一种抽油机光杆用可修补柔性耐磨涂层及制备方法与流程
- 国知局
- 2024-08-02 17:34:57
本发明涉及抽油机配套,具体为一种抽油机光杆用可修补柔性耐磨涂层及制备方法。
背景技术:
1、在石油开采行业中,抽油机深井泵采用的是通过“驴头”带动光杆、抽油杆进而通过柱塞的往复抽吸,将采出液举升至地面的过程,存在于地面的节点就是利用光杆(光轴)-井口密封器封闭流程内外空间,光杆的材质多为锻造高强度钢材,通过抛光后的光洁面形成光轴-填料密封结构防止采出介质泄露,但普通光杆也存在易锈蚀、腐蚀和机械损伤无法修复等问题,形成上述只能换不能修的情况,造成了极大的成本浪费,与企业节能降耗的发展思路相悖,成为亟待解决的问题。
2、由此行业中采用改变光杆材质措施,改变材料表面性能,如:专利文件cn1171003c公开了柔性连续扁带式碳纤维抽油杆及其接头,提供了柔性连续扁带式碳纤维抽油杆及其接头,其抽油杆以碳纤维和玻璃纤维为增强材料,环具有较高的强度、模量和耐腐蚀、抗疲劳性能,存在的问题是成本高。
3、为了提高材质的耐磨性,行业中也有采用了耐磨合金热喷涂技术,如:专利文件cn102061891a公开了一种抽油光杆,就是对普通光杆采用热喷涂镍基合金涂层和高强度钢材,增强其性能,但存在成本高和表面损伤后无法修复等问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种抽油机光杆用可修补柔性耐磨涂层及制备方法,解决了普通光杆易锈蚀、腐蚀和机械损伤无法修复及更换成本高的问题,通过镍铜合金-石墨烯复合材料构成柔性树脂化学涂层提供良好的柔韧和耐磨性,且与光杆表面的镍基合金热喷涂层具备良好的结合力,不易发生涂层脱落现象,大大提高了使用寿命,同时通过现场调制镍铜合金-石墨烯修复剂a、b组分,固化修补打磨作业区域后即可恢复原有区域功能,实现了二次修复的效果。
2、为实现以上目的,本发明通过以下技术方案予以实现:一种抽油机光杆用可修补柔性耐磨涂层,所述涂层为将镍铜合金-石墨烯溶剂刷涂于光杆镍合金热喷涂层表面并硬化后形成的石墨烯-镍铜合金化学涂层,所述镍铜合金-石墨烯溶剂包括a组分、b组分,所述a组分包括以下质量份原料:氧化石墨烯粉剂3-5份、镍包铜复合粉25-35份、环氧树脂40-55份、二甲基丙烯酸树脂80-100份、聚环氧氯丙烷环氧树脂60份、钛白粉100-150份、消泡剂4-6份、稳定剂4-6份、聚酰胺 60-100份,所述b组分包括以下质量份原料:固化剂25-50份。
3、优选的,所述镍铜合金-石墨烯溶剂的制备方法包括以下步骤:
4、步骤一、按比例将氧化石墨烯粉剂、镍包铜复合粉、环氧树脂、二甲基丙烯酸树脂、聚环氧氯丙烷环氧树脂、钛白粉、消泡剂、稳定 剂、聚酰胺 依次加入搅拌器充分搅拌15-30min,制得a组分;
5、步骤二、在即将使用溶剂前,按比例取b组分固化剂加入a组分,并迅速搅拌1-3min,即完成镍铜合金-石墨烯溶剂的制备。
6、优选的,所述涂层的制备方法包括以下步骤:
7、步骤一、对光杆表面进行除油、除锈处理后,后对杆体进行300℃预热15min;
8、步骤二、准备ni粉,对光杆表面进行旋转热喷涂,喷涂温度控制在950-1100℃,热喷涂合金层厚度0.2-0.5mm;
9、步骤三、使用调配好的镍铜合金-石墨烯溶剂均匀刷涂光杆热喷涂层表面,等待表面硬化;
10、步骤四、最后对硬化后的涂层进行研磨,控制涂层总厚度≤0.5mm。
11、优选的,所述ni粉为符合gb/t-7160-1987标准的ftn-3喷涂用碳基镍粉或等同材料,粒度≥300目。
12、优选的,所述氧化石墨烯粉剂为3-5%石墨精粉由乙醇稀释分散,再经超声分离设备振荡获得的1-3%低浓度氧化石墨烯,再将残留乙醇蒸馏排出恢复干粉状。
13、优选的,所述镍包铜复合粉为符合gb/t-3992-1983的ff04/01,其中ni含量>66%。
14、优选的,所述环氧树脂为e44、所述消泡剂为efka2720。
15、优选的,所述稳定剂为tinuvin292、所述固化剂为二氨基环己烷dach。
16、优选的,所述涂层修补方法包括以下步骤:
17、步骤一、首先需要预配制镍铜合金-石墨烯修复剂,所述镍铜合金-石墨烯修复剂包括a组分、b组分,并将a组分与b组分分别单独使用容器保存;
18、步骤二、对光杆涂层损伤部位修复时,先对损伤部位进行清洗打磨,去除油污,形成粗糙黏合处理面;
19、步骤三、将镍铜合金-石墨烯修复剂a组分、b组分按照2:1进行适量混合搅拌均匀并对光杆涂层损伤部位进行刷涂刮平;
20、步骤四、等待15-30min后修补剂涂抹区域表面达到表干固化,对表面进行砂带打磨,达到平整光滑即可恢复光杆柔性耐磨涂层。
21、优选的,所述镍铜合金-石墨烯修复剂a组分包括以下质量份原料:氧化石墨烯粉剂5-8份、镍包铜复合粉30-35份、环氧树脂40-55份、二甲基丙烯酸树脂50-60份、聚环氧氯丙烷环氧树脂40-50份、钛白粉120-150份、消泡剂4-6份、稳定剂4-6份、聚酰胺 50-70份,b组分包括以下质量份原料:固化剂40-50份。
22、工作原理:由镍铜合金-石墨烯复合材料构成柔性树脂化学涂层具备良好的柔韧和耐磨性,且与光杆表面的镍基合金热喷涂层具备良好的结合力,不易发生涂层脱落现象;运行中光杆表面的石墨烯-镍铜合金化学涂层在与填料接触过程中,初期会发生一定的涂层磨损,伴随着采出介质中的油水与涂层脱落物混合,石墨烯片段、镍基合金分子等成分混合后,形成了一个中介物保护层,事实上对光杆和填料体进行了分离,由于石墨烯片段、镍基合金分子在油水液体中的充分结合和运动,形成一种相对柔性的自摩擦关系,客观上延缓了盘根填料与光杆的磨损,同时由于原有热喷镍基合金热喷涂层具备较大的差异厚度,少量合金喷涂物凸起区域可为石墨烯-镍铜合金化学涂层提供了高强度支撑,使得化学涂层内寿命大大延长。
23、本发明提供了一种抽油机光杆用可修补柔性耐磨涂层及制备方法。具备以下有益效果:
24、本发明通过镍铜合金-石墨烯复合材料构成柔性树脂化学涂层具备良好的柔韧和耐磨性,且与光杆表面的镍基合金热喷涂层具备良好的结合力,不易发生涂层脱落现象,其与不同的橡胶类盘根填料形成良好的密封关系,延缓了盘根填料与光杆的磨损,使得化学涂层内寿命大大延长,同时使用镍铜合金-石墨烯复合材料制成的石墨烯-镍铜合金化学涂层具备二次修复能力,进一步提高了抽油机光杆的使用寿命,并降低了使用成本。
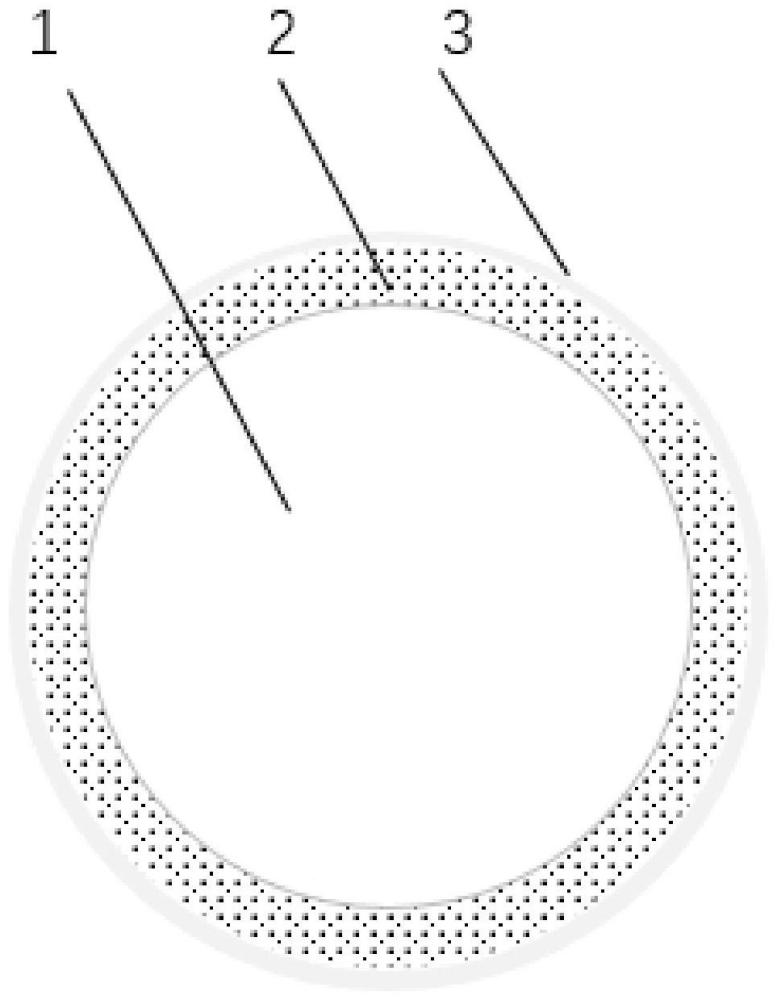
技术特征:1.一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述涂层为将镍铜合金-石墨烯溶剂刷涂于光杆(1)镍合金热喷涂层(2)表面并硬化后形成的石墨烯-镍铜合金化学涂层(3),所述镍铜合金-石墨烯溶剂包括a组分、b组分,所述a组分包括以下质量份原料:氧化石墨烯粉剂3-5份、镍包铜复合粉25-35份、环氧树脂40-55份、二甲基丙烯酸树脂80-100份、聚环氧氯丙烷环氧树脂60份、钛白粉100-150份、消泡剂4-6份、稳定剂4-6份、聚酰胺 60-100份,所述b组分包括以下质量份原料:固化剂25-50份。
2.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述镍铜合金-石墨烯溶剂的制备方法包括以下步骤:
3.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述涂层的制备方法包括以下步骤:
4.根据权利要求3所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述ni粉为符合gb/t-7160-1987标准的ftn-3喷涂用碳基镍粉或等同材料,粒度≥300目。
5.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述氧化石墨烯粉剂为3-5%石墨精粉由乙醇稀释分散,再经超声分离设备振荡获得的1-3%低浓度氧化石墨烯,再将残留乙醇蒸馏排出恢复干粉状。
6.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述镍包铜复合粉为符合gb/t-3992-1983的ff04/01,其中ni含量>66%。
7.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述环氧树脂为e44、所述消泡剂为efka2720。
8.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述稳定剂为tinuvin292、所述固化剂为二氨基环己烷dach。
9.根据权利要求1所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述涂层修补方法包括以下步骤:
10.根据权利要求9所述的一种抽油机光杆用可修补柔性耐磨涂层,其特征在于:所述镍铜合金-石墨烯修复剂a组分包括以下质量份原料:氧化石墨烯粉剂5-8份、镍包铜复合粉30-35份、环氧树脂40-55份、二甲基丙烯酸树脂50-60份、聚环氧氯丙烷环氧树脂40-50份、钛白粉120-150份、消泡剂4-6份、稳定剂4-6份、聚酰胺 50-70份,b组分包括以下质量份原料:固化剂40-50份。
技术总结本发明提供一种抽油机光杆用可修补柔性耐磨涂层及制备方法,涉及抽油机配套技术领域。该抽油机光杆用可修补柔性耐磨涂层为将镍铜合金‑石墨烯溶剂刷涂于光杆镍合金热喷涂层表面并硬化后形成的石墨烯‑镍铜合金化学涂层,所述镍铜合金‑石墨烯溶剂包括A组分、B组分,所述A组分包括以下质量份原料:氧化石墨烯粉剂3‑5份、镍包铜复合粉25‑35份、环氧树脂40‑55份、二甲基丙烯酸树脂80‑100份、聚环氧氯丙烷环氧树脂60份、钛白粉100‑150份、消泡剂4‑6份、稳定剂4‑6份、聚酰胺60‑100份。通过镍铜合金‑石墨烯复合材料构成柔性树脂化学涂层提供良好的柔韧和耐磨性,且与光杆表面的镍基合金热喷涂层具备良好的结合力,不易发生涂层脱落现象,大大提高了使用寿命。技术研发人员:汤凯,张志鹏,冷晗玉,李凌旭,孙殿庆,杨海波,岳东卫,李志波,吕洋,徐道成受保护的技术使用者:大庆油田有限责任公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240718/256295.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表