一种渗碳淬火用薄壁内花键与限形心轴的装配结构的制作方法
- 国知局
- 2024-07-17 13:09:04
本技术涉及变速器花键轴装配,具体为一种渗碳淬火用薄壁内花键与限形心轴的装配结构。
背景技术:
1、对于某变速器花键轴,该零件的材料为20mncr5hha高淬透性渗碳钢(材料不可变动),零件一侧为薄壁内花键结构,有效壁厚仅为7.5mm,且内花键的跨棒距公差要求为0.1mm。该零件要求整体渗碳热处理,内花键的有效硬化层深≥0.5mm(550hv)。基于该图纸要求,根据试验实际以下几种方案:
2、(1)低压真空气淬
3、采用低压真空气淬时,由于高压氮气的淬火能力相对较差,虽然内花键的整体变形较好,但轴径心部组织为会出现大量的块状先析出铁素体,其心部硬度及组织要求均无法满足重载齿轮轴的设计图纸要求。
4、(2)可控气氛渗碳淬火(不加限形心轴)
5、选用传统的可控气氛箱式多用炉,并选用最大冷却速度相对较低的好富顿的355淬火油进行生产,在满足金相组织要求的前提下进一步优化淬火冷却速度。然而,经过反复的实验,选用355油直接渗碳淬火时,无论如何调整冷却速度,内花键的椭圆均>0.2mm,严重不满足图纸要求。
6、(3)可控气氛渗碳淬火(加传统限形心轴)
7、在2#方案的基础上,按照传统的限形心轴设计方案对内花键的有效壁厚进行补偿,设计了一种圆柱型限形心轴。然而,对于传统的气氛渗碳来说,间隙大小对渗碳气氛及淬火冷却的均匀性影响很大,由于该限形心轴与零件间隙太小,导致硬化层深难以满足图纸要求。此外,在原有热处理工艺的基础上增加强渗工艺时间,效果不明显,且一味的增加渗碳时间会导致外花键淬透,增加崩齿的风险。
技术实现思路
1、为了克服上述现有技术存在的缺陷,本实用新型的目的在于提供一种渗碳淬火用薄壁内花键与限形心轴的装配结构,以解决现有技术中如何避免内花键过渡畸变的技术问题。
2、本实用新型是通过以下技术方案来实现:
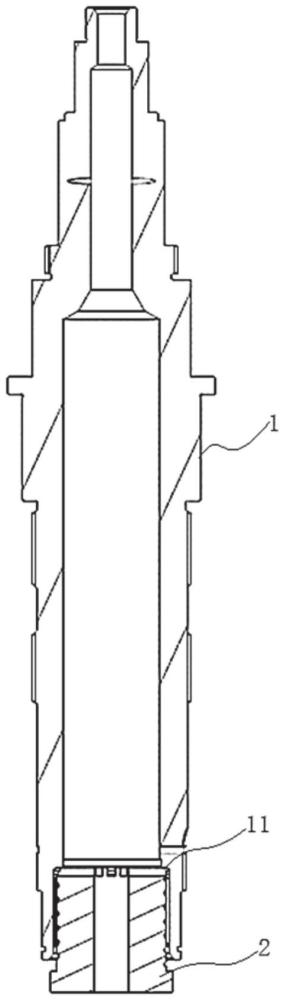
3、一种渗碳淬火用薄壁内花键与限形心轴的装配结构,包括内花键和限形心轴,所述内花键的一端设有心轴安装端,所述心轴安装端内设有环形限位台,所述限形心轴装配在心轴安装端内,且限形心轴的顶部抵接在环形限位台上,所述限形心轴的边沿环形设有若干外圈螺纹,所述外圈螺纹与心轴安装端的内壁之间存在间隙,所述限形心轴的上设有中心通孔。
4、优选的,限形心轴的顶部上还设有若干导油槽,所述若干导油槽与环形限位台之间存在间隙,若干导油槽连通至外圈螺纹,用于淬火油沿着外圈螺纹经导油槽流至内花键内。
5、进一步的,若干导油槽的一端沿着中心通孔环绕连通设置,另一端连通至外圈螺纹。
6、进一步的,导油槽的槽宽为4-6mm。
7、优选的,若干外圈螺纹沿着限形心轴的侧壁环形分布,其中外圈螺纹的螺纹深度为1-1.2mm。
8、优选的,相邻外螺纹之间的螺距为7-9mm。
9、优选的,限形心轴的底端设有凸台,用于装配在热处理工装底座上,所述凸台的之间大于限形心轴的直径,所述凸台卡接在内花键的心轴安装端外侧。
10、优选的,限形心轴与内花键同轴装配设置。
11、与现有技术相比,本实用新型具有以下有益的技术效果:
12、本实用新型提供了一种渗碳淬火用薄壁内花键与限形心轴的装配结构,通过将限形心轴装配在内花键上,其中限形心轴的边沿环形设有若干外圈螺纹,所述外圈螺纹与心轴安装端的内壁之间存在间隙,螺纹与内花键小径之间的间隙可有效的提高渗碳气氛的流动性,使内花键获得足够的化学层深,限形心轴的上设有中心通孔,增加淬火油的流动性,有利于减小外圆直径的畸变,同时减轻心轴重量。
13、进一步的,限形心轴的顶部上还设有若干导油槽,若干导油槽与环形限位台之间存在间隙,若干导油槽连通至外圈螺纹,便于淬火油沿着外圈螺纹经导油槽流至内花键内,提高渗碳气氛沿内花键齿向方向上的一致性,即化学层深沿齿向方向的一致性;通过调整矩形槽参数可以调整内花键的冷却速度,一般情况下槽越深,淬火时内花键的冷却速度越大,同时增加内花键的淬火均匀性。
14、进一步的,若干导油槽的一端沿着中心通孔环绕连通设置,另一端连通至外圈螺纹,使得淬火油沿着外圈螺纹经导油槽流至内花键内,有效的提高渗碳气氛的流动性,使内花键获得足够的化学层深。
15、进一步的,限形心轴的底端设有凸台,一方面该凸台与热处理工装底座匹配,实现心轴的定位;另一方面该凸台可方便心轴加工时的装卡,提高心轴的可加工性。
技术特征:1.一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,包括内花键(1)和限形心轴(2),所述内花键(1)的一端设有心轴安装端(11),所述心轴安装端(11)内设有环形限位台,所述限形心轴(2)装配在心轴安装端(11)内,且限形心轴(2)的顶部抵接在环形限位台上,所述限形心轴(2)的边沿环形设有若干外圈螺纹(22),所述外圈螺纹(22)与心轴安装端(11)的内壁之间存在间隙,所述限形心轴(2)的上设有中心通孔(21)。
2.根据权利要求1所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,所述限形心轴(2)的顶部上还设有若干导油槽(23),所述若干导油槽(23)与环形限位台之间存在间隙,若干导油槽(23)连通至外圈螺纹(22),用于淬火油沿着外圈螺纹(22)经导油槽(23)流至内花键(1)内。
3.根据权利要求2所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,若干导油槽(23)的一端沿着中心通孔(21)环绕连通设置,另一端连通至外圈螺纹(22)。
4.根据权利要求2所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,所述导油槽(23)的槽宽为4-6mm。
5.根据权利要求1所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,若干外圈螺纹(22)沿着限形心轴(2)的侧壁环形分布,其中外圈螺纹的螺纹深度为1-1.2mm。
6.根据权利要求1所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,相邻外螺纹之间的螺距为7-9mm。
7.根据权利要求1所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,所述限形心轴(2)的底端设有凸台(24),用于装配在热处理工装底座上,所述凸台(24)的之间大于限形心轴(2)的直径,所述凸台(24)卡接在内花键(1)的心轴安装端(11)外侧。
8.根据权利要求1所述的一种渗碳淬火用薄壁内花键与限形心轴的装配结构,其特征在于,所述限形心轴(2)与内花键(1)同轴装配设置。
技术总结本技术涉及变速器花键轴装配技术领域,公开了一种渗碳淬火用薄壁内花键与限形心轴的装配结构,通过将限形心轴装配在内花键上,其中限形心轴的边沿环形设有若干外圈螺纹,所述外圈螺纹与心轴安装端的内壁之间存在间隙,螺纹与内花键小径之间的间隙可有效的提高渗碳气氛的流动性,使内花键获得足够的化学层深,限形心轴的上设有中心通孔,增加淬火油的流动性,有利于减小外圆直径的畸变,同时减轻心轴重量。技术研发人员:车永平,胡星,徐燊,张晓田,李新斌受保护的技术使用者:陕西法士特汽车传动集团有限责任公司技术研发日:20231204技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/108358.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表