一种卷烟机蜘蛛手传送臂定位工装的制作方法
- 国知局
- 2024-07-17 12:50:09
本技术涉及卷烟机烟支交接系统,具体涉及一种卷烟机蜘蛛手传送臂定位工装,用于对蜘蛛手传送臂进行定位。
背景技术:
1、如图1所示,卷接机组烟支交接系统由接烟轮机构2和蜘蛛手机构组成,在工作过程中,蜘蛛手机构沿顺时针方向转动,接烟轮机构2沿逆时针方向转动。蜘蛛手(机械手)运动到最低位置时,在空气负压的作用下,蜘蛛手抽吸槽12上的内外烟道吸取从传烟导轨3传递的烟支,蜘蛛手将烟支传递到接烟轮机构2,完成烟支的交接过程。
2、蜘蛛手机构上抽吸槽回转中心的运行轨迹为一个椭圆。其长轴为接装机进烟鼓轮交接烟支时吸风槽中心与椭圆中心的连线;短轴是椭圆中心与在v槽和抽吸槽交接烟支时抽吸槽中心位置的连线。该机构由两组旋转构成。其轨迹如图2所示,图中的大圆为蜘蛛手支座1的运行轨迹,小圆为蜘蛛手支座1静止在图示位置时抽吸槽中心的运行轨迹,图中椭圆为抽吸槽中心的运行轨迹。
3、protos2交接蜘蛛手机构的构成主要由七个机械手组成,在设备使用过程中,当出现蜘蛛手交接掉烟和机械手渗油时,需要更换蜘蛛手的轴承或油封,并使用随机工装4对修复后的蜘蛛传送臂进行安装、校准。
4、随机工装4如图3-4所示,其为整体式的设计,它的特点是调整精度高,能够精确的保证七个蜘蛛手传送臂运动轨迹为一个椭圆。随机工装为整体式设计。调整时,需要将七个蜘蛛手抽吸槽全部拆卸。该工装适用于中修人员在月保或轮休轮保时使用。
5、其调整步骤为:
6、(1)用手盘轮将蜘蛛手盘到调整位置,拆下7个蜘蛛手抽吸槽12;
7、(2)松开蜘蛛手支座1的中心轴13的调整螺丝,中心定位轴连接蜘蛛手支座1的中心轴13,然后将随机工装4安装到中心定位轴和蜘蛛手传送臂11上;
8、(3)在顶部的两个蜘蛛手抽吸槽12上放置水平仪5,并使其处于水平位置;
9、(4)每个抽吸槽12与随机工装4上定位孔41间的位置用专用铜套规进行校准,位置偏移的抽吸槽12通过调整工具上的调整窗对其进行调整后重新检查其位置;
10、(5)取下随机工装4及中心定位轴。
11、在使用过程中,一个或者两个蜘蛛手抽吸槽出现问题,需要更换或拆卸清洁时,需要将七个蜘蛛手抽吸槽全部拆卸。使用该工装调整传送臂,操作规范,但较为繁琐。在日常生产维护中,当一个蜘蛛手传送臂组件出现漏油或传动间隙过大需要进行修复时,随机工装较难体现出快捷的维修效率。
12、基于此,需要一种能够实现蜘蛛手传送定位的工装,以减少工作量。
技术实现思路
1、针对上述问题,本实用新型提供了一种卷烟机蜘蛛手传送臂定位工装,简化了原有随机工装,在保证原随机工装调整精度的同时,能够针对单个蜘蛛手传送臂进行定位调整而不必拆卸其余蜘蛛手传送臂,有效地节约了维修时间。
2、具体地,本实用新型是这样实现的:
3、一种卷烟机蜘蛛手传送臂定位工装,包括:
4、角尺,使用时放置于蜘蛛手支座下方的传烟导轨上;
5、工装本体,其上设有中心连接孔和定位孔,中心连接孔和定位孔沿竖直方向布置,所述中心连接孔通过中心定位轴与蜘蛛手支座中心轴连接,所述定位孔用于定位蜘蛛手支座中心轴正下方的传送臂;
6、使用时,所述工装本体的一侧抵住所述角尺。
7、进一步地,所述中心连接孔和定位孔的中心距为98mm。
8、进一步地,所述角尺与传烟导轨贴合的一边,其宽度大于传烟导轨上传烟槽的宽度。
9、本实用新型的工作原理:
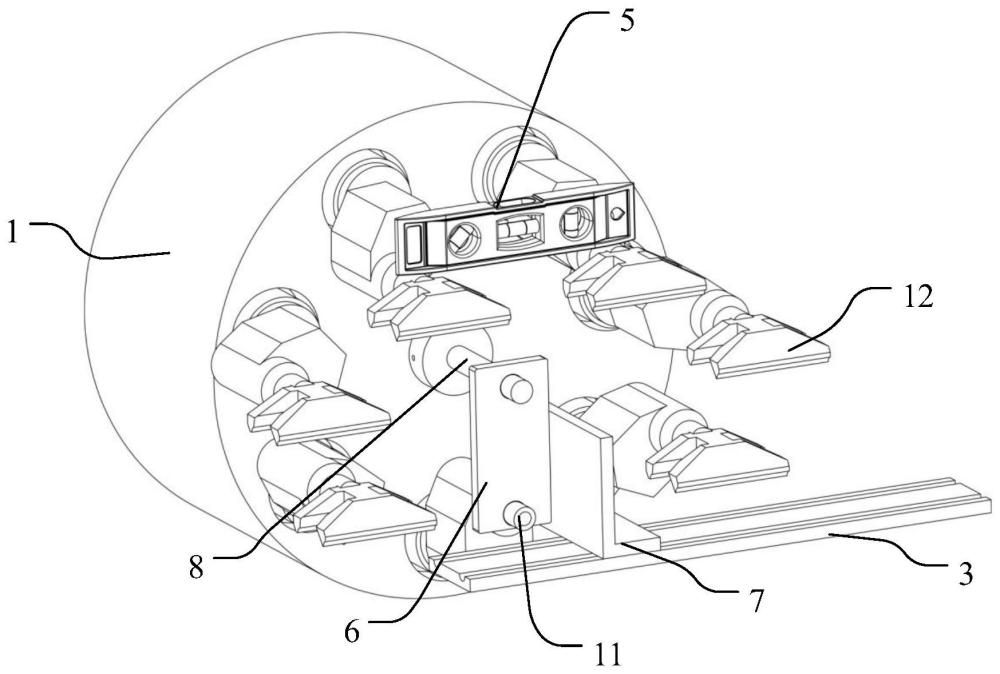
10、使用该工装时,手动转动蜘蛛手支座1,将需要维修的蜘蛛传送臂组件(传送臂11及抽吸槽12)盘到最下端18:00点时钟位置,拆下进行维修,维修好后,将修复好的传送臂11安装到蜘蛛手支座1上,并按以下步骤使用该工装对传送臂11进行校准:
11、(1)手动盘车,使蜘蛛手支座1上部的两个蜘蛛手传送臂11处于水平位置(用水平仪5进行检查);
12、(2)在蜘蛛手支座1的中心轴13上安装中心定位轴8,然后将工装本体6的中心连接孔61与中心定位轴8连接;
13、(3)将角尺7放置在传烟导轨3上,其底面贴紧传烟导轨3,另一个面靠拢并贴紧工装本体6的右侧面,使工装本体6处于竖直状态;
14、(4)松开蜘蛛手传送臂11调整螺丝,调整修复好的蜘蛛手传送臂11,使定位孔62能轻松安装到蜘蛛手传送臂11上,然后锁紧蜘蛛手传送臂11调整螺丝,完成传送臂11校准工作。
15、最后,拆下工装本体6及校准规,安装蜘蛛手抽吸槽12并调整后锁紧即可完成蜘蛛手安装。
16、与现有技术相比,本实用新型的有益效果:
17、本实用新型提供的卷烟机蜘蛛手传送臂定位工装,对原有随机工装进行简化改进,在蜘蛛手取送烟支位置进行定位,定位方便,既能保证随机工装的调整精度,又能尽量少地拆卸蜘蛛手组件,进而提高蜘蛛手维修效率。
技术特征:1.一种卷烟机蜘蛛手传送臂定位工装,其特征在于,包括:
2.如权利要求1所述的卷烟机蜘蛛手传送臂定位工装,其特征在于,所述中心连接孔(61)和定位孔(62)的中心距为98mm。
3.如权利要求1所述的卷烟机蜘蛛手传送臂定位工装,其特征在于,所述角尺(7)与传烟导轨(3)贴合的一边,其宽度大于传烟导轨(3)上传烟槽的宽度。
技术总结本技术公开了一种卷烟机蜘蛛手传送臂定位工装,包括:角尺和工装本体,工装本体上设有中心连接孔和定位孔,中心连接孔和定位孔沿竖直方向布置,中心连接孔通过中心定位轴与蜘蛛手支座中心轴连接,定位孔用于定位蜘蛛手支座中心轴正下方的传送臂;使用时,角尺放置于蜘蛛手支座下方的传烟导轨上,工装本体的一侧抵住角尺。该工装将原有工装简化为中心连接孔及一个定位孔,以角尺确定竖向位置,结构简单,在保证原随机工装调整精度的同时,能够针对单个蜘蛛手传送臂进行定位调整而不必拆卸其余蜘蛛手传送臂,有效地节约了维修时间。技术研发人员:段济权,何成建,朱兴键,张能全,张双俊,卫立,沙磊,戴奇霖受保护的技术使用者:红云红河烟草(集团)有限责任公司技术研发日:20231212技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/106572.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表