一种汽车电器铝壳压铆机构的制作方法
- 国知局
- 2024-08-05 13:59:12
本技术属于压铆设备,特别涉及一种汽车电器铝壳压铆机构。
背景技术:
1、汽车电器铝壳需要将铆钉和定位销铆入壳体,现在基本都是采用人工用榔头敲击调整,对铆入的螺帽及定位销的脱出力和扭力无法掌控,且对铆入的定位销高矮无法掌控,对产品质量没有保障,此外,人工操作效率低,废品率较高。
技术实现思路
1、本实用新型为了弥补现有技术的不足,提供了一种汽车电器铝壳压铆机构。
2、本实用新型是通过如下技术方案实现的:
3、一种汽车电器铝壳压铆机构,包括铆钉压铆系统和定位销压铆系统,其特征是:所述铆钉压铆系统包括放置工件的机身,工件置于底板上,底板置于导轨上由工件输送气缸带动,工件上方设有铆钉压紧机构,工件上方设有安装于机身上的铆钉压铆机构,工件侧面设有用于输送铆钉的铆钉夹持输送机构,铆钉夹持输送机构上方设有料架,料架内设有盛放铆钉的上料夹,定位销压铆系统包括用于放置工件的底座,底座通过导向杆安装上压板,导向杆上安装有定位横梁,定位横梁上方设有用于压铆定位销的定位销压头。
4、所述铆钉夹持输送机构包括用于夹持铆钉的第一夹爪和第二夹爪,第一夹爪和第二夹爪通过销子安装于铆钉拉杆头上,第一夹爪和第二夹爪之间安装有弹簧,铆钉拉杆头通过机械手与铆钉输送气缸相连接,铆钉输送气缸两侧安装有铆钉输送气缸座和定位块。
5、所述铆钉拉杆头上方设有撞块,料架下方设有接近开关,接近开关安装于接近开关支架上。
6、所述铆钉压铆机构包括用于压入铆钉的电缸压头,电缸压头与铆钉压铆电缸相连接,电缸压头外设有直线轴承,直线轴承安装于直线轴承座内,直线轴承座通过直线轴承座支架固定于机身上。
7、所述铆钉压紧机构包括用于压紧工件的压块,压块与铆钉压头过盈配合把感应盘固定于铆钉压紧气缸的活塞杆上,铆钉压紧气缸安装于横板上,横板通过立板固定于底板上。
8、所述底板外侧设有缓冲器,缓冲器安装于缓冲器支架上,机身正面安装有光栅,机身正面上部安装有显示屏,机身正面下部安装有运行按钮。
9、所述工件与底板之间设有防磕垫,工件与底板通过铆钉定位销子相对固定。
10、所述定位横梁通过拉板与定位销拉杆头相连接,定位销拉杆头与定位气缸相连接。
11、所述定位销压头与压紧气缸相连接。
12、所述定位横梁与导向杆之间设有导向套,定位横梁下方旋拧有调整螺母,调整螺母上旋拧有锁紧螺母,工件与底座之间设有定位销定位销子。
13、本实用新型的有益效果是:将铆钉和定位销自动铆入汽车电器铝壳内,效率由原来的2分钟1件提高到1分钟6件,提高了近12倍,在批量生产时产品质量一致性稳定,保障了产品质量,降低了废品率。
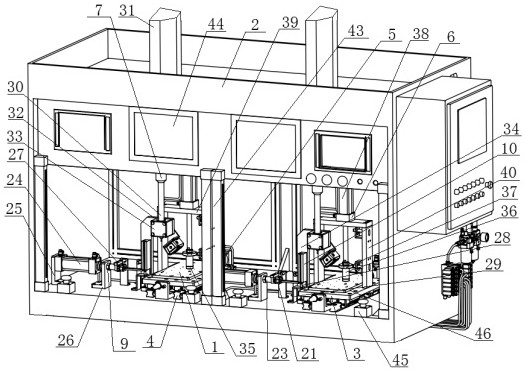
技术特征:1.一种汽车电器铝壳压铆机构,包括铆钉压铆系统和定位销压铆系统,其特征是:所述铆钉压铆系统包括放置工件(1)的机身(2),工件(1)置于底板(3)上,底板(3)置于导轨(4)上由工件输送气缸(5)带动,工件(1)上方设有铆钉压紧机构(6),工件(1)上方设有安装于机身(2)上的铆钉压铆机构(7),工件(1)侧面设有用于输送铆钉(8)的铆钉夹持输送机构(9),铆钉夹持输送机构(9)上方设有料架(10),料架(10)内设有盛放铆钉(8)的上料夹(11),定位销压铆系统包括用于放置工件(1)的底座(12),底座(12)通过导向杆(13)安装上压板(14),导向杆(13)上安装有定位横梁(15),定位横梁(15)上方设有用于压铆定位销(16)的定位销压头(17)。
2.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述铆钉夹持输送机构(9)包括用于夹持铆钉(8)的第一夹爪(18)和第二夹爪(19),第一夹爪(18)和第二夹爪(19)通过销子(20)安装于铆钉拉杆头(21)上,第一夹爪(18)和第二夹爪(19)之间安装有弹簧(22),铆钉拉杆头(21)通过机械手(23)与铆钉输送气缸(24)相连接,铆钉输送气缸(24)两侧安装有铆钉输送气缸座(25)和定位块(26)。
3.根据权利要求2所述的汽车电器铝壳压铆机构,其特征是:所述铆钉拉杆头(21)上方设有撞块(27),料架(10)下方设有接近开关(28),接近开关(28)安装于接近开关支架(29)上。
4.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述铆钉压铆机构(7)包括用于压入铆钉(8)的电缸压头(30),电缸压头(30)与铆钉压铆电缸(31)相连接,电缸压头(30)外设有直线轴承(32),直线轴承(32)安装于直线轴承座(33)内,直线轴承座(33)通过直线轴承座支架(34)固定于机身(2)上。
5.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述铆钉压紧机构(6)包括用于压紧工件(1)的压块(35),压块(35)与铆钉压头(36)过盈配合把感应盘(37)固定于铆钉压紧气缸(38)的活塞杆上,铆钉压紧气缸(38)安装于横板(39)上,横板(39)通过立板(40)固定于底板(3)上。
6.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述底板(3)外侧设有缓冲器(41),缓冲器(41)安装于缓冲器支架(42)上,机身(2)正面安装有光栅(43),机身(2)正面上部安装有显示屏(44),机身(2)正面下部安装有运行按钮(45)。
7.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述工件(1)与底板(3)之间设有防磕垫(46),工件(1)与底板(3)通过铆钉定位销子(47)相对固定。
8.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述定位横梁(15)通过拉板(48)与定位销拉杆头(49)相连接,定位销拉杆头(49)与定位气缸(50)相连接。
9.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述定位销压头(17)与压紧气缸(51)相连接。
10.根据权利要求1所述的汽车电器铝壳压铆机构,其特征是:所述定位横梁(15)与导向杆(13)之间设有导向套(52),定位横梁(15)下方旋拧有调整螺母(53),调整螺母(53)上旋拧有锁紧螺母(54),工件(1)与底座(12)之间设有定位销定位销子(55)。
技术总结本技术属于压铆设备技术领域,特别涉及一种汽车电器铝壳压铆机构,包括铆钉压铆系统和定位销压铆系统,铆钉压铆系统包括放置工件的机身,工件置于底板上,底板置于导轨上由工件输送气缸带动,工件上方设有铆钉压紧机构,工件上方设有安装于机身上的铆钉压铆机构,工件侧面设有用于输送铆钉的铆钉夹持输送机构,铆钉夹持输送机构上方设有料架,料架内设有盛放铆钉的上料夹,定位销压铆系统包括用于放置工件的底座,底座通过导向杆安装上压板,导向杆上安装有定位横梁,定位横梁上方设有用于压铆定位销的定位销压头。本技术的有益效果是:将铆钉和定位销自动铆入汽车电器铝壳内,提高了效率,保障了产品质量,降低了废品率。技术研发人员:赵猛,杨卫章,吴新艳,赵丽丽,孙洪武受保护的技术使用者:海纳川(滨州)轻量化汽车部件有限公司技术研发日:20231225技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240720/270191.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表