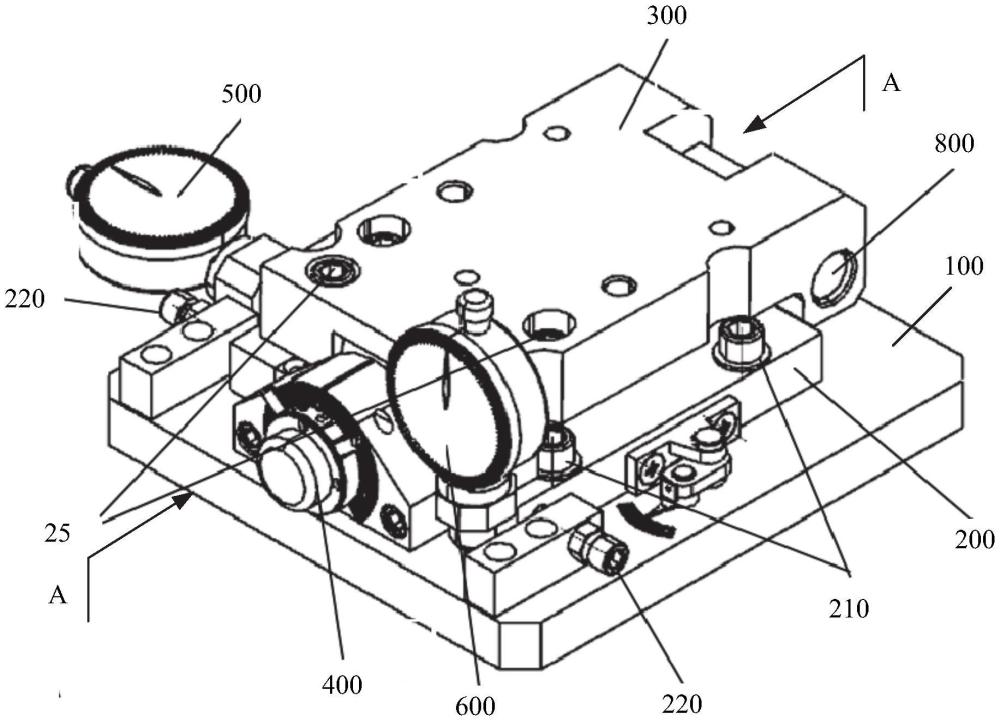
3、一种后桥法兰板焊接调整工装,其特点在于,所述后桥法兰板焊接调整工装包括:底板;
4、前束角基板,所述前束角基板转动连接在所述底板上;
5、外倾角基板,所述外倾角基板的一端部与所述前束角基板的一端部转动连接;
6、外倾角调整组件,所述外倾角调整组件安装在所述底板上,位于所述外倾角基板的另一端部和所述前束角基板的另一端部之间,通过调整所述外倾角调整组件使得所述外倾角基板上下调整角度;
7、前束角调整数显表,所述前束角调整数显表安装在所述前束角基板的侧部,用于读取所述前束角基板调整的角度度数;
8、外倾角调整数显表,所述外倾角调整数显表安装在所述外倾角基板的另一端部,用于读取所述外倾角基板调整的角度度数。
9、根据本实用新型的一个实施例,所述前束角基板上设置有多个前束角锁紧螺栓,用于锁紧所述前束角基板;
10、所述底板上安装有多个前束角调整螺栓,位于所述前束角基板的两侧,用于调整所述前束角基板的转动角度。
11、根据本实用新型的一个实施例,所述外倾角基板上安装有多个外倾角锁紧螺栓,用于锁紧所述外倾角基板。
12、根据本实用新型的一个实施例,所述外倾角调整组件包括外倾角调整螺纹杆、外倾角调整螺纹套和外倾角调整螺旋帽,所述外倾角调整螺纹套安装在所述底板上,所述外倾角调整螺纹杆的一端部穿过所述外倾角调整螺纹套,与所述前束角基板相抵,且所述外倾角调整螺纹杆的上部与所述外倾角基板的底部相接触;
13、所述外倾角调整螺旋帽与所述外倾角调整螺纹杆的另一端部连接,用于调整所述外倾角调整螺纹杆移动。
14、根据本实用新型的一个实施例,所述外倾角调整组件还包括外倾角调整垫块,所述外倾角基板的另一端部的底部设置为一斜坡面,所述外倾角调整垫块安装在所述斜坡面上。
15、根据本实用新型的一个实施例,所述外倾角调整组件还包括外倾角调整托块,所述前束角基板的另一端部的上端面上开设有一阶梯面,所述外倾角调整托块安装在所述阶梯面上,所述外倾角调整螺纹杆的一端部与所述外倾角调整托块、所述前束角基板依次相抵,且所述外倾角调整托块的上端部与所述外倾角调整垫块相互接触。
16、根据本实用新型的一个实施例,所述前束角基板通过一前束角回转轴与所述底板转动连接。
17、根据本实用新型的一个实施例,所述外倾角基板与所述前束角基板之间通过一外倾角回转中心轴转动连接。
18、本实用新型的积极进步效果在于:
19、本实用新型后桥法兰板焊接调整工装,提高了焊接现场进行调整法兰板前束角和外倾角时操作的便利性,提高了焊接总成尺寸调整精度,其在后桥扭转梁总拼夹具上具有较好的推广性。
20、所述后桥法兰板焊接调整工装配合采用精冲法兰板、并在散件状态完成法兰板安装孔位的机加工,针对部分四轮定位精度等级一般的车型可以。其取消了后桥焊接后的机加工,从而实现了工艺简化,取消了总成机加工设备投资,降低了零件加工成本。
技术特征:1.一种后桥法兰板焊接调整工装,其特征在于,所述后桥法兰板焊接调整工装包括:
2.如权利要求1所述的后桥法兰板焊接调整工装,其特征在于,所述前束角基板上设置有多个前束角锁紧螺栓,用于锁紧所述前束角基板;
3.如权利要求2所述的后桥法兰板焊接调整工装,其特征在于,所述外倾角基板上安装有多个外倾角锁紧螺栓,用于锁紧所述外倾角基板。
4.如权利要求3所述的后桥法兰板焊接调整工装,其特征在于,所述外倾角调整组件包括外倾角调整螺纹杆、外倾角调整螺纹套和外倾角调整螺旋帽,所述外倾角调整螺纹套安装在所述底板上,所述外倾角调整螺纹杆的一端部穿过所述外倾角调整螺纹套,与所述前束角基板相抵,且所述外倾角调整螺纹杆的上部与所述外倾角基板的底部相接触;
5.如权利要求4所述的后桥法兰板焊接调整工装,其特征在于,所述外倾角调整组件还包括外倾角调整垫块,所述外倾角基板的另一端部的底部设置为一斜坡面,所述外倾角调整垫块安装在所述斜坡面上。
6.如权利要求5所述的后桥法兰板焊接调整工装,其特征在于,所述外倾角调整组件还包括外倾角调整托块,所述前束角基板的另一端部的上端面上开设有一阶梯面,所述外倾角调整托块安装在所述阶梯面上,所述外倾角调整螺纹杆的一端部与所述外倾角调整托块、所述前束角基板依次相抵,且所述外倾角调整托块的上端部与所述外倾角调整垫块相互接触。
7.如权利要求1所述的后桥法兰板焊接调整工装,其特征在于,所述前束角基板通过一前束角回转轴与所述底板转动连接。
8.如权利要求1所述的后桥法兰板焊接调整工装,其特征在于,所述外倾角基板与所述前束角基板之间通过一外倾角回转中心轴转动连接。
技术总结本技术提供了一种后桥法兰板焊接调整工装,其包括:底板;前束角基板转动连接在所述底板上;外倾角基板的一端部与前束角基板的一端部转动连接;外倾角调整组件安装在底板上,位于外倾角基板的另一端部和前束角基板的另一端部之间,通过调整外倾角调整组件使得外倾角基板上下调整角度;前束角调整数显表安装在前束角基板的侧部,用于读取前束角基板调整的角度度数;外倾角调整数显表安装在外倾角基板的另一端部,用于读取外倾角基板调整的角度度数。本技术提高了焊接现场进行调整法兰板前束角和外倾角时操作的便利性,提高了焊接总成尺寸调整精度,其在后桥扭转梁总拼夹具上具有较好的推广性。技术研发人员:黄冬,武建农,蒋玮,吴建明,马立,钱丹辉,郭毅,宿永起,卢文杰受保护的技术使用者:上海汇众汽车制造有限公司技术研发日:20230912技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/108999.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种动力刀座的制作方法
下一篇
返回列表